Изобретение относится к листовой штамповке и может быть использовано во всех отраслях машиностроения для вытяжки деталей из листовой заготовки. Преимущественная область его использования - вытяжка крупногабаритных кузовных деталей автомобилей, автобусов, троллейбусов, тракторов, сельхозмашин, бытовой и другой техники.
Цель изобретения - повышение качества вытягиваемых деталей и экономия листового проката за счет расширения технологических возможностей способа при использовании в штампе прижимных поверхностей, существенно отличающихся от развертывающихся поверхностей.
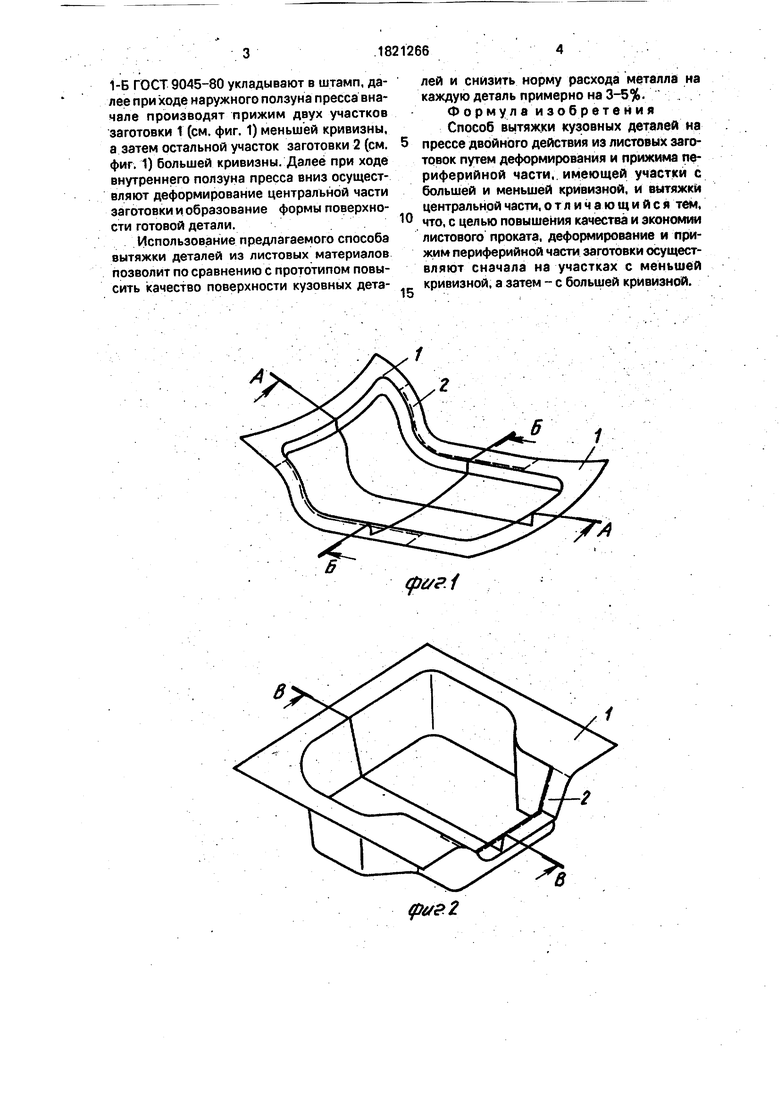
На фиг. 1, 2 приведены конструкции двух типовых кузовных деталей сложной формы после операции вытяжки. Прижимная поверхность этих полуфабрикатов условно разделена пунктирной линией на две поверхности минимальной 1 и максимальной 1 Ј кривизны.
Способ осуществляется следующим образом.
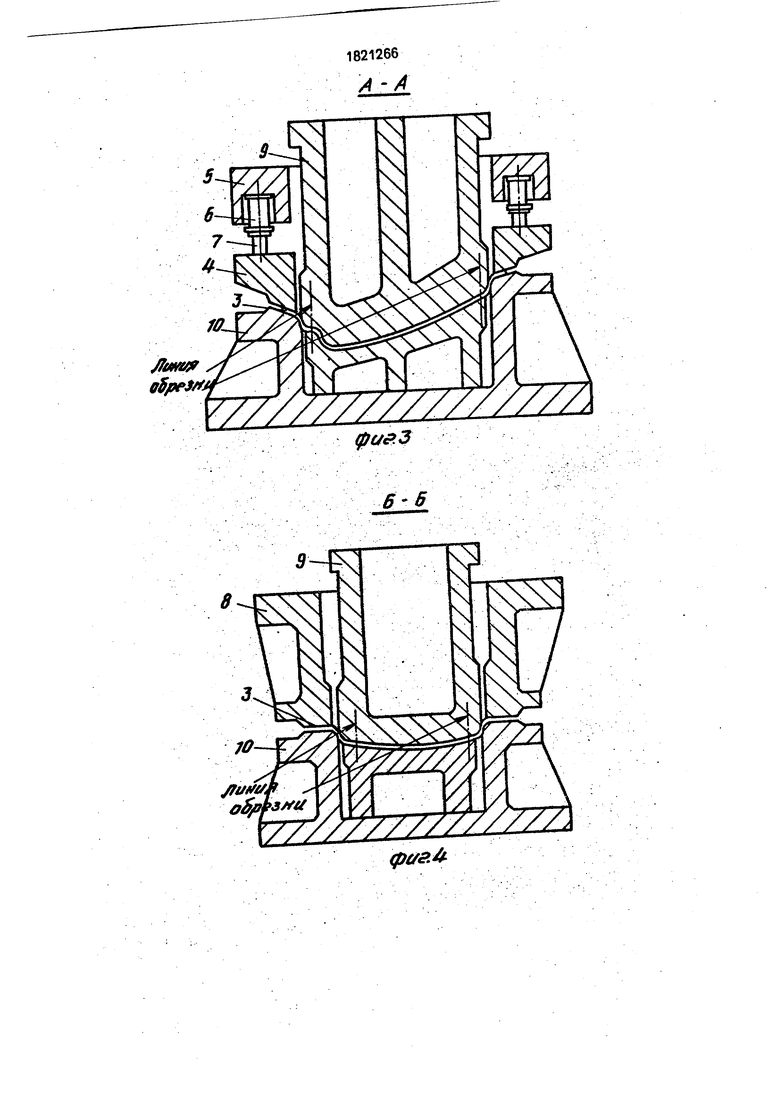
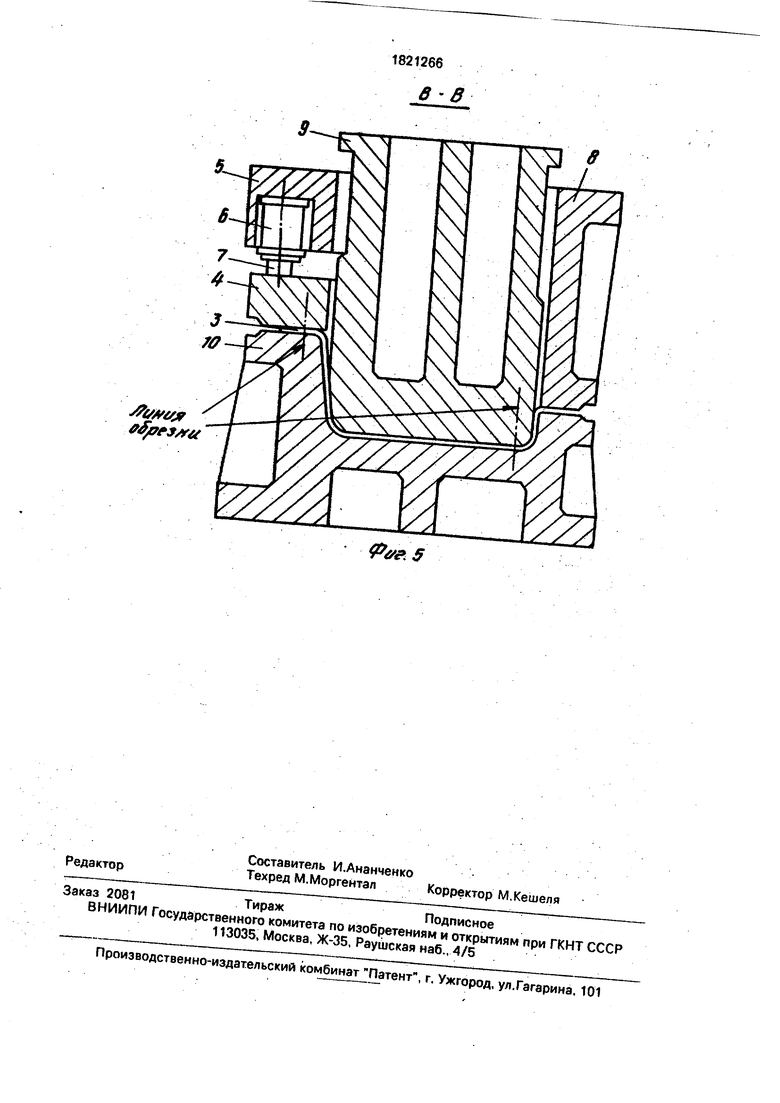
Заготовку 3 укладывают в штамп (см. О фиг. 3, 4, 5), при ходе наружного ползуна N«5 пресса вниз вначале производят прижим заготовки 3 по участку поверхности прижима hO штампа меньшей кривизны при помощи Qs секций прижима 4,5 и гидроцилиндров 6, 7, : Q а затем производят прижим заготовки при помощи секций прижима 8 без гидроцилиндров. Далее при ходе внутреннего ползуна пресса вниз осуществляют деформирование центральной части заготовки 3 при помощи пуансона 9 и матрицы 10.
Приме р. Предложенное техническое решение используют для вытяжки крупногабаритной кузовной детали 2108-8402024 Наружная панель капота автомобиля ВАЗ-2108. Листовую заготовку размеров 0.8 X 1000Х 1500 мм из стали марки 08Ю ОСВ1-Б ГОСТ 9045-80 укладывают в штамп, далее при ходе наружного ползуна пресса вначале производят прижим двух участков заготовки 1 (см. фиг. 1) меньшей кривизны, а затем остальной участок заготовки 2 (см. фиг. 1) большей кривизны. Далее при ходе внутреннего ползуна пресса вниз осуществляют деформирование центральной части заготовки и образование формы поверхности готовой детали.
Использование предлагаемого способа вытяжки деталей из листовых материалов позволит по сравнению с прототипом повысить качество поверхности кузовных дета
лей и снизить норму расхода металла на каждую деталь примерно на 3-5%. Формул а изобретения Способ вытяжки кузовных деталей на прессе двойного действия из листовых заготовок путем деформирования и прижима периферийной части, имеющей участки с большей и меньшей кривизной, и вытяжки центральной части, отличающийся тем, что, с целью повышения качества и экономии листового проката, деформирование и прижим периферийной части заготовки осущест- вляют сначала на участках с меньшей кривизной, а затем - с большей кривизной.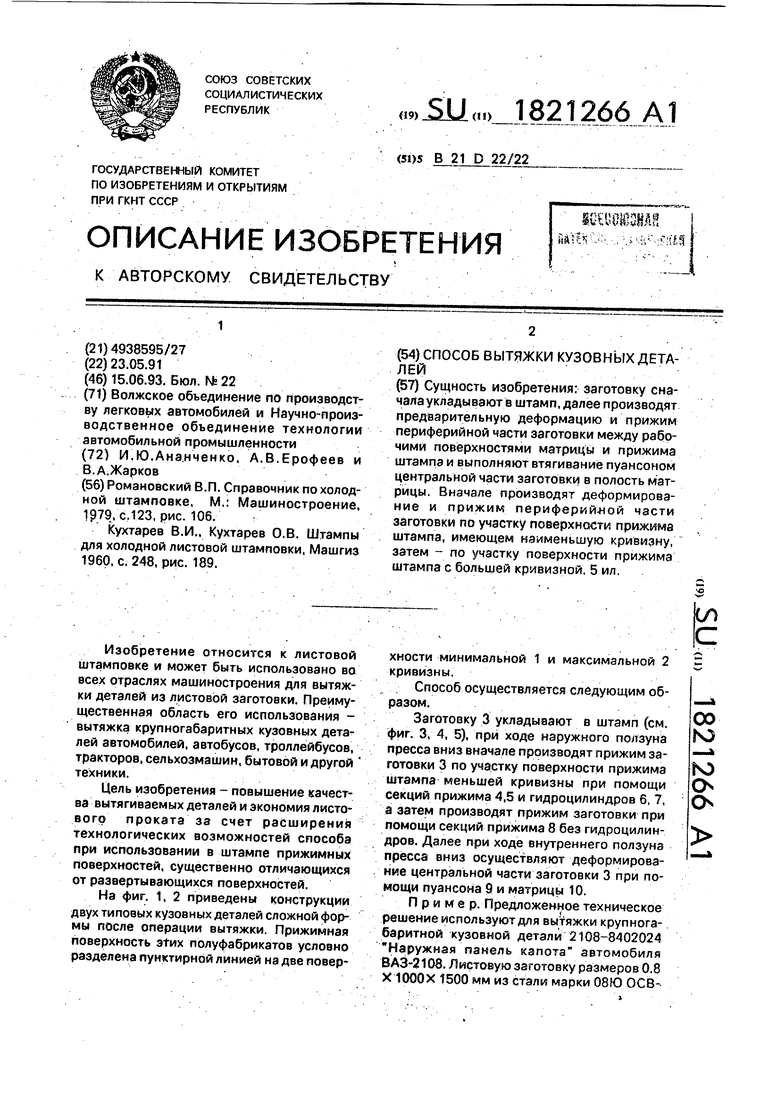
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВЫТЯЖКИ СЛОЖНЫХ КРУПНОГАБАРИТНЫХ ДЕТАЛЕЙ В ШТАМПЕ НА ПРЕССЕ ДВОЙНОГО ДЕЙСТВИЯ (ВАРИАНТЫ) | 2008 |
|
RU2429098C2 |
| ШТАМП ДЛЯ ВЫТЯЖКИ СЛОЖНОЙ КРУПНОГАБАРИТНОЙ ДЕТАЛИ НА ПРЕССЕ ДВОЙНОГО ДЕЙСТВИЯ | 2006 |
|
RU2353457C2 |
| СПОСОБ ВЫТЯЖКИ КРУПНОГАБАРИТНЫХ ДЕТАЛЕЙ СЛОЖНОЙ ФОРМЫ | 2010 |
|
RU2476286C2 |
| Способ вытяжки кузовных деталей | 1988 |
|
SU1580648A1 |
| Способ изготовления деталей из листовых заготовок | 1989 |
|
SU1738431A1 |
| СПОСОБ ВЫТЯЖКИ КУЗОВНЫХ ДЕТАЛЕЙ СЛОЖНОЙ ФОРМЫ | 1994 |
|
RU2096116C1 |
| ШТАМП ДЛЯ ВЫТЯЖКИ КРУПНОГАБАРИТНЫХ ДЕТАЛЕЙ СЛОЖНОЙ ФОРМЫ | 2010 |
|
RU2476287C2 |
| СПОСОБ ВЫТЯЖКИ КУЗОВНЫХ ДЕТАЛЕЙ СЛОЖНОЙ ФОРМЫ | 2004 |
|
RU2264880C1 |
| СПОСОБ МНОГООПЕРАЦИОННОЙ ШТАМПОВКИ СЛОЖНОЙ КРУПНОГАБАРИТНОЙ ДЕТАЛИ С ВНУТРЕННИМИ ПОЛОСТЯМИ НА СТЕНКЕ ИЗ ЛИСТОВОГО МАТЕРИАЛА (ВАРИАНТЫ) | 2006 |
|
RU2349408C2 |
| СПОСОБ ВЫТЯЖКИ ДЕТАЛИ | 1992 |
|
RU2049579C1 |
Сущность изобретения: заготовку сначала укладывают в штамп, далее производят предварительную деформацию и прижим периферийной части заготовки между рабочими поверхностями матрицы и прижима штампа и выполняют втягивание пуансоном центральной части заготовки в полость матрицы. Вначале производят деформирование и прижим периферийной части заготовки по участку поверхности прижима штампа, имеющем наименьшую кривизну, затем - по участку поверхности прижима штампа с большей кривизной. 5 ил.
/
фг/.1
6
/Itwv
одргм
ftt/№ 0$0k3#tl
фи&З
6-5
pt/a&
jfoftf fffyfMX
1821266
в-в
Рж 5
| Романовский В.П | |||
| Справочник по холодной штамповке, М.: Машиностроение | |||
| Дверной замок, автоматически запирающийся на ригель, удерживаемый в крайних своих положениях помощью серии парных, симметрично расположенных цугальт | 1914 |
|
SU1979A1 |
| Светоэлектрический измеритель длин и площадей | 1919 |
|
SU106A1 |
| Кухтарев В.И. | |||
| Кухтарев О.В | |||
| Штампы для холодной листовой штамповки, Машгиз 1960, с | |||
| Деревянная повозка с кузовом, устанавливаемым на упругих дрожинах | 1920 |
|
SU248A1 |
| Питательный кран для вагонных резервуаров воздушных тормозов | 1921 |
|
SU189A1 |
