Изобретение относится к волочильному производству и может быть использовано в сталепроволочных и калибровочных цехах.
Цель изобретения - снижение расхода твердого сплава на изготовление волоки.
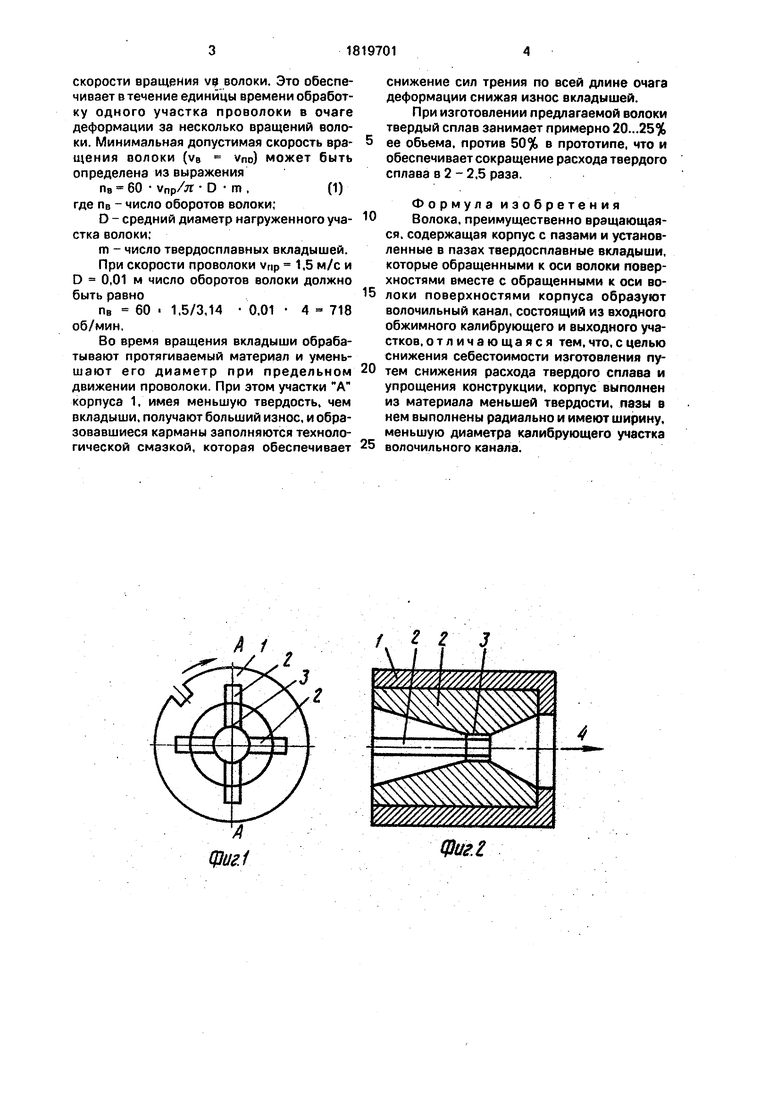
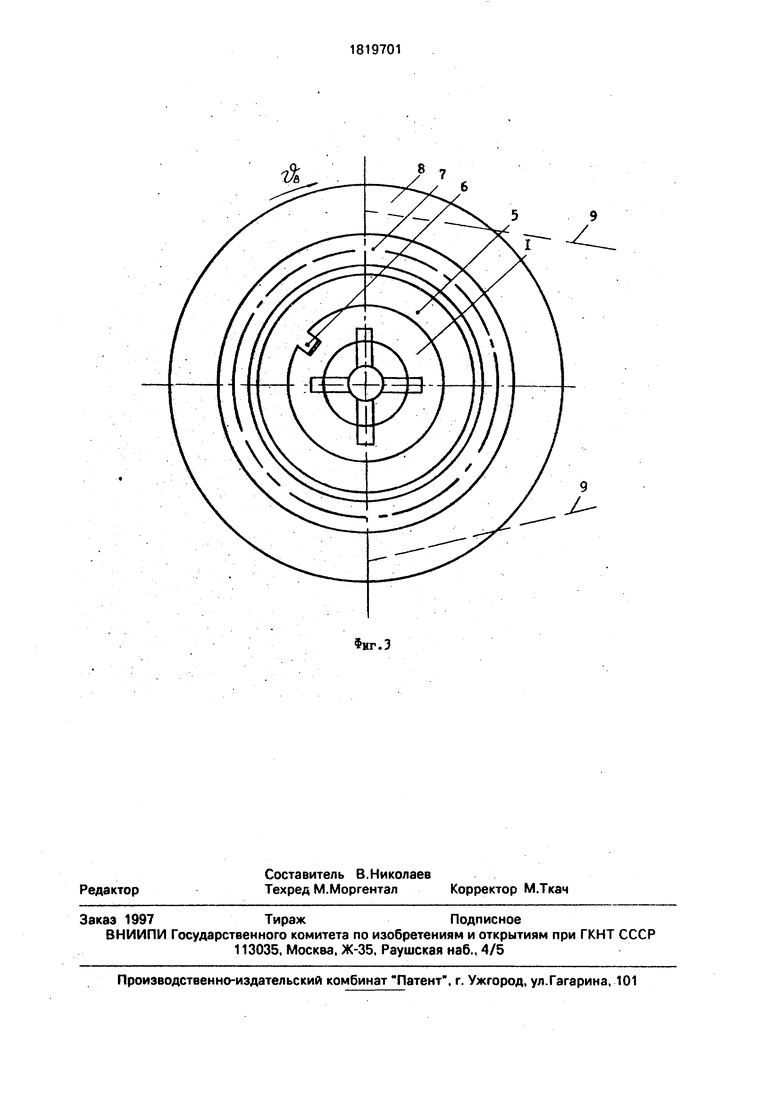
На фиг. 1 изображена предлагаемая волока, вид с входного торца; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - устройствЪ для вращения волоки.
Волока содержит стальной (бронзовый) корпус 1, в пазы которого запрессованы вкладыши 2 из твердого сплава, образующие на выходе канал 3, диаметр которого определяет диаметр протягиваемой проволоки 4. Количество твердосплавных вкладышей определяется размерами волоки и может быть равно 2.„6 л. При этом на волоках небольшого диаметра канала (d 4...8 мм) применяют два твердосплавных вкладыша, а большого диаметра (d 8 мм) четыре - шесть вкладышей. Волока 1 со скользящей посадкой устанавливается в обойму 5 и фиксируется соединением паз - выступ 6. Обойма 5 жестко запрессована в
упорно-опорный подшипник 7, который, в свою очередь, жестко запрессован в шкив 8, вращающийся от привода с текстронными ремнями 9.
Волоку (фиг. 1 и 2) в сборе со стальным корпусом и твердосплавными вкладышами может быть изготовлена, например, на заводе, выпускающем в настоящее время цельные волоки из твердого сплава, или в инструментальном цехе метизного завода при наличии серийных твердосплавных вкладышей.
Волока работает следующим образом.
После шлифования рабочего канала по серийной технологии на заданный конечный диаметр волоку устанавливают в устройство 5 - 9 (фиг. 3), стационарно смонтированное на волочильном стане. Корпус 1 волоки сопряжен с обоймой 5 соединением 6 и поэтому при вращении обоймы-подшипника-шкива от привода 9 происходит вращение волоки со скоростью va. При этом проволоку 4 протягивают со скоростью Упр. которая несколько меньше
(Л
t
00
ю д
о
скорости вращения ve волоки. Это обеспечивает в течение единицы времени обработку одного участка проволоки в очаге деформации за несколько вращений волоки. Минимальная допустимая скорость вращения волоки (VB vno) может быть определена из выражения
пв 60 Vnp/лг D m ,(1) где пв - число оборотов волоки;
D - средний диаметр нагруженного участка волоки;
m - число твердосплавных вкладышей.
При СКОРОСТИ ПРОВОЛОКИ Vtip 1,5 М/С И
D - 0,01 м число оборотов волоки должно быть равно
пв 60 1,5/3,14 0,01 4 - 718 об/мин,
Во время вращения вкладыши обрабатывают протягиваемый материал и уменьшают его диаметр при предельном движении проволоки. При этом участки А корпуса 1, имея меньшую твердость, чем вкладыши, получают больший износ, и образовавшиеся карманы заполняются технологической смазкой, которая обеспечивает
0
5
0
5
снижение сил трения по всей длине очага деформации снижая износ вкладышей.
При изготовлении предлагаемой волоки твердый сплав занимает примерно 20...25% ее объема, против 50% в прототипе, что и обеспечивает сокращение расхода твердого сплава в 2 - 2,5 раза.
Формула изобретения Волока, преимущественно вращающаяся, содержащая корпус с пазами и установленные в пазах твердосплавные вкладыши, которые обращенными к оси волоки поверхностями вместе с обращенными к оси волоки поверхностями корпуса образуют волочильный канал, состоящий из входного обжимного калибрующего и выходного участков, отличающаяся тем, что, с целью снижения себестоимости изготовления путем снижения расхода твердого сплава и упрощения конструкции, корпус выполнен из материала меньшей твердости, пазы в нем выполнены радиально и имеют ширину, меньшую диаметра калибрующего участка волочильного канала.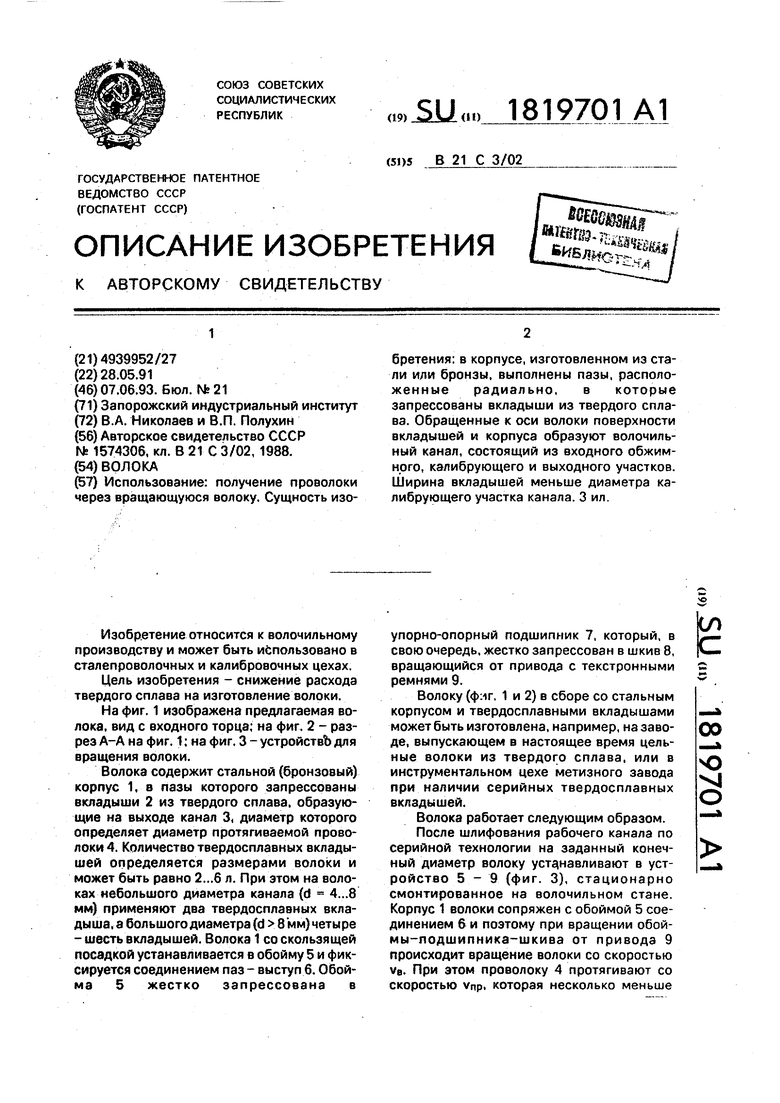
| название | год | авторы | номер документа |
|---|---|---|---|
| ВОЛОКА | 1996 |
|
RU2101109C1 |
| Волока | 1987 |
|
SU1454533A1 |
| СБОРНАЯ ВОЛОКА ДЛЯ ВОЛОЧЕНИЯ В РЕЖИМЕ ГИДРОДИНАМИЧЕСКОГО ТРЕНИЯ ИЗДЕЛИЙ ИЗ ТРУДНОДЕФОРМИРУЕМЫХ СПЛАВОВ | 2009 |
|
RU2434700C2 |
| ТВЕРДОСПЛАВНАЯ ВОЛОКА ДЛЯ ВОЛОЧЕНИЯ ИЗДЕЛИЙ ИЗ ТРУДНОДЕФОРМИРУЕМЫХ СПЛАВОВ | 2009 |
|
RU2400320C1 |
| ТВЕРДОСПЛАВНАЯ ВОЛОКА ДЛЯ ВОЛОЧЕНИЯ ПОЛОС ИЗ НИХРОМА И ПОДОБНЫХ СПЛАВОВ | 2008 |
|
RU2371268C1 |
| СБОРНЫЙ ВОЛОЧИЛЬНЫЙ ИНСТРУМЕНТ | 2021 |
|
RU2778315C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КАНАТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2245407C1 |
| Волока | 1989 |
|
SU1650306A1 |
| Устройство для волочения биметаллической проволоки | 1980 |
|
SU899190A1 |
| Способ обработки канала волоки | 1991 |
|
SU1811932A1 |
Использование: получение проволоки через вращающуюся волоку. Сущность изобретения: в корпусе, изготовленном из стали или бронзы, выполнены пазы, расположенные радиально, в которые запрессованы вкладыши из твердого сплава. Обращенные к оси волоки поверхности вкладышей и корпуса образуют волочильный канал, состоящий из входного обжимного, калибрующего и выходного участков. Ширина вкладышей меньше диаметра калибрующего участка канала. 3 ил.
Фиг. I
| Технологический инструмент для волочения изделий | 1988 |
|
SU1574306A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
