Изобретение относится к машиностроению и может быть использовано для механической обработки торца трубы: подрезка торца, проточка фаски и снятие заусенцев.
Целью изобретения является расширение технологических возможностей устройства.
На фиг. 1 изображено предлагаемое устройство, общий вид: на фиг. 2 - вариант устройства с двумя резцами.
Предлагаемое устройство содержит оправку 1 с хвостовиком для крепления в шпиндель станка. На оправку 1 с возможностью вращения коаксиально установлена втулка 2. Втулка 2 закрепляется неподвижно относительно оправки 1 стопором 3. На втулке 2 коаксиально закреплена ось 4, на которой установлен резцедержатель 5с резцом 6. Резцедержатель 5 имеет возможность вращения относительно оси 4, а резец 6-относительно резцедержателя 5. На торце оправки выполнена направляющая 7, проходящая диаметрально через центр оправки. Она может иметь форму канавки или выступа. Резец 6 перемещается в направляющей 7 поступательно без вращения. От длины резцедержателя зависит диапазон обрабатываемых труб. Минимальная рекомендуемая длина резцедержателя равна R, максимальная R + г. Поэтому длина резцедержателя выбирается, из диапазона пре- деляемого соотношением R L:Ј R + rrain, где L- длина резцедержателя: R - расстояние от оси крепления резцедержателя до оси оправки; rmin - минимальный радиус обрабатываемой трубы.
При L R уменьшается диапазон регулировочного перемещения втулки 2 и максимальный диаметр обрабатываемых труб. С увеличением L Rувеличивается как диапазон регулировочного перемещения втулки, так и максимальный диаметр обрабатываемых труб, но уменьшается минимальный диаметр труб. Поэтому оптимальным будет L R rmin, при R большем или равном наибольшему диаметру обрабатываемой трубы, Возможны варианты исполнения устройства. Так для повышения качества обработки горцев и расширения диапазона выполняемых операций рекомендуется устанавливать два резцедержателя 5 с резцами 6. Резцедержатели 5 устанавливаются на диаметрально расположенные оси 4, а резцы 6 располагаются на противоположных сторонах направляющей 7. Для обработки труб с разными толщинами стенок устройство выполняется с эксцентричными осями 4. Величина эксцентриситета соответствует максимальной необходимой толщине трубы.
Устройство работает следующим образом.
Труба закрепляется в специальном приспособлении соосно с оправкой 1. Устройст- во настраивается на определенный диаметр трубы поворотом втулки 2. При этом резцедержатель; 5 повернется на необходимый угол, а резец 6, поворачиваясь в резцедержателе 5, переместится по направляющей 7 к торцу трубы. Так как резец 6 перемещается по направляющей 7, проходящей через центр оправки, то есть по радиусу трубы, то его режущая кромка всегда направлена по радиусу трубы. Таким образом, резец 6 ус- танавливается в необходимое положение. Затем втулка фиксируется стопором 3 относительно оправки 1. Устройство готово к ра- . боте.
Устройство с двумя резцами настраива- ется аналогично. В этом случае при поворо- те втулки синхронно перемещаются оба резца 6. В устройстве, имеющем эксцентричные оси крепления резцедержателей, после настройки на размер диаметра трубы
производится настройка на толщину стенки. Для этого необходимо расфиксировать ось 4, повернув ее на угол необходимый для перемещения резца 6. Перемещение резца 6 происходит за счет изменения положения
0 места крепления одного резцедержателя относительно другого. После настройки устройства на размер трубы, оно приводится во вращение, а трубе сообщается осевое движение. Резец соприкасается с торцом и об5 рабатывает его.
Предлагаемое устройство по сравнению с прототипом имеет более простую конструкцию за счет сокращения количества деталей и их сложности и безопаснее в экс0 плуатации,так как устройство не имеет выступающих частей на оковрй поверхности. Причем наличие второго резца расширяет технические возможности устройства: позволяет одним устройством производить
5 подрезку торцов, снятие фасок, заусенцев, проточку канавок и улучшает условия резания.
Кроме того, с увеличением диаметров обрабатываемых труб габаритные размеры
0 устройства не увеличиваются, а остаются неизменными. По сравнению с аналогичными устройствами его применение сокращает затраты времени и материальных средств на переналадку и повышает точность на5 стройки за счет бесступенчатой синхронной . настройки. -.
Формула изобретения 1. Устройство для обработки торцов - труб, содержащее оправку с направляющей. . проходящей через центр, и установленный
эксцентрично резцедержатель с резцом, имеющим возможность поворота в резцедержателе и перемещения вдоль направляющей, отличающееся тем, что, с целью расширения технологических возможностей, устройство снабжено втулкой со стопором, втулка установлена коаксиально оправке с возможностью перемещения, а резцедержатель установлен с возможностью перемещения во втулке, при этом направляющая выполнена на торце опрявки.
2. Устройство поп. 1,отличаю-щев- с я тем, что оно снабжено вторым резцедер- жателем с резцом, установленным во втулке диаметрально противоположно первому.
3. Устройство по пп. 1и2,отличаю- щ е е с я тем, что резцедержатели установлены во втулке на эксцентричных осях.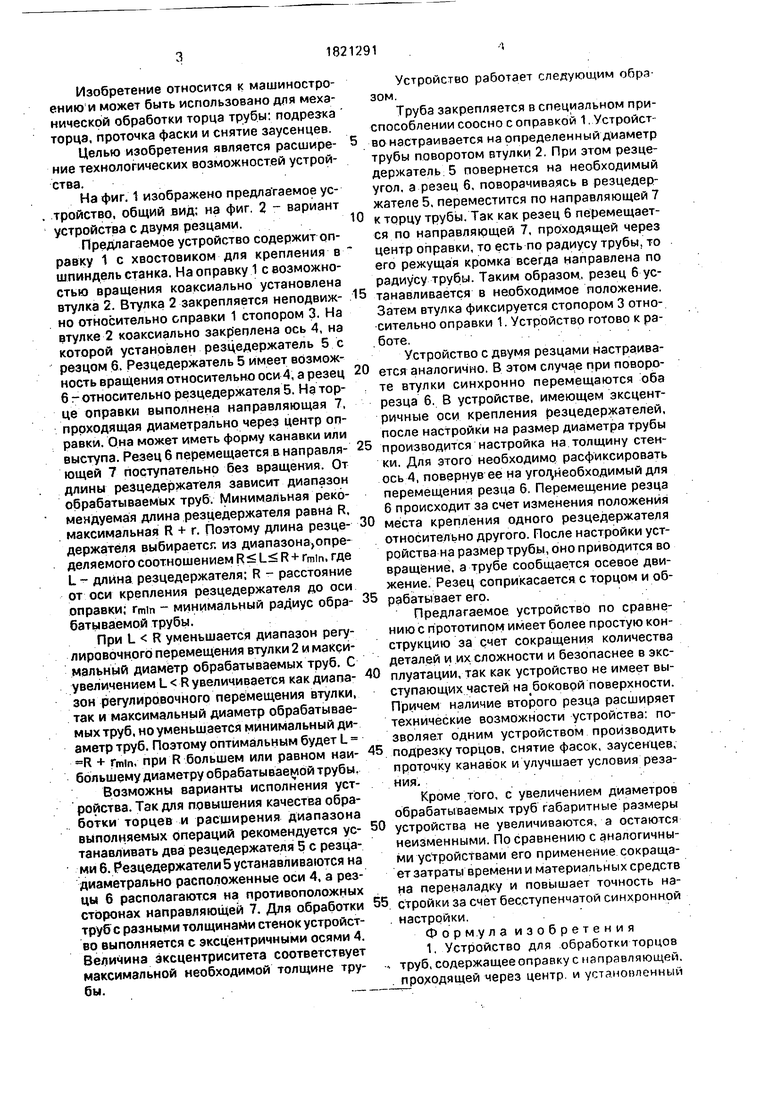
| название | год | авторы | номер документа |
|---|---|---|---|
| Расточная головка | 1989 |
|
SU1729702A1 |
| Резцовая головка | 1981 |
|
SU1014669A1 |
| Устройство для обработки торцов труб | 1986 |
|
SU1351706A1 |
| РЕЗЦОВАЯ ГОЛОВКА | 1991 |
|
RU2009798C1 |
| УСТРОЙСТВО ДЛЯ НАРЕЗАНИЯ РЕЗЬБЫ НА ТРУБАХ НА УСТЬЕ СКВАЖИН | 2012 |
|
RU2474671C1 |
| Расточная головка | 1990 |
|
SU1787695A1 |
| УСТРОЙСТВО ДЛЯ НАРЕЗАНИЯ РЕЗЬБЫ НА ТРУБАХ НА УСТЬЕ СКВАЖИН | 2000 |
|
RU2190078C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВНУТРЕННЕГО ПРЯМОЛИНЕЙНОГО КАНАЛА В ДЛИННОМЕРНОЙ ТРУБЕ НА ТОКАРНОМ СТАНКЕ | 2012 |
|
RU2522051C1 |
| Расточная оправка | 1983 |
|
SU1077710A2 |
| Устройство для расточки | 1989 |
|
SU1685617A1 |
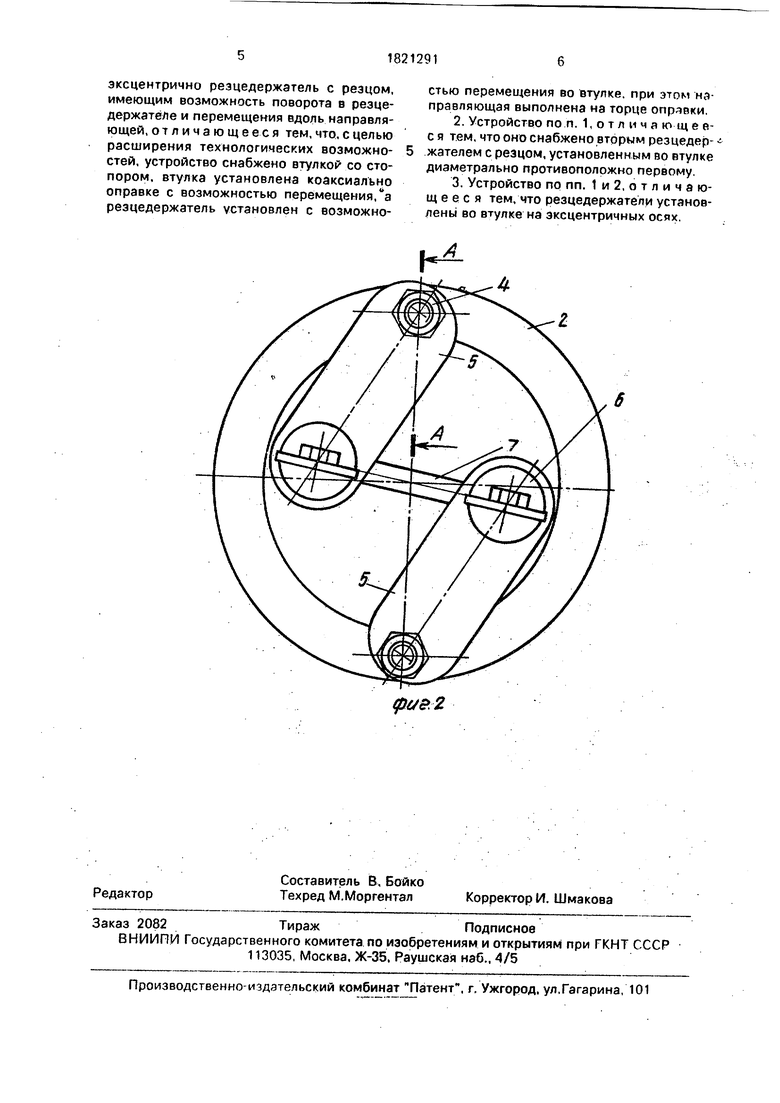
Изобретение позволяет упростить конструкцию устройства и повысить безопасность его эксплуатации. На оправку 1 с возможностью вращения коаксиально установлена втулка 2, Втулка 2 закрепляется неподвижно относительно оправки 1 стопором 3. На втулке 2 консольно закреплена ось 4, на которой установлен резцедержатель 5 с резцом 6. На торце оправки выполнена направляющая 7, проходящая диаметрально через центр оправки. Резец 6 перемещается в направляющей 7 без вращения. От длины резцедержателя зависит диапазон обрабатываемых труб. Длина резцедержателя от оси крепления до оси поворота резца выбирается из соотношения R L R + +rmtn, где L -длина резцедержателя от оси крепления до оси поворота резца; R - расстояние от оси крепления резцедержателя до оси оправки: гтщ - минимальный радиус обрабатываемой трубы. 2 ил. Ё 00 N5 Ю О
(ptf&Z
| Устройство для обработки торцов труб | 1986 |
|
SU1351706A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Пневматический водоподъемный аппарат-двигатель | 1917 |
|
SU1986A1 |
