Известны устройства дл;/ поперечной прокатки трубы, включающие шариковую обойму с шариками, установленными в державке и онирающимися на два шарикоподшипника. Регулировка положения шариков в понеречном направлении относительно нрокатываемой трубы обеспечивается неремеш,ением державки, а в продольном нанравленин - перемеш,ением подпятника, на который оннрается шарик.
Особенность нредложенного устройства заключается в том, что шариковая обойма выполнена плаваюш.ей в нонеречном направленнн к оси трубы в шариковых направляющих и снабжена механизмом для автоматического раскрывания обоймы в конце прокатки и установки ее на прежний размер трубы неред началом прокатки.
Это позволит получать трубы с жесткими допусками по геометрическим размерам.
Па чертеже показапо предложенное устройство, общий вид.
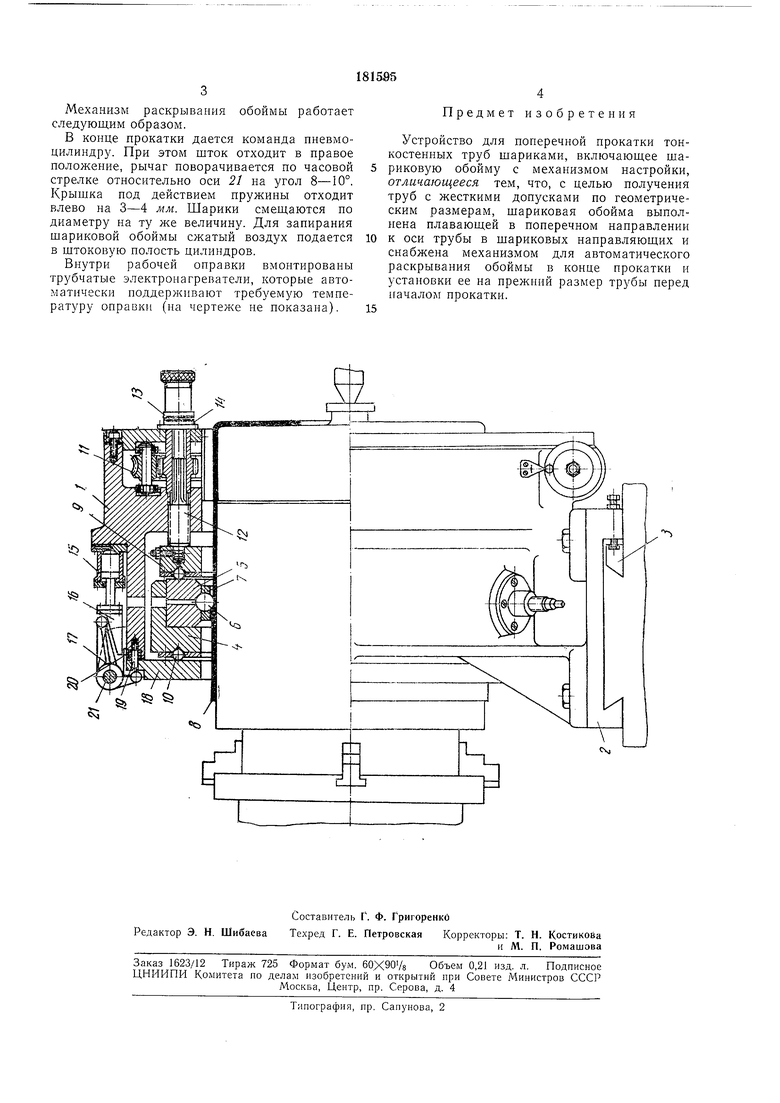
Корпус У устройства кренится болтами к плите 2, установленной при помощи клина 3 на направляющей продольного суппорта токарного станка.
которых обкатываются рабочие шарикп 6, удерживаемые от выпадания сепаратором 7.
Шариковая обойма может перемещаться (плавать) в плоскости, перпендикулярной оси нрокатываемой трубы 8. На кольце 4 и опорном диске 9 имеются упорные подшипники качения JO. Настройка шариковой обоймы на требуемый размер трубы осуществляется механизмом //, состояилим из червяка, червячного колеса и трех зубчатых колес, имеющих внутреннее зацепление с червячным колесом.
Маховиком через червячную пару н внутреннее зацепление передается вращение на три ходовых винта 12, которые перемещают вдоль оси диск 9 н вкладыш 5, благодаря чему изменяется наружный диаметр прокатываемой трубы.
Для грубой настройки обоймы используется лимб 13 с ценой деления 0,1 мм, а для точной- лимб 14 с ценой деления 0,01 мм.
Снятие контакта шариков с поверхностью трубы в конце прокатки и автоматическая настройка обоймы на нрежннй размер перед началом следующего цикла прокатки производится механизмом для раскрывания обоймы. Он состоит из трех пневмоцилиндров 15, щтоков 16, рычагов 17, крышки 18, направляющих нальцев 19 и пружин сжатия 20.
Механизм раскрывания обоймы работает следующим образом.
В конце прокатки дается комаида пневмоцилиндру. При этом шток отходит в правое положение, рычаг поворачивается по часовой стрелке относнтельно оси 21 на угол 8-10°. Крышка под действием пружины отходит влево на 3-4 мм. Шарики смещаются по диаметру на ту же величину. Для запирания шариковой обоймы сжатый воздух подается в штоковую полость цилиндров.
Внутри рабочей оправки вмонтированы трубчатые электронагреватели, которые автоматически поддерживают требуемую температуру оправки (на чертеже не показана).
Предмет изобретения
Устройство для поперечной прокатки тонкостенных труб шариками, включающее шариковую обойму с механизмом настройки, отличающееся тем, что, с целью получения труб с жесткими допусками по геометрическим размерам, шариковая обойма выполнена плавающей в поперечном направлении
к оси трубы в шариковых направляющих и снабжена механизмом для автоматического раскрывания обоймы в конце прокатки и установки ее на прежний размер трубы перед началом прокатки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для ротационного выдавливания тонкостенных цилиндров | 1972 |
|
SU446340A1 |
| УСТРОЙСТВО ДЛЯ ИЗВЛЕЧЕНИЯ ТЕХНОЛОГИЧЕСКОГО КАНАЛА ИЗ УРАН-ГРАФИТОВЫХ АТОМНЫХ РЕАКТОРОВ | 1996 |
|
RU2094864C1 |
| Устройство для гуммирования внутренних поверхностей труб | 1974 |
|
SU490681A1 |
| Стан холодной прокатки труб | 1985 |
|
SU1338910A1 |
| ОСНАСТКА ТОКАРНОГО СТАНКА ДЛЯ ОБРАБОТКИ ТРУБ | 2010 |
|
RU2450895C2 |
| Станок для сборки узлов | 1977 |
|
SU677801A1 |
| Устройство для резки труб | 1980 |
|
SU1028440A1 |
| Устройство для изготовления труб с кольцевыми гофрами | 1984 |
|
SU1232331A1 |
| УСТРОЙСТВО ДЛЯ ПОПЕРЕЧНОЙ РАСКАТКИТОНКОСТЕННЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙТЕЛАМИ КАЧЕНИЯ | 1972 |
|
SU435890A1 |
| УСТРОЙСТВО ДЛЯ ИЗВЛЕЧЕНИЯ ТЕХНОЛОГИЧЕСКОГО КАНАЛА ИЗ УРАН-ГРАФИТОВЫХ АТОМНЫХ РЕАКТОРОВ | 1996 |
|
RU2086014C1 |
