1
Изобретение относится к области ЛИСТОВОЙ штамповки.
Известен штамп для глубокой вытяжки, содержащий пуансон, матрицу, пульсирующий прижим и многослойный упругий элемент конической формы, ра мещенный со стороны прижима и обраще ный меньшим основанием к матрице 1 При этом В коническом элементе со стороны меньшего основания выполнены сквозные открытые с одной стороны пазы, расположенные в шахматном порядке, а конический элемент выполнен В. виде пакета коничйских оболочек. Недостатком этого штампа является большая трудоемкость изготовления упругого элемента, так как для изготовления каждой оболочки тр§буется СВОЯ индивидуальная оснастка.
Целью изобретения является снижение трудоемкости изготовления штампа и повышение глубины вытяжки.
Указанная цель достигается тем, что упругий элемент выполнен в виде спирали с витками, намотанными один на другой.
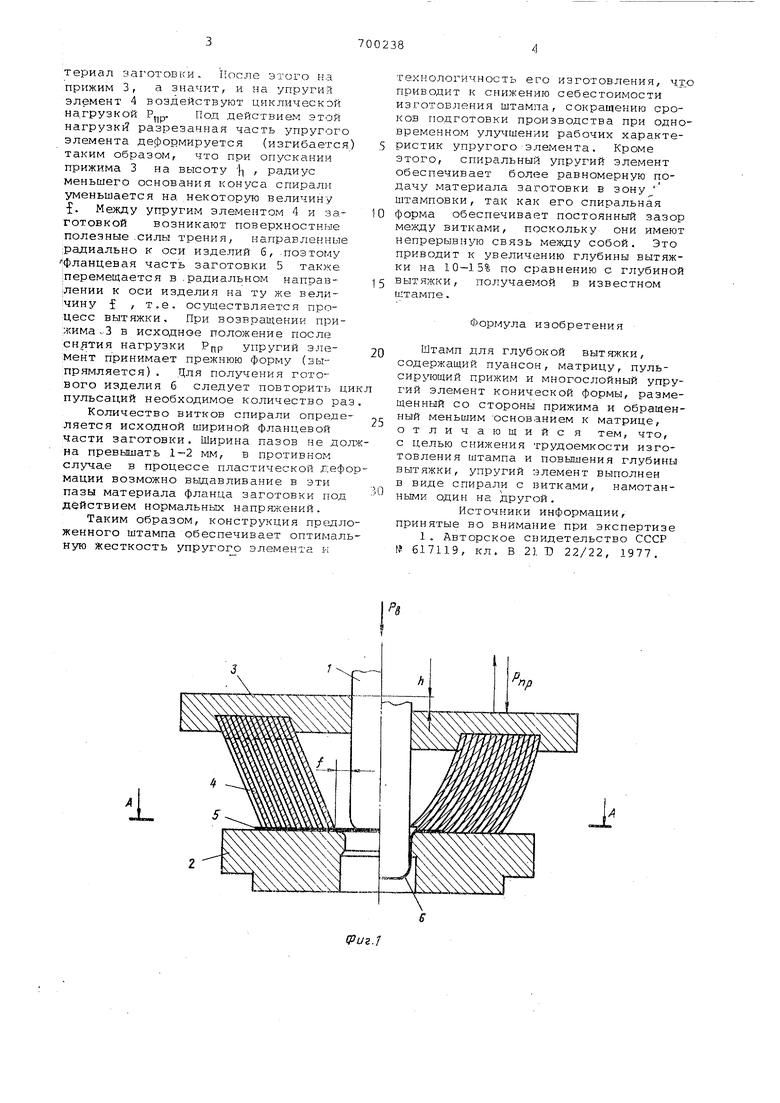
На фиг. 1 изображен предлагаемый штамп В разрезе (слева от оси симметрии показан штамп в исходном положении, справа - положение штампа в.
промежуточный момент вытяжки); на фиг. 2 - сечение А-А на фиг. 1 (упругий элемент в исходном положении)
Штамп состоит из пуансона 1, мат РИДЫ 2; прижима 3 и упругого элемента 4.
Упругий элемент 4 изготавливается КЗ пружинной стали. После навивк цилиндрической спирали производится переформовка ее до конической, а затем - разрезка продольных пазов со стороны меньшего основания конуса. Радиус меньшего основания конуса внутреннего нитка спирали до;тжен быть больше радиуса пуансона на величину единичного перемещения за одн пульсацию f. Диаметр меньшего основания конуса наружного витка спирали равняется исходному диаметру заготовки 5, Шаг спирали равен толщине лей.ты, из которой изготавливается ynpvгий элемент 4.
Штамп работает следуюцим образом.
На матрицу 2 устанавливается заготовка. Затем прижим 3 с упругим элементом 4 и пуансон 1 onycKaeTC так, чтобы торцы пуансона и упругог элемента касались заготовки 5. При этом на пуаисоне 1 создается усилие Pg, близкое к разрут.г ающему материал заготовки. После этого па прижим 3, а значит, и на упругий элемент 4 воздействуют циклической на.грузкой , Под действием этой нагрузки разрезанная часть упругого элемента деформируется (изгибается таким образом, что при опускаЕ1И1прижима 3 на высоту |i , радиус меньшего основания конуса спирали уменьшается на. некоторую величину {. Между упругим элементом 4 и заготовкой возникают поверхностные полезные .силы трения, направленные ;радиально к оси изделий б, поэтому фланцевая часть заготовки 5 также перемещается в .радиальном направЛении к оси изделия на ту же вели;чину f т.е. осуществляется процесс вытяжки. При возвращении при лшма ,.3 в исходное положение после снятия нагрузки упругий элемент принимает прежнюю форму (зьгпрямляется) . .Цля получения готового изделия 6 следует повторит пульсаций необходимое количество р Количество витков спирали опред ляется исходной шириной фланцевой части заготовки. Ширина пазов не д на превьпиать 1-2 мм, в противном случае в процессе пластической деф мации возможно выдавливание в эти пазы материала фланца заготовки по действием нормальных напряжений. Таким образом, конструкция преуз женного штампа обеспечивает оптима ную Жесткость упругого элемента к технологичность его изготовления, ч.Т;О приводит к снижению себестоимости изготовления штампа, сокращению сроков гю.дготовки производства при одновременном улучшении рабочих характеристик упругого элемента. Кроме этого, спиральный упругий элемент обеспечивает более равномерную подачу материала заготовки в штамповки, так как его спиральная форма обеспечивает постоянный зазор между витками, поскольку они имеют непрерывную связь между собой. Это приводит к увеличению глубины вытяжки на 10-15% по сравнению с глубиной вытяжки, получаемой в известном штампе. Формула изобретения Штамп для глубокой вытяжки, содержащий пуансон, матрицу, пульсирующий прижим и многослойный упругий элемент конической формы, размещенный со стороны прижима и обращенный меньшим основанием к матрице, отличающийс я тем, что, с целью снижения трудоемкости изготовления штампа и повышения глубины вытяжки, упругий элемент выполнен в виде спирали с витками, намотанными один на другой. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 617119, кл. В 21 Б 22/22, 1977.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ глубокой вытяжки и штампдля ЕгО ОСущЕСТВлЕНия | 1979 |
|
SU837482A1 |
| Штамп для глубокой вытяжкиС РАдиАльНыМ пОдпОРОМ | 1979 |
|
SU793682A1 |
| Штамп для глубокой вытяжки | 1978 |
|
SU703188A1 |
| Штамп для глубокой вытяжки полых деталей с широким фланцем | 1973 |
|
SU436689A1 |
| Штамп для глубокой вытяжки | 1980 |
|
SU1017411A1 |
| Штамп для глубокой вытяжки | 1977 |
|
SU737066A2 |
| Штамп для глубокой вытяжки | 1978 |
|
SU764785A1 |
| Штамп для глубокой вытяжки | 1977 |
|
SU617119A1 |
| Устройство для глубокой вытяжки | 1984 |
|
SU1224044A1 |
| Способ изготовления полых изделий и устройство для его осуществления | 1981 |
|
SU1003968A1 |

1
.
