Известны штампы для вытяжки изделий с накло |пыми стенками, содержанще пуансон, матрицу и нрпжим. Недостаток этих штампов заключается в том, что они не обеспечивают полный, иенрерыБный п|)жим заготовки в процессе цытяжки, а давление пуансона передается лиш) небольшой новерхиости в центре заготовки, вызывая значительное местное утонение.
В предложенио-м штампе матрица и нрижим выполнены с секциями, раздвигаемыми в радиальном направлении под действием опускающегося пуансона и возвращаемыми в исходное по.;южение установле 1ными в штампе гил;роцилиндрами, связанными с секциями матриц. Такая конструкция штамна обеспечивает непрерывный ирижим заготовки и постоянный зазор между пуансоном и матрицей в процессе вытяжки, что позволяет получать изделия высокого качества за одпу операцию.
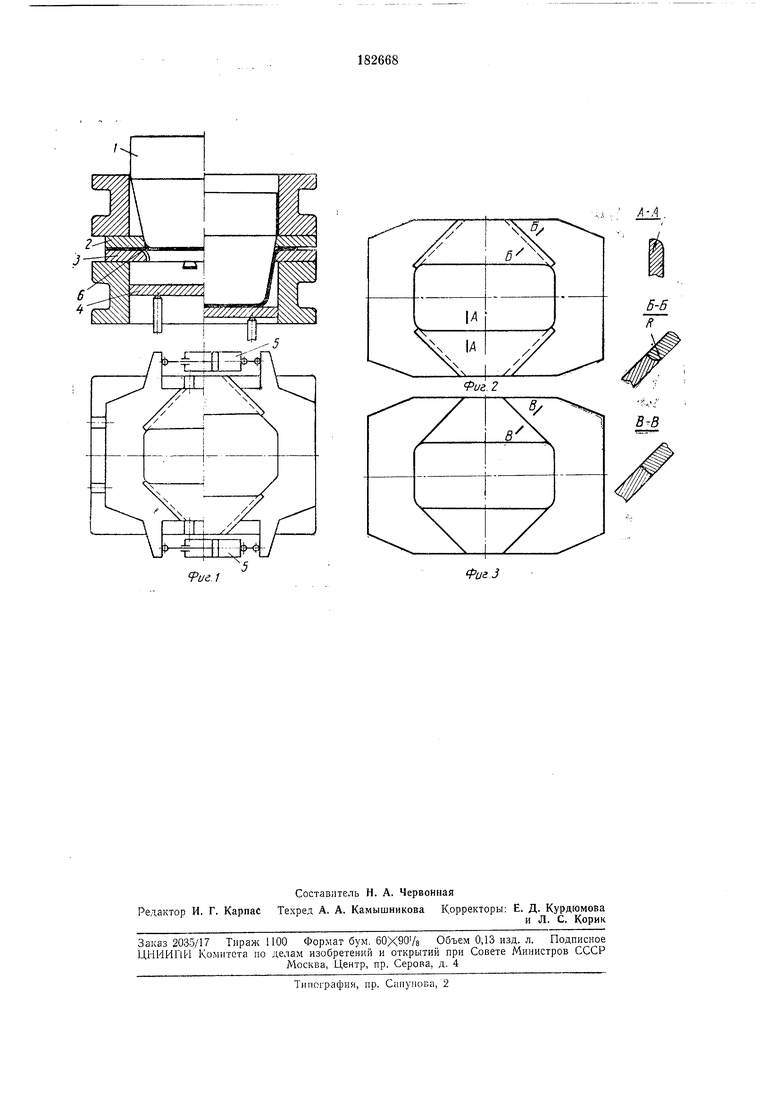
На фиг. 1 нредставлепа схема штампа; на фиг. 2 - ноказаиа конструкция :.1атри1|ы, па фиг. 3 - коиструкция прижима.
Штамп состоит из пуансона /, прижима 2, матрицы 3 и выталкивателя 4. Постоянный зазор между матрицей 3 и пуансоном / обеспечивается тем, что матрица 3 и ирижим 2 выиолнены секционными, секции которых раздвигаются в радиа.1ьном направлении пуансоном / rio мере его продв11жен я вниз.
Нерсмсщение секций в исходное положении производится гидроцилиндрами 5, связываю цнми ccKruni гаежду собой.
Заготовка 6, зажатая между матрицей 3 и нрпичпг-.юм 2, разглаж1П ается paздвигae ым i секциями io ;ере опускания В1)1тяжного пуансона /; нри этом сжимаюпдее усилне гидроцилиндров 5 направлено па компенсацию раД1 ;1.:И) сил, возникаю:ц 1Х при перетяжке металла заготовки через радиус закруг.тенпя К матрицы 3.
Таким образом, вытяжка производится с постоя 1п;ым зазорол между 3 и пуансоно. / и liciijjepbiBHbiM прижимом заготовки о.
Н р е; мет и з о б р с т е и и я
Штами для вытяжки изде.тий с иак, О 1иыми сте1Пи;л1и из ,1нстоГ)Ого материала, содержа1Ц1Н1 иуансоп, и нрнжим, отличающийся тем, что, с целью получения готовь Х изделии высокого качества за одну онерацню,
л1атрниа и прижим выполнены из секций, раздвигаемых в радиальном направлении под действием опускающегося пуансона и возвра U;C:.:L:MH в ггсходпое положение устаповлеины.ми в штампе гидроцилиндрами, связанны9и 1
/ .Л
А
л А
- I ...2
ffusJ
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для глубокой вытяжки полых деталей с широким фланцем | 1973 |
|
SU436689A1 |
| Штамп для вытяжки деталей из листовой заготовки | 1980 |
|
SU978978A1 |
| Штамп для глубокой вытяжки | 1977 |
|
SU700238A1 |
| Способ глубокой вытяжки и штампдля ЕгО ОСущЕСТВлЕНия | 1979 |
|
SU837482A1 |
| Устройство для вытяжки | 1977 |
|
SU694254A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВАННОЙ БУМАЖНОЙ ДЕТАЛИ И УСТРОЙСТВО ДЛЯ ЕЕ ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2576581C1 |
| Штамп для вытяжки | 1979 |
|
SU893324A1 |
| Штамп для вытяжки | 1986 |
|
SU1447478A1 |
| Штамп для изготовления деталей с фланцем | 1975 |
|
SU580033A1 |
| СПОСОБ ГЛУБОКОЙ ВЫТЯЖКИ ПОЛЫХ ЛИСТОВЫХ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 1993 |
|
RU2087230C1 |