Изобретение относится к прокатному производству и касается усовершенствования стана винтовой прокатки для производства круглой заготовки, в котором в процессе прокатки получение калибра производится перемещением одного верхнего валка.
Целью изобретения является упрощение конструкции стана за счет исключения механизма подъема и опускания стола.
Указанная цель достигается тем. что профиль желоба переднего стола стана выполнен в поперечном сечении в виде сопряженных между собой вогнутой и выпуклых частей. Вогнутая часть выполнена с радиусом закругления, равным минимальному радиусу калибра, образуемого валками. Выпуклые части выполнены с радиусом в 6 и более раз большим радиуса вогнутой части. Причем центры радиусов выпуклых частей отстоят от вертикальной оси желоба на расстоянии (1,01-1.05) Гвып. где Гвыл - радиус выпуклых частей профиля желоба.
В другом варианте исполнения в донных проемах желоба переднего стола стана установлены ролики, профиль поверхности которых выполнен в виде сопряженных между вогнутой и выпуклых частей.
Изобретение может быть использовано в конструкции стана винтовой прокатки.
00
ю
ON Ю 00
получение калибра в котором производится перемещением одного верхнего валка. В таком сгане в процессе прокатки по мере уменьшения диаметра заготовки ее нижний край опускается. При выполнении желоба в соответствии с данным изобретением опускание нижнего края заготовки в клети в процессе прокатки соответствует ее опусканию в желобе. Таким образом отпадает необходимость регулировки по высоте переднего стола стана винтовой прокатки, что позволяет исключить механизм подъема и опускания переднего стола, тем самым упрощается конструкция стана.
Радиус вогнутой части желоба выбран равным минимальному радиусу калибра, образуемого валками и необходимому для получения на стане минимального размера заготовки, т.к. в этом случае нижний край прокатываемой заготовки, выходящей из калибра к последнему проходу будет находиться на одном уровне с дном (вогнутой частью) желоба, что является необходимым условием для приема заготовки из валков и ее задачи в валки.
Известно, что диаметр валков стана винтовой прокатки и минимальный диаметр калибра связаны соотношением
Об б,50мим - 7,5 Л,
где диаметр Об - диаметр бочки валка в пережиме;
Омин - минимальный калибр при сведении валков;
А- технологический зазор между валками.
Это выражение упрощенно с достаточной степенью точности записывается:
Об - бОмин
В оптимальном варианте, чтобы нижний край прокатываемой заготовки синхронно опускался в желобе и калибре необходимо, чтобы радиус выпуклых частей желоба был равен радиусу прокатного валка. С учетом проведенного выше выражения соотношение радиусов вогнутой и выпуклой частей желоба будет
Гвып бГвогм
где Гвып - радиус выпуклых частей профиля желоба;
ГБОГИ. - радиус вогнутой части желоба.
В реальных условиях абсолютное соблюдение этого условия необязательно. Так, если гвып 2: гвогн., то величины перемещения нижнего края заготовки в процессе прокатки в калибре и в желобе будут отличаться незначительно, что позволяет исключить механизм подъема и опускания стояа. Исходя из того, что технологический зазор между валками в стане и известных конструкциях составляет 1...5% диаметра валка, то центры радиусов выпуклых частей будут располагаться от вертикальной оси желоба на расстоянии (1,01... 1,05)гвып.
Эта величина однозначно задает место
нахождения центров радиусов выпуклых частей с учетом того, что их образующие плавно сопрягаются с образующей вогнутой части желоба.
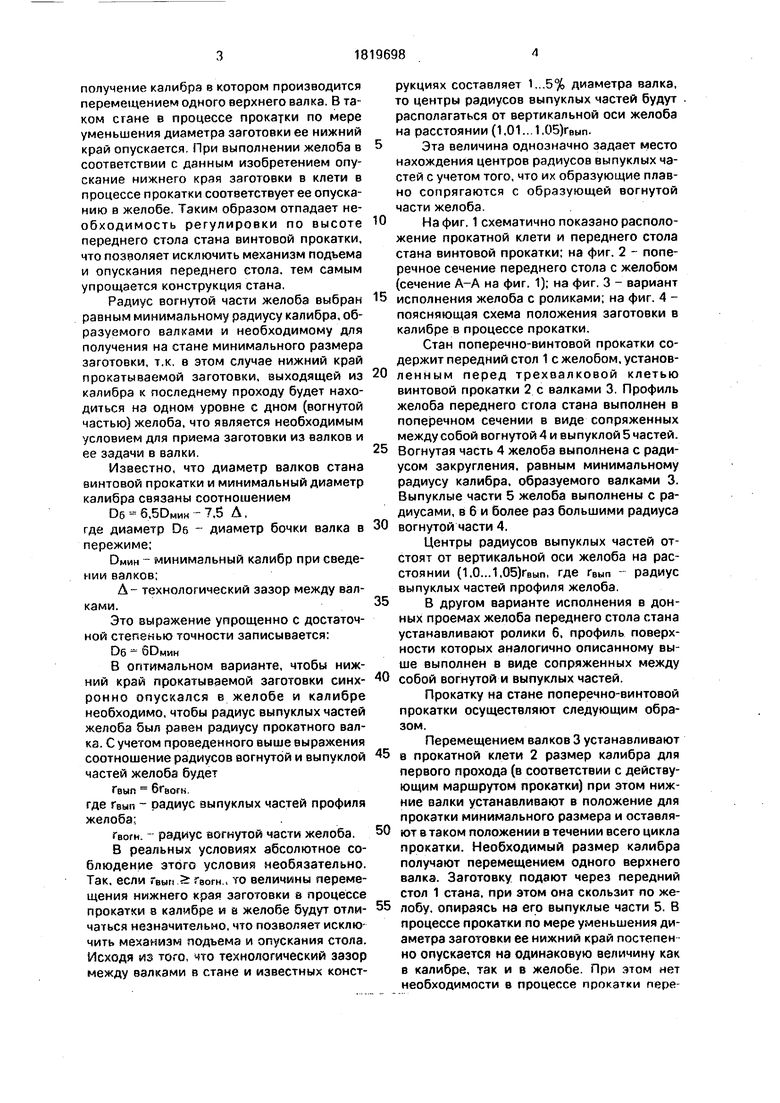
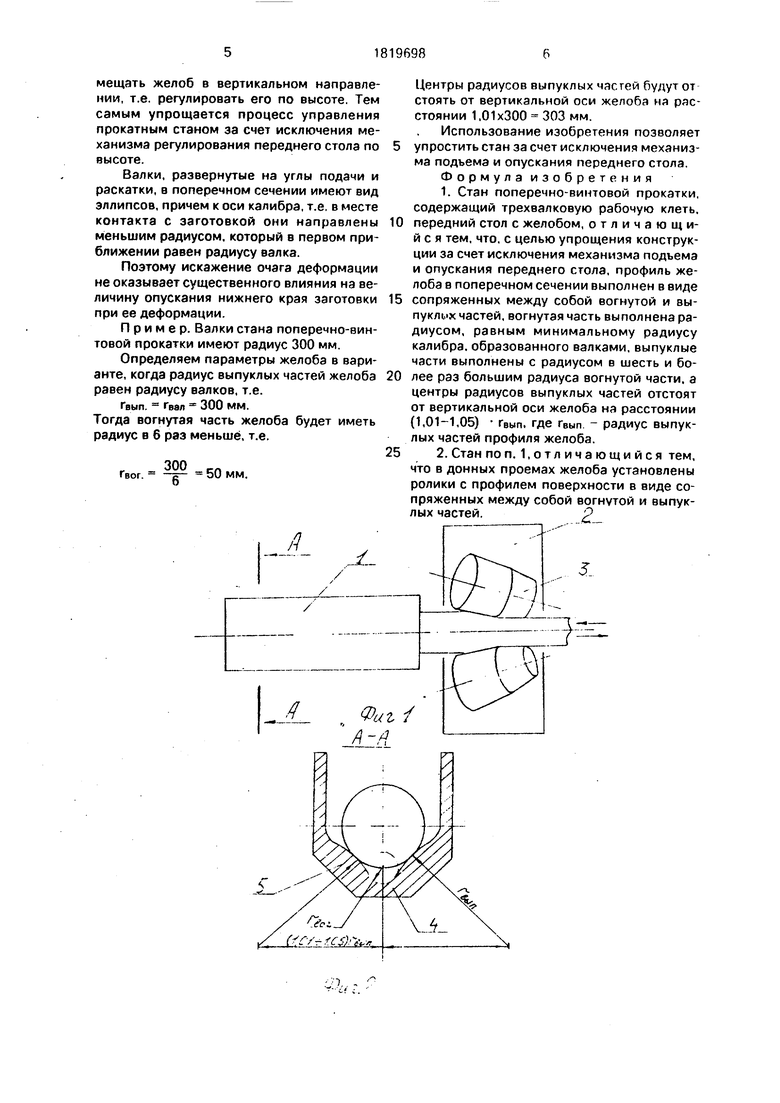
На фиг. 1 схематично показано расположение прокатной клети и переднего стола стана винтовой прокатки; на фиг. 2 - поперечное сечение переднего стола с желобом (сечение А-А на фиг. 1); на фиг. 3 - вариант
5 исполнения желоба с роликами; на фиг, 4 - поясняющая схема положения заготовки в калибре в процессе прокатки.
Стан поперечно-винтовой прокатки содержит передний стол 1 с желобом, установ0 ленным перед трехвалковой клетью винтовой прокатки 2 с валками 3. Профиль желоба переднего с гола стана выполнен в поперечном сечении в виде сопряженных между собой вогнутой 4 и выпуклой 5 частей.
5 Вогнутая часть 4 желоба выполнена с радиусом закругления, равным минимальному радиусу калибра, образуемого валками 3. Выпуклые части 5 желоба выполнены с радиусами, в 6 и более раз большими радиуса
0 вогнутой части 4.
Центры радиусов выпуклых частей отстоят от вертикальной оси желоба на расстоянии (1,0...1,05)гвып, где Гвып - радиус выпуклых частей профиля желоба.
5 в другом варианте исполнения в донных проемах желоба переднего стола стана устанавливают ролики 6, профиль поверхности которых аналогично описанному выше выполнен в виде сопряженных между
0 собой вогнутой и выпуклых частей.
Прокатку на стане поперечно-винтовой прокатки осуществляют следующим образом.
Перемещением валков 3 устанавливают
5 в прокатной клети 2 размер калибра для первого прохода (в соответствии с действующим маршрутом прокатки) при этом нижние валки устанавливают в положение для прокатки минимального размера и оставля0 ют в таком положении в течении всего цикла прокатки. Необходимый размер калибра получают перемещением одного верхнего валка. Заготовку подают через передний стол 1 стана, при этом она скользит по же5 лобу, опираясь на его выпуклые части 5, В процессе прокатки по мере уменьшения диаметра заготовки ее нижний край постелен но опускается на одинаковую величину как в калибре, так и в желобе. При этом нет необходимости в процессе прокатки перемещать желоб в вертикальном направлении, т.е. регулировать его по высоте. Тем самым упрощается процесс управления прокатным станом за счет исключения механизма регулирования переднего стола по высоте.
Валки, развернутые на углы подачи и раскатки, в поперечном сечении имеют вид эллипсов, причем к оси калибра, т.е. в месте контакта с заготовкой они направлены меньшим радиусом, который в первом приближении равен радиусу валка.
Поэтому искажение очага деформации не оказывает существенного влияния на величину опускания нижнего края заготовки при ее деформации.
Пример. Валки стана поперечно-винтовой прокатки имеют радиус 300 мм.
Определяем параметры желоба в варианте, когда радиус выпуклых частей желоба равен радиусу валков, т.е.
Гвып. Гвал 300 ММ.
Тогда вогнутая часть желоба будет иметь радиус в 6 раз меньше, т.е.
Гвог.
300
50 мм.
и
Центры радиусов выпуклых частей будут от стоять от вертикальной оси желоба на расстоянии 1,01x300 303 мм.
Использование изобретения позволяет упростить стан за счет исключения механизма подъема и опускания переднего стола. Формула изобретения 1. Стан поперечно-винтовой прокатки, содержащий трехвалковую рабочую клеть. 0 передний стол с желобом, отличающийся тем, что, с целью упрощения конструкции за счет исключения механизма подъема и опускания переднего стола, профиль желоба в поперечном сечении выполнен в виде 5 сопряженных между собой вогнутой и выпуклых частей, вогнутая часть выполнена радиусом, равным минимальному радиусу калибра, образованного валками, выпуклые части выполнены с радиусом в шесть и бо- 0 лее раз большим радиуса вогнутой части, а центры радиусов выпуклых частей отстоят от вертикальной оси желоба на расстоянии (1,01-1,05) Гвып. где Гвып - радиус выпуклых частей профиля желоба. 5 2. Стан поп. 1,отл ича ющи и с я тем, что в донных проемах желоба установлены ролики с профилем поверхности в виде сопряженных между собой вогнутой и выпуклых частей.
.Ј.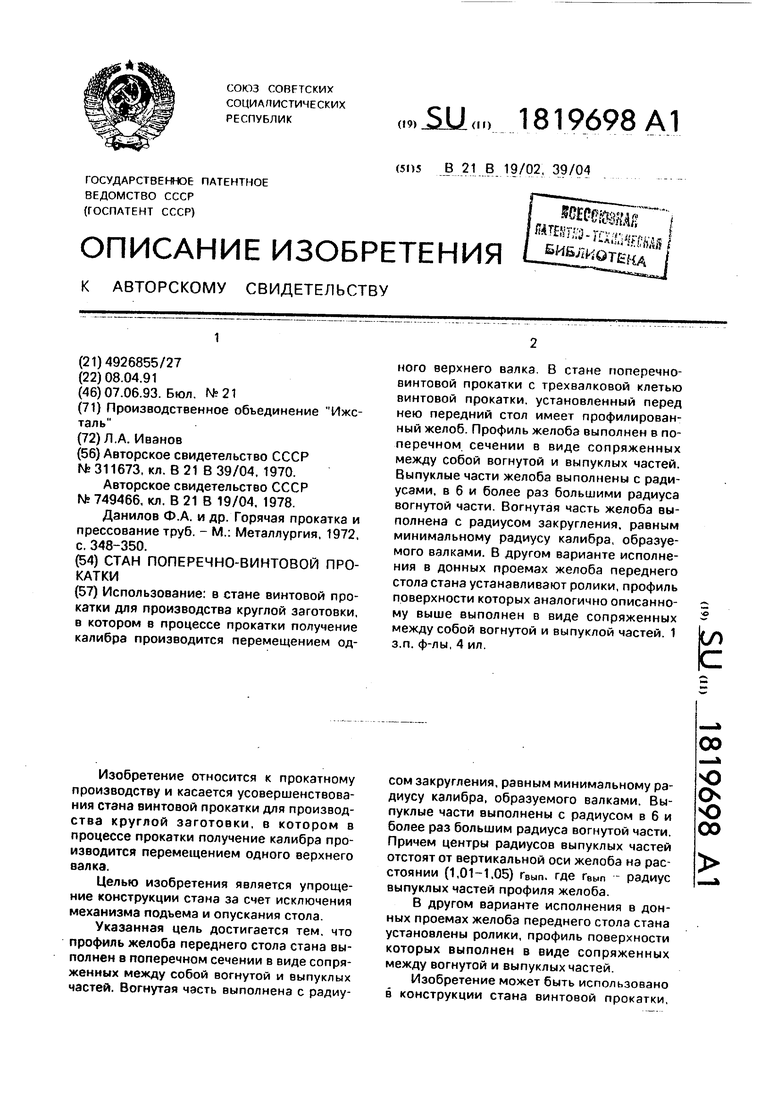
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРОШКОВОЙ ПРОВОЛОКИ В МЕТАЛЛИЧЕСКОЙ ОБОЛОЧКЕ С ФАЛЬЦЕВЫМ ШВОМ И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2203169C2 |
| КАЛИБР ТРЕХВАЛКОВОЙ КЛЕТИ ПРОКАТНОГО СТАНА | 2024 |
|
RU2832020C1 |
| СПОСОБ ПРОКАТКИ РЕЛЬСОВ | 2015 |
|
RU2595082C1 |
| ТЕХНОЛОГИЧЕСКИЙ КАЛИБРУЮЩИЙ ИНСТРУМЕНТ | 2008 |
|
RU2398642C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРОШКОВОЙ ПРОВОЛОКИ В МЕТАЛЛИЧЕСКОЙ ОБОЛОЧКЕ С ФАЛЬЦЕВЫМ ШВОМ | 2002 |
|
RU2218257C1 |
| ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ПОРОШКОВОЙ ПРОВОЛОКИ В МЕТАЛЛИЧЕСКОЙ ОБОЛОЧКЕ | 1996 |
|
RU2110385C1 |
| СПОСОБ ПРОКАТКИ РЕЛЬСОВ | 2016 |
|
RU2627140C1 |
| РАБОЧАЯ КЛЕТЬ ОБЖИМНОГО ТРЕХВАЛКОВОГО СТАНА ВИНТОВОЙ ПРОКАТКИ С ДВУХОПОРНЫМИ ВАЛКАМИ | 2003 |
|
RU2243042C1 |
| ТЕХНОЛОГИЧЕСКИЙ КАЛИБРУЮЩИЙ ИНСТРУМЕНТ | 2004 |
|
RU2270066C1 |
| ПРОКАТНЫЙ СТАН ДЛЯ ПРОИЗВОДСТВА СОРТОВОГО ПРОКАТА | 1992 |
|
RU2020006C1 |
Использование: в стане винтовой прокатки для производства круглой заготовки, в котором в процессе прокатки получение калибра производится перемещением одного верхнего валка В стане поперечно- винтовой прокатки с трехвалковой клетью винтовой прокатки, установленный перед нею передний стол имеет профилированный желоб. Профиль желоба выполнен в поперечном сечении в виде сопряженных между собой вогнутой и выпуклых частей. Выпуклые части желоба выполнены с радиусами, в 6 и более раз большими радиуса вогнутой части. Вогнутая часть желоба выполнена с радиусом закругления, равным минимальному радиусу калибра, образуемого валками. В другом варианте исполнения в донных проемах желоба переднего стола стана устанавливают ролики, профиль поверхности которых аналогично описанному выше выполнен в виде сопряженных между собой вогнутой и выпуклой частей. 1 з.п. ф-лы, 4 ил. сл С
%«J
| СТОЛ СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 0 |
|
SU311673A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Передний стол стана винтовой прокатки | 1978 |
|
SU749466A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Данилов Ф.А | |||
| и др | |||
| Горячая прокатка и прессование труб | |||
| - М.: Металлургия, 1972 | |||
| с | |||
| Телефонная трансляция с местной цепью для уничтожения обратного действия микрофона | 1924 |
|
SU348A1 |
