Изобретение относится к станкостроению и может быть использовано при получении оптических поверхностей на материалах, поддающихся сверхточной обработке резанием.
Целью изобретения является повышение производительности обработки зон асферических поверхностей, ограниченных двумя плоскостями, перпендикулярными оси симметрии асферической поверхности за счет исключения периодического вреза- ния режущего инструмента в обрабатываемую поверхность.
Поставленная цель достигается тем, что в известном способе обработки асферических поверхностей резанием, при котором инструментальному шпинделю сообщают вращательное движение и согласованное с ним поступательное перемещение режущему инструменту в направлении перпендикулярном поверхности детали, а рабочему шпинделю с закрепленной на нем деталью сообщают круговую подачу, согласованную
с поступательным перемещением режущего инструмента, отличающимся тем, что сообщают перемещение оси инструментального шпинделя и режущему инструменту в направлении перпендикулярном оси рабочего шпинделя, при этом величина перемещения режущего инструмента в два раза меньше величины перемещения инструментального шпинделя, кроме того частота вращения рабочего шпинделя в три раза больше частоты вращения инструментального шпинделя и направления их вращения совпадают.
Устройство, осуществляющее способ обработки асферических поверхностей резанием, содержащее станину с рабочим шпинделем для крепления детали и инструментальный шпиндель с резцедержателем, несущим резец, установленный на станке и исполнительный механизм перемещения резца, при этом инструментальный шпиндель установлен на станине с возможностью перемещения его оси посредством исполнительного механизма в плоскости перпендикулярной оси рабо00
ел
ы к
чего шпинделя, резец установлен на резцедержателе с возможностью дополнительного перемещения посредством исполнительного механизма в плоскостях перпендикулярных оси рабочего шпинделя.
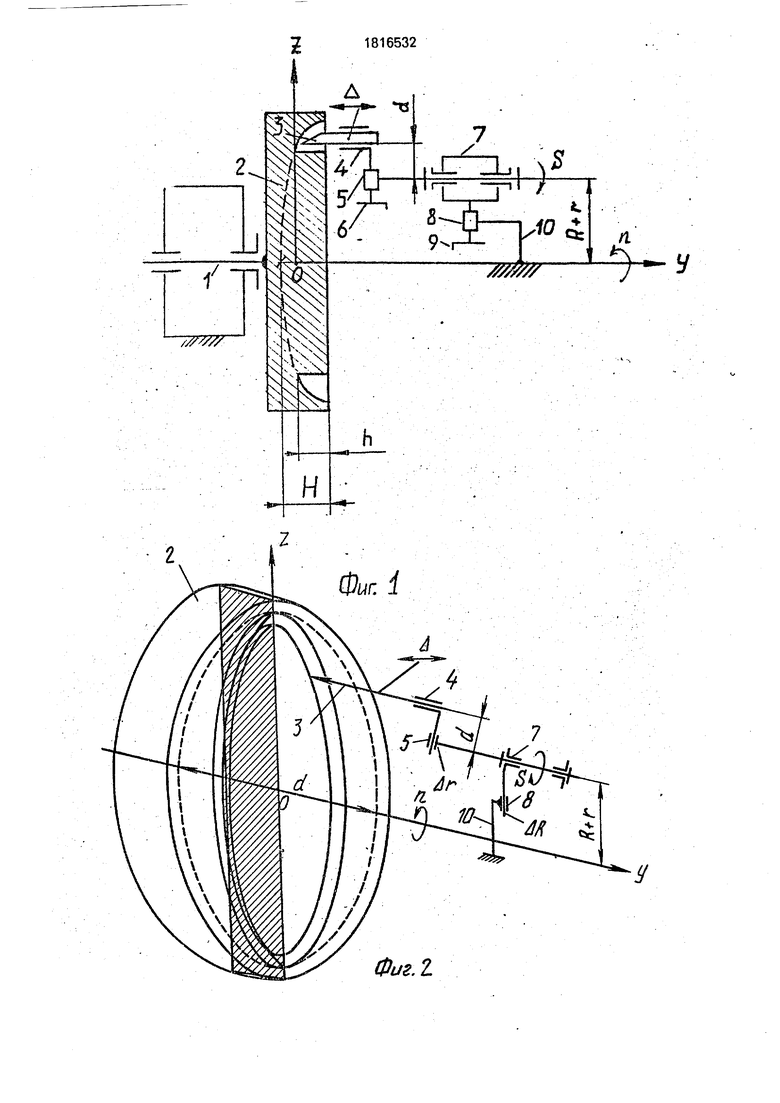
Сущность изобретения состоит в том. что резцедержатель вместе с инструментом движется с помощью инструментального шпинделя по окружности радиусом г, которая катится без проскальзывания по окружности радиусом R. В случае, если отношение R:r 2 : 1, то любая фиксированная точка малой окружности описывает эллипс. Окружность радиуса R принадлежит поверхности вращающейся детали, укрепленной в шпинделе станка. При этом ось инструментального шпинделя параллельна оси рабочего шпинделя и смещена относительно последней на расстояние R+r. Если на о си инструментального шпинделя установить штангу длиной г, а на ее окончании установить резец, то при вращении инструмен-. тального и рабочего шпинделя резец будет описывать на поверхности детали эллипс. При приращении по определенному закону величины R на AR, а г на Дг, и при сохранении соотношения (R+ AR):(r+Дг) 2:1 резец будет формировать эллипсы с увеличенными большой и малой осью. В случае, если .расстояние между осями рабочего и инструментального шпинделей d больше г, и при одинаковом направлении вращения и при сохранении соотношений их частот 1:3, на поверхности детали может быть сформирован эллипс, соответствующий некоторому уровню зоны: a(R+ AR)+d+r+ Ar (большая) полуось; (5(R+,dR)-d+ Дг (меньшая). Таким образом, может быть сформирован любой эллипс. Если в этом случае сообщить перемещение резцу параллельное оси рабочего шпинделя и взаимоувязанное с приращениями ДР и Дг, то на поверхности детали возможно формирование зон, представляющих из себя фрагмент асферической поверхности, ограниченное двумя плоскостями перпендикулярными оси симметрии асферической поверхности, например, эллиптического параболлоида и сопряженной с цилиндрическими поверхностями, образующие которых параллельны оси симметрии асимметричной поверхности. Формирование таких зон микрорезанием имеет большое значение в металлооптике.
Предполагаемая совокупность признаков не была обнаружена авторами в известной научно-технической и патентной литературе, следовательно, заявляемое техническое решение соответствует критерию существенные отличия.
На фиг,1 изображена схема обработки зон асферических поверхностей в плоскости, проходящей через оси рабочего и инструментального Шпинделей; на фиг.2 - то же,
в пространственной системе координат; на фиг.З - схема расчета соотношения частот вращения рабочего и инструментального шпинделей; на фиг.4 - устройство для обработки зон асферических поверхностей: на
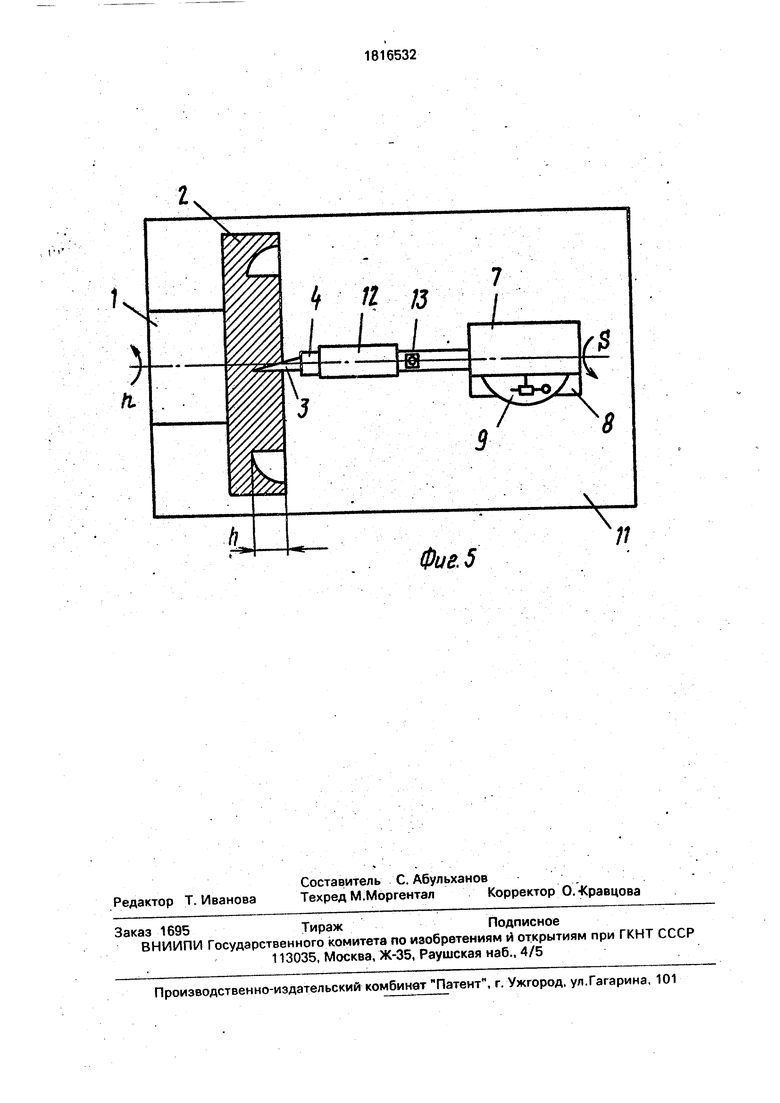
фиг,5 - вид сверху фиг,3.
На фиг. 1-5 стрелка с обозначением Д соответствует поступательному перемещению режущего инструмента, круговая стрелка с обозначением S соответствует направлению круговой подачи инструменталь- ного шпинделя величиной S, круговая стрелка с обозначением п соответствует направлению вращения рабочего шпинделя с частотой п; стрелки с обозначением AR и Дг
соответствуют перемещению инструментальному шпинделя и перемещению резца относительно оси инструментального шпинделя, соответственно.
Устройство, осуществляющее способ
(фиг.4-5) содержит рабочий Шпиндель 1, обрабатываемую деталь 2, резец 3. резцедержатель 4, исполнительный механизм 5, ручной привод 6, инструментальный шпиндель 7, исполнительный механизм 8, ручной
привод 9, стойка 10, станина устройства 11, исполнительный механизм 12 и ручной привод 13.
При этом деталь 2 крепится на рабочем шпинделе 1, установленном на станине 12.
На станине 12 укреплена также стойка 10, несущая инструментальный шпиндель 7 и имеющая ручной привод 9 и исполнительный механизм 8 для ручного и автоматического перемещения инструментального
шпинделя 7 так; чтобы оси инструментального 7 и рабочего 1 шпинделей оставались параллельными. На оси вращения инструментального шпинделя 7 укреплен резцедержатель 4, несущий ручной б привод и
исполнительный механизм 5. На окончании резцедержателя 4 установлен резец 3. Ручной привод 6 и исполнительный механизм 5 предназначены для ручного и автоматического перемещения резца 3 в плоскости,
проходящей через ось инструментального шпинделя 7. Исполнительный механизм 12 и ручной привод 13 предназначены для ручного и автоматического перемещения резца 3 в направлении, параллельном оси рабочего шпинделя 1.
.Предлагаемый способ осуществляется следующим образом.
Для обработки резанием зон асферических поверхностей, например, лллиптического параболоида, ограниченных двумя параллельными плоскостями, перпендикуляр- ными оси симметрии асферической поверхности (ось ОУ), необходимо, чтобы, когда окончание режущей кромки резца 3 отстоит на наибольшее расстояние-от оси вращения рабочего шпинделя 1, оси рабочего 1, инструментального 7 шпинделей и окончание режущей кромки резца 3 находились в плоскости ZOY (фиг. 1-2). Это необходимо в связи с тем, что при начале обработки зоны с ее большей границы требуется наименьшая глубина резания, которая в дальнейшем будет увеличиваться.
При этом ось инструментального шпинделя 7 должна отстоять от оси рабочего шпинделя, 1 на расстояние . Окончание режущей кромки резца 3 вращается относительно оси инструментального шпинделя 7 по окружности радиусом г. В этом случае при вращении детали 2 окончание режущей кромки резца 3 на поверхности детали 2 при расстоянии между окончанием резца 3 до оси вращения детали, равном , будет формироваться направляющая окружность, При вращении оси инструментального щпинделя 7 с частотой на поверхности детали 2 образу- ет производящую окружность радиусом г, которая без проскальзывания катится по
образующей окружности. Поскольку R:r 2:1, то проекция окончания режущей кромки резца 3 будет формировать на поверхности детали 2 эллипс с полуосями: (d) (большая); (d) (меньшая). Эллипс будет сформирован, если частота вращения рабочего шпинделя 1(п) и второго инструментального шпинделя 7(5) относятся как 1:3. Необходимость такого соотношения частот обусловлена тем, что, воспользовавшись теоремой Виллиса передаточное отношение от рабочего шпинделя 1 к инструментальному относительно водила - звена, соединяющего центры вращения рабочего 1 и инструментального 7 шпинделей при неподвижном водиле, равно:
у оь-ан
601 -60Н
(1)
Однако в неподвижной системе координат тогда
+ 1 -и7н-М(2) или U7H 1-U71H. (3)
Допустим, что контактирующие окружности, формируемые рабочим 1 и инструментальным 7 шпинделями, контактируют
посредством зубчатого зацепления. При этом окружность, принадлежащая рабочему 1 шпинделю, характеризуется количеством зубьев Zi, а окружность, принадлежащая инструментальному 7 шпинделю, -2л, Тогда
10
ий-g .
(4)
Допущение о контакте окружностей, принадлежащем рабочему 1 и инструментальному 7 шпинделю, посредством зубчатого зацепления правомерно потому, что образо- вание-циклоиды возможно лишь в том случае, когда между контактирующими окружностями отсутствует проскальзывание, Отсюда следует также, что направление вращения рабочего 1 и инструментального 7 шпинделей должны совпадать.
В этом случае (3) примет вид
и™-,
ИЛИ IJH7
Z7
Z1 + Z7
(5)
(б) „
Однако, как было ранее установлено, формирование эллипса на поверхности детали 2, возможно при соотношении радиусов . Это соотношение определяет и соотношение , тогда (6) запишется
UH7
Z7 „1 Z7 + 2Z7 3
(7)
40
Откуда следует, что соотношение частот, вращений рабочего 1(п) и инструментального 7 (S) шпинделей должно составлять:
.
(8)
5
0
5
При выполнении соотношения (8)воз можно формирование эллипсов на поверхности детали 2 не только с полуосями, равными (большая полуось) и (меньшая полуось). Если окончание режущей кромки резца 3, установленного на резцедержателе 4, отстоит от оси инструментального шпинделя 7 на расстояние d большее г, тогда величина большой полуоси эллипса a R+r+d, а малой полуоси (d-r). Таким образом, может быть существенно расширена номенклатура формируемых на поверхности детали 2 эллипсов.
Для обработки резанием зон асферических поверхностей, например, для обработки зон эллиптического параболоида, имеющего в сечениях плоскостей параллельных плоскости ZOY параболы Z -ay, в сечениях плоскостей параллельных плоскости ZOX параболы X2- 5у, необходимо сообщить резцу 3 перемещение Л согласованное с частотами п и S, а также с параметрами асферичности формируемой поверхности. Кроме того есть возможность изменять в динамике процесса резания параметры Дг и AR. Для того, чтобы оставалось постоянным 2:1, необходимо, чтобы выполнялось условие
(R+AR):(r+Aj-)2:1 (9)
Таким образом, изменяя R, г согласно соотношения (9), можно обеспечить перемещение резца 3 вокруг эллипса, соответствующего одной из границ зоны, по спиральной линии. В этом случае i при , AY2SRt,, а координаты окончания резца 3 в системе координат {Z, X} на фиг.1-2 запишутся:
X(R+2r)cos(n+S)v-d cos---™ (n+S)t;
Z(()sin(n+S)
-л&п R + 2r
n+S)t, (10)
Здесь, d - расстояние между резцом 3 и осью инструментального шпинделя 7. Пере- мещение А резца 3 должно быть в таком случае равно расстоянию от плоскости ZOX до поверхности вращающегося эллиптического параболоида
у (Xcosnt)2 . (Zslrmt)2 н -п гр .rg v
где Н-смещение эллиптического параболоида относительно выбранной системы координат. Подставляя (10) и (11), найдем Y Л Таким образом для каждого момента времени t найдено необходимое перемещение резца ЗА.
При таком способе резания обеспечивается высокая производительность обработки зон, представляющих из себя фрагмент асферической поверхности, ограниченный двумя параллельными плоскостями, перпендикулярными оси симметрии асферической поверхности.
Устройство работает следующим образом.
На рабочем шпинделе 1, фиксируют деталь 2 и сообщают рабочему шпинделю 1 вращение с частотой п. После этого сообщают вращение инструментальному шпинделю 7 с частотой S-Зп, предварительно сместив параллельно его ось относительно оси рабочего -шпинделя на расстояние Зг.
При этом окончание режущей кромки резца
3 должно быть смещено на резцедержателе
4 относительно оси инструментального шпинделя на расстояние d. Перед началом
вращения инструментального шпинделя 7 окончание режущей кромки резца 3 выводится на большую из границ зоны, принадлежащих плоскости детали 2; Одновременно с началом вращения инструментального шпинделя 7 резец 3 вводят в контакт с поверхностью детали 2 ручным приводом 13 и сообщают резцу поступательное перемещение Л согласованное с величинами AR Аг. Величина AR - соответствует увеличению
R посредством привода 8. Величина Дгсоот- V ветствует увеличению г посредством привода 5. Перед включением рабочего 1 и инструментального 7 шпинделей величины г и R устанавливаются ручными приводами
6 и 9, соответственно. Перемещение Д, со- гласованное-с Дг, A R, а также согласованное с параметрами асферичности зоны. Обработка зоны может осуществляться в несколько проходов до тех пор, пока не будут
достигнуты все необходимые геометрические параметры.
Согласованное с ДЯ, Дг и п перемещение резца 3 & предварительно табулирует. ся с необходимой точностью, после этого
заносится в запоминающее устройство (не показано), которое с необходимой частотой выдает сигнал на исполнительный механизм А. В качестве запоминающего устройства можно использовать, например,
постоянное запоминающее устройство (ПЗУ) типа К556 РТ4, РТ5. Указанные микросхемы могут быть запрограммированы на стандартном программаторе на базе ПВМ. Выход ПЗУ соединен с цифровым аналоговым преобразователем, управляющим исполнительным механизмом 4.
Наиболее целесообразным вариантом реализации исполнительных механизмов 4,
5 и 8 ввиду небольших (в пределах сотен микрон) линейных перемещений является исполнение в виде прецизионного двигателя малых перемещений, например, пьезоэлектрических или электрогидравличвского, что обеспечивает его высокую жесткость, точность и быстродействие.
Для вращения рабочего 1 и инструментального 7 шпинделей целесообразно использовать высокомоментные электроприводы,
Оснащение устройства электропривода- - 5 ми и пьезо-или гидравлическими приводами позволяет наиболее просто реализовать предлагаемый способ. При этом предлагаемая реализация способа сводит к минимуму длину кинематической цепи, чем значительно повышает жесткость, точность и быстродействие работы и исполнительных механизмов 3, 5 и 8, что в конечном итоге повышает точность обработки поверхностей.
Ручные приводи 13, б и 9 устройства предназначены для предварительной настройки, определяемой геометрическими параметрами обрабатываемой зоны.
Для контроля величины перемещений Д Лги ДЯ в зависимости от требуемой точно- сти могут быть использованы фотоэлектрические датчики или интерферометры. Соотношение частот вращения рабочего 1 и инструментального 7 шпинделей может быть осуществлено оптоволоконными или электромагнитными частотометрами.
Преимуществом способа обработки зон асферических поверхностей резанием и устройством для его реализации является отсутствие регулярного врезания резца в обрабатываемую поверхность, что повыша - ет стойкость резца, а это в свою очередь повышает производительность обработки в сравнении с прототипом при-обработке асферических поверхностей на 25-33%. Кро- ме того преимуществом способа обработки зон асферических поверхностей резанием и устройство для его реализации являются высокие характеристики по точности и шероховатости обработки, а также высокая производительность обработки. Фрагменты асферических поверхностей, изготовленные заявляемым способом имеют погрешность формы не хуже 0,8 мкм и шероховатость не более Ra 0,03 мкм. Обработка таких поверх- ностей с аналогичным качеством и производительностью не может обеспечить прототип.
Формула изобретения
1. Способ обработки асферических поверхностей резанием, при котором инструментальному шпинделю сообщают вращательное движение и согласованное с ним поступательное перемещение режуще-
5
10 15
0 5 0 5
0
5
му инструменту в направлении, перпенди- ; кулярном поверхности детали, а рабочему шпинделю с закрепленной на нем деталью сообщают круговую подачу, согласованную с поступательным перемещением режущего инструмента, отличающийся тем, что, с целью повышения производительности обработки зон асферических поверхностей, ограниченных двумя плоскостями, перпендикулярными оси симметрии асферической поверхности, за счет исключения периодического врезания режущего инструмента в обрабатываемую поверхность, сообщают перемещение инструментальному шпинделю и режущему инструменту в направлении, перпендикулярном оси рабочего шпинделя, при этом величина перемещения режущего инструмента в два раза меньше величины перемещения инструментального шпинделя, при этом частота вращения рабочего шпинделя в три раза больше частоты вращения инструментального шпинделя, а на- правления их вращения совпадают.
2. Устройство для обработки асферических поверхностей резанием, содержащее станину с рабочим шпинделем для крепления детали и инструментальный шпиндель с резцедержателем, несущим резец, установленный на станине, о тличающееся тем, что, с целью повышения производительности обработки асферических поверхностей, ограниченных двумя плоскостями, перпендикулярными оси симметрии асферической поверхности, за счет исключения периодического врезания резца в обрабатываемую поверхность, устройство снабжено исполнительным механизмом привода инструментального шпинделя, установленного на станине с возможностью перемещения в плоскости, перпендикулярной оси рабочего шпинделя, и исполнительным механизмом привода резцедержателя, установленного на инструментальном шпинделе с возможностью перемещения в плоскостях, перпендикулярных оси рабочего шпинделя.




| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки асферических поверхностей резанием и устройство для его осуществления | 1991 |
|
SU1816531A1 |
| Устройство для обработки асферических поверхностей точением | 1990 |
|
SU1759564A1 |
| Устройство для обработки асферических поверхностей точением | 1990 |
|
SU1759563A1 |
| Способ токарной обработки асферических поверхностей и устройство для его осуществления | 1983 |
|
SU1103947A1 |
| Способ токарной обработки выпуклых (вогнутых) торцовых поверхностей | 1974 |
|
SU526448A1 |
| Устройство для получения асферических поверхностей | 1978 |
|
SU766752A1 |
| РЕЗЦЕДЕРЖАТЕЛЬ | 2003 |
|
RU2334593C2 |
| СПОСОБ СОВМЕЩЕННОЙ ТОКАРНО-АБРАЗИВНО-АЛМАЗНОЙ ОБРАБОТКИ | 2001 |
|
RU2210464C2 |
| Способ управления процессом механической обработки | 1985 |
|
SU1399071A1 |
| Устройство для обработки асферических поверхностей | 1990 |
|
SU1731448A1 |

Изобретение относится к станкостроению и может быть использовано при обработке оптических поверхностей. Сущность способа состоит в том, что ось инструментального шпинделя смещена относительно рабочего шпинделя. Частоты вращения ра-, бочего и инструментального шпинделей относятся как 1:3, а направления их вращений совпадают: На оси инструментального шпинделя параллельно ей и установлен резец. Расстояния между осями рабочего шпинделя и инструментального шпинделя, а также между осью последнего и резцом изменяются по определенному временному закону, но при сохранении соотношения 2:1. 2 с.п. ф-лы, 5 ил.
| Способ токарной обработки асферических поверхностей и устройство для его осуществления | 1983 |
|
SU1103947A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
