Изобретение относится к машиностроению, в частности к обработке резанием поверхностей вращения, и может быть использовано для предварительного формообразованияметаллооптическихповерхностей.
Целью изобретения является расширение технологических возможностей устройства путем обеспечения как выпуклых, так и вогнутых асферических поверхностей различных параметров.
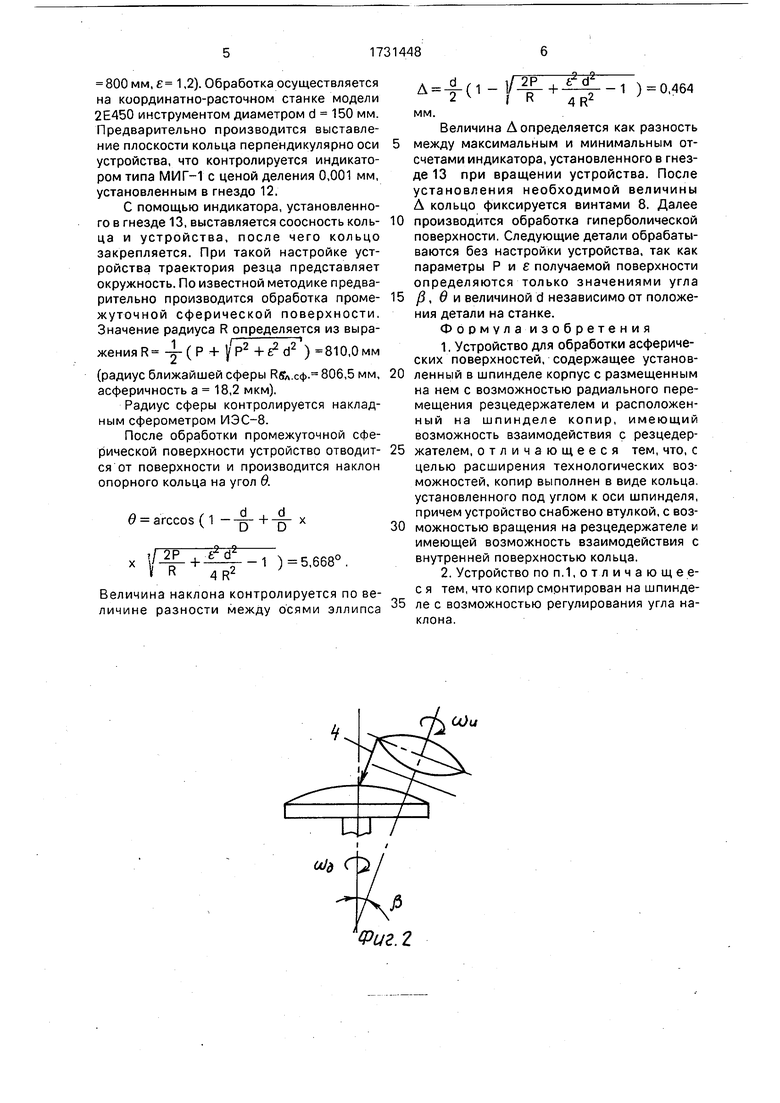
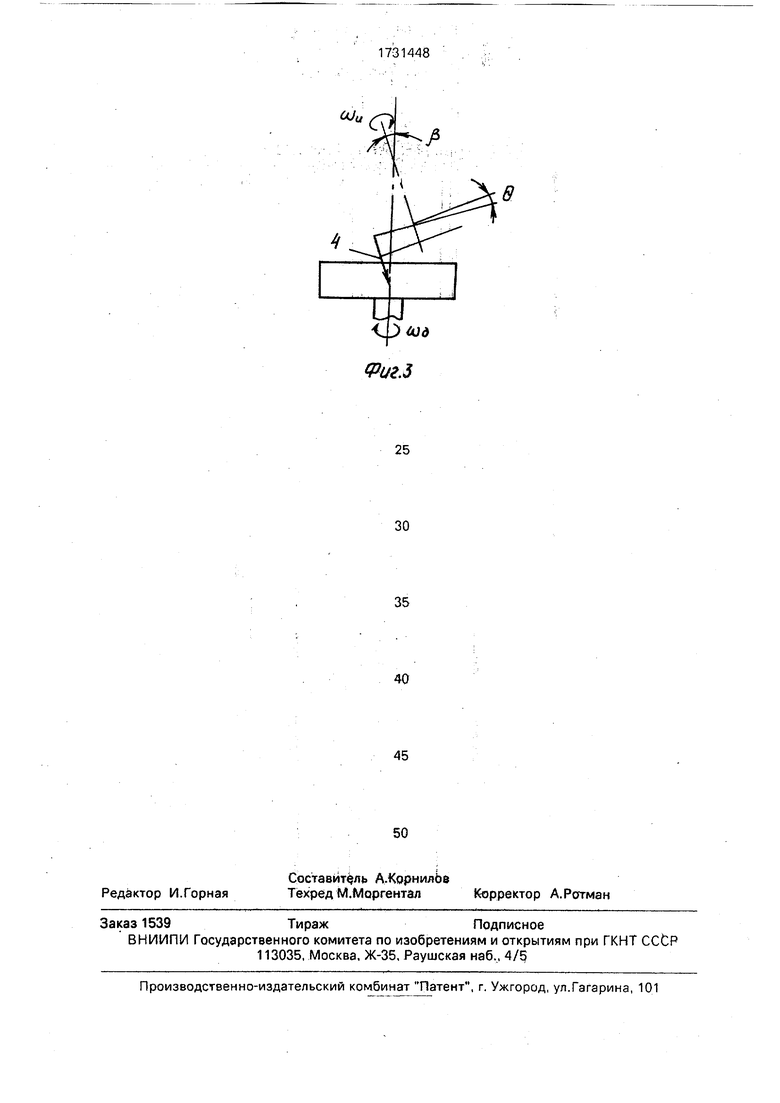
На фиг.1 показано устройство для обработки асферических поверхностей, общий вид; на фиг.2 - схема расположения устройства при обработке выпуклых поверхностей; на фиг.З - схема расположения устройства при обработке вогнутых поверхностей.
В основании устройства 1 в пазу 2 установлен резцедержатель 3 с резцом 4 и вращающейся цилиндрической втулкой 5. На оси устройства через радиальные подшипники установлен промежуточный диск 6, в котором через шаровые опоры крепится кольцо. Наклон кольца осуществляется регулирующими винтами 8. От вращения промежуточный диск 6, а следовательно, и кольцо 7, защищены фиксатором 9, закрепленным в корпусе шпинделя 10. Упругий элемент - спиральная пружина 11 сжатия обеспечивает поджим втулки 5 к кольцу 7. Гнезда 12 и 13 служат для установки измерительных средств при настройке устройства. Кроме того, на чертежах обозначены: d - диаметр устройства при 6 О, D - диаметр опорной окружности кольца.
В процессе работы устройства цилиндрическая поверхность вращающейся втулки 5 обеспечивает проекционное копирование наклонной к оси устройства внутренней окружности кольца 7. Резцедержатель 3, жестко связанный с втулкой 5, совершает колебательные движения в пазу 2 корпуса 1, формируя эллиптическую траекторию движения резца 4. Постоянный контакт втулки 5 с кольцом 7 обеспечивается как пружиной, так и действием центробежных сил. Постоянную ориентацию эллипса относительно детали обеспечивает фиксатор 9. Промежуточный диск 6, закрепленный на оси устройства, обеспечивает как удобство смены инструмента, так и замыкание возникающих сил внутри самого устройства, вызывая лишь дополнительный тормозящий момент. Последнее особенно важно для шпинделей на аэростатических опорах. С целью упрощения конструкции кольцо 7 может крепиться непосредственно к корпусу шпинделя 10 без промежуточного диска 6.
Эллиптичность траектории резца, а следовательно, эксцентриситет обрабатываемой поверхности определяется углом в. При наклоне кольца 7 вокруг оси, лежащей в плоскости оси устройства и детали, производится формообразование выпуклых и вогнутых поверхностей с положительным
значением эксцентриситета Ј (эллипсоиды, параболоид, гиперболоиды), а при наклоне вокруг оси, перпендикулярной этой плоскости, - вогнутых и выпуклых поверхностей при Б 0 (сплюснутые эллипсоиды).
При 0 0 Ј 0 обрабатываемая поверхность будет сферической. Таким образом, устройство обеспечивает формообразование всего класса осесимметричных поверхностей второго порядка на существующем оборудовании для обработки сферических поверхностей. Значения параметра Р и эксцентриситета к обрабатываемой поверхности определяются величинами углов/3 и в. Например, для поверхностей с Ј О получаем зависимости
Р arcsin
v Р2 + Ј2 + d2 + Р tf arccos(1 -§-+-§- х
X Vfe2sin2/ + mA 1
где d - диаметр инструмента при 0 0; D - диаметр опорной окружности. Диаметр обрабатываемой поверхности может быть любым, меньшим 2d. С целью повышения точности обработки за счет снижения погрешностей настройки параметров /5 и 0предлагается предварительно по известной методике производить обработку и контроль промежуточной сферы радиуса R при 0 О
(p +
V+t2d2
t-Q а последующий наклон кольца контролировать по величине максимального отступления траектории резца от круговой Д
А-4о- i
2Р + .
R
4R
1 )
Пример. Производится обработка деталей диаметром 240 мм, имеющих гиперболическую поверхность с уравнением меридионального сечения Y2 1 бООх + 44х2 (Р
800 мм, е 1,2). Обработка осуществляется на координатно-расточном станке модели 2Е450 инструментом диаметром d 150 мм. Предварительно производится выставление плоскости кольца перпендикулярно оси устройства, что контролируется индикатором типа МИГ-1 с ценой деления 0,001 мм, установленным в гнездо 12.
С помощью индикатора, установленного в гнезде 13, выставляется соосность кольца и устройства, после чего кольцо закрепляется. При такой настройке устройства траектория резца представляет окружность. По известной методике предварительно производится обработка промежуточной сферической поверхности. Значение радиуса R определяется из выражения R -y(P + | P2+Ј2d2 ) 810,0мм
(радиус ближайшей сферы Rs/.c4. 806,5 мм, асферичность а 18,2 мкм).
Радиус сферы контролируется накладным сферометром ИЭС-8.
После обработки промежуточной сферической поверхности устройство отводится от поверхности и производится наклон опорного кольца на угол в.
0 arccos(1 х
х l4r-+J-T--1 ) 5,668°. if R4 R2
Величина наклона контролируется по величине разности между осями эллипса
A f (1 - ) 0-464 2f R 4R2
MM.
Величина А определяется как разность между максимальным и минимальным отсчетами индикатора, установленного в гнезде 13 при вращении устройства. После установления необходимой величины А кольцо фиксируется винтами 8. Далее производится обработка гиперболической поверхности. Следующие детали обрабатываются без настройки устройства, так как параметры Р и Ј получаемой поверхности определяются только значениями угла ft, в и величиной d независимо от положения детали на станке.
Формула изобретения
1,Устройство для обработки асферических поверхностей, содержащее установленный в шпинделе корпус с размещенным на нем с возможностью радиального перемещения резцедержателем и расположенный на шпинделе копир, имеющий возможность взаимодействия с резцедержателем, отличающееся тем, что, с целью расширения технологических возможностей, копир выполнен в виде кольца, установленного под углом к оси шпинделя, причем устройство снабжено втулкой, с возможностью вращения на резцедержателе и имеющей возможность взаимодействия с внутренней поверхностью кольца.
2.Устройство по п.1, о т л и ч а ю щ е е- с я тем, что копир смонтирован на шпинделе с возможностью регулирования угла наклона.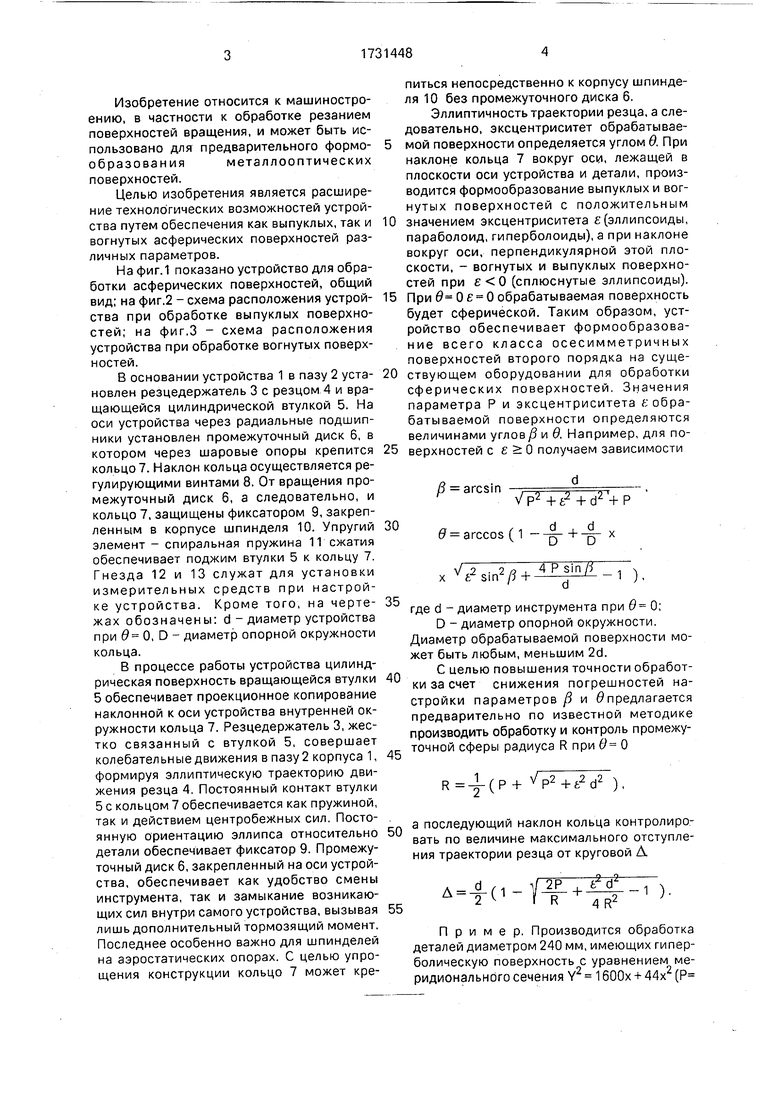
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ токарной обработки выпуклых (вогнутых) торцовых поверхностей | 1974 |
|
SU526448A1 |
| Способ формообразования торических поверхностей оптических деталей | 2017 |
|
RU2680328C2 |
| Устройство для обработки асферических поверхностей точением | 1990 |
|
SU1759564A1 |
| Устройство для обработки криволинейных поверхностей | 1981 |
|
SU984693A1 |
| Способ обработки оптическихдАТЕлЕй | 1979 |
|
SU848300A1 |
| Устройство для обработки асферических поверхностей точением | 1990 |
|
SU1759563A1 |
| Расточная головка | 1990 |
|
SU1787695A1 |
| Устройство для получения асферических поверхностей | 1972 |
|
SU448119A1 |
| Способ токарной обработки асферических поверхностей и устройство для его осуществления | 1983 |
|
SU1103947A1 |
| Инструмент для обработки асферических поверхностей | 1983 |
|
SU1103996A1 |
Изобретение относится к машиностроению, в частности к обработке резанием поверхностей вращения, и может быть использовано для предварительного формообразования металлооптических поверхностей. В основании устройства установлен резцедержатель 3 с резцом 4 и цилиндрической втулкой 5. На оси устройства установлен промежуточный диск 6, к которому с возможностью регулирования угла наклона 4XЈЈtZ/SS&SS6&/S//& крепится кольцо 7. Упругий элемент 11 обеспечивает поджим втулки 5 к кольцу 7. В процессе работы устройства цилиндрическая поверхность втулки 5 обеспечивает проекционное копирование наклонной к оси устройства внутренней окружности кольца 7. Резцедержатель 3, жестко связанный с втулкой 5, совершает колебательные движения в пазу 2 корпуса 1, формируя эллиптическую траекторию движения резца 4. Эллиптичность траектории резца, а следовательно, эксцентриситет обрабатываемой поверхности определяется углом В. При наклоне кольца 7 вокруг оси, лежащей в плоскости оси устройства и детали, производится формообразование выпуклых и вогнутых поверхностей с положительным значением эксцентриситета Ј. При 0 О и Ј 0 обрабатываемая поверхность будет сферической. 1 з.п. ф-лы, 3 ил. ft Ё VJ CJ Ј : 00 ii V brAasSrr -.-, J. Э - 3&&&ЪУЗЈ&п, 3 Фиг.1
СОи
Яit
Q
Фиг.З
| Устройство для получения асферических поверхностей | 1978 |
|
SU766752A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
