Изобретение относится к области обработки металлов давлением и может быть использовано при производстве гаек и соединительных муфт преимущественно с отношением их высоты к диаметру более трех.
Цель изобретения - повышение качества изделия, в частности получение более точной.геометрии резьбы, повышение производительности.
Поставленная цель достигается тем, что заготовку, нагретую до температуры обработки подвергают объемному обжатию на инструменте, затем осуществляют подачу инструмента вдоль оси заготовки на величину 0,5 + 1,5 % шага резьбы инструмента и извлекают его из заготовки вращением.
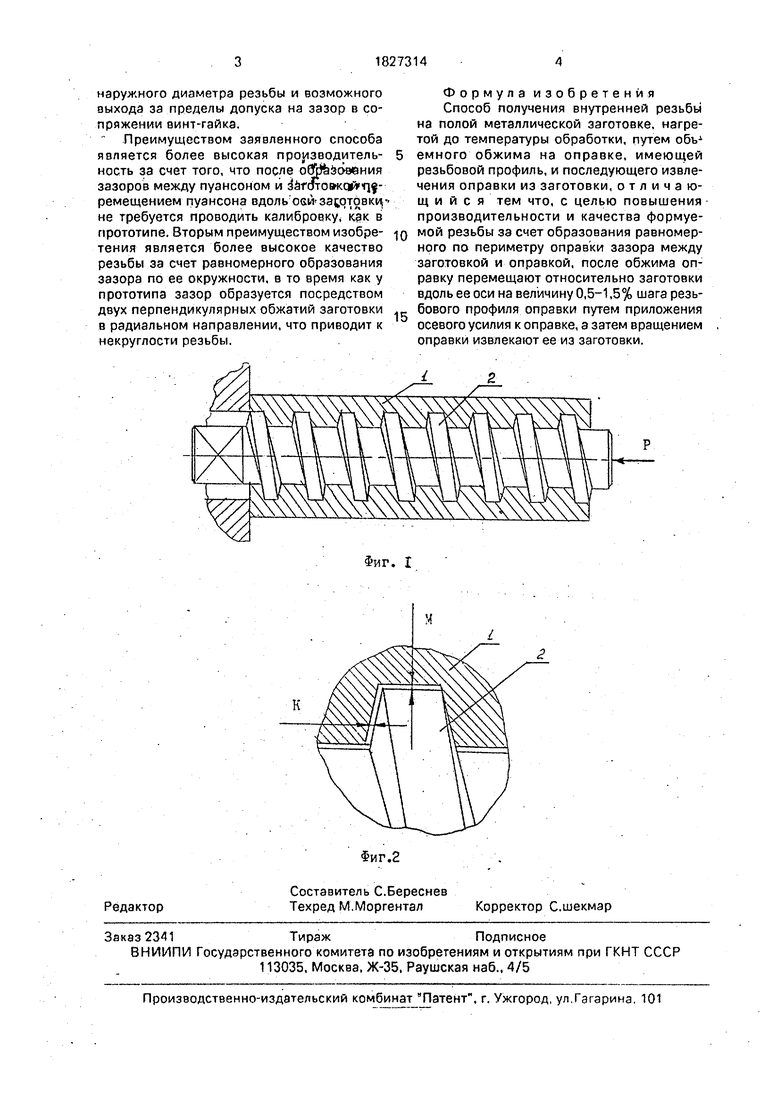
На фиг. 1 представлена заготовка после объемной штамповки вместе с пуансоном; на фиг. 2 - то же, с пуансоном после подачи пуансона в осевом направлении.
На фиг. 1 и 2 обозначены: 1 - заготовка гайки; 2 - пуансон; К - осевой зазор между резьбой пуансона и заготовкой гайки; Р - усилие, осуществляющее осевое смещение пуансона относительно гайки; М - радиальный зазор.
Способ изготовления гаек осуществляется следующим образом.
Нагретую до 1200°С заготовку надевают на оправку (пуансон) и помещают в обсадное устройство, где подвергают объемному обжатию на кривошипном прессе 200 кн. Затем заготовку извлекают из обсадного устройства .ставят вертикально и ударом бойкз пресса по верхнему концу оправки перемещают ее относительно заготовки вдоль ее оси на 0,2 мм, что составляет 1 % шага резьбы. В результате взаимодействия боковых поверхностей резьбы заготовка раздается по диаметру, образуя радиальный зазор М и создается осевой зазор К, равный величине перемещения пуансона, после чего он извлекается из гайки вращением, например гайковертом
Практика показала, что для легкого извлечения инструмента достаточна работа удара в пределах 1,5-2 кгм. Перемещение пуансона на величину менее 0,5% шага резьбы приводит к заеданию в резьбе при выкручивании пуансона из заготовки А перемещение более 1,5% шага резьбы не целесообразно из-за чрезмерного увепичения
(Л
с
со fo
N4
CJ
Ј
наружного диаметра резьбы и возможного выхода за пределы допуска на зазор в сопряжении винт-гайка.
Преимуществом заявленного способа является более высокая производительность за счет того, что после об зоввния зазоров между пуансоном и заготоа-ко чт - ремещением пуансона вдоль оай-заготовки не требуется проводить калибровку, как в прототипе. Вторым преимуществом изобретения является более высокое качество резьбы за счет равномерного образования зазора по ее окружности, в то время как у прототипа зазор образуется посредством двух перпендикулярных обжатий заготовки в радиальном направлении, что приводит к некруглости резьбы.
5
Формула изобретения Способ получения внутренней резьбы на полой металлической заготовке, нагретой до температуры обработки, путем объА емного обжима на оправке, имеющей резьбовой профиль, и последующего извлечения оправки из заготовки, отличающийся тем что, с целью повышения производительности и качества формуемой резьбы за счет образования равномерного по периметру оправки зазора между заготовкой и оправкой, после обжима оправку перемещают относительно заготовки вдоль ее оси на величину 0,5-1,5% шага резьбового профиля оправки путем приложения осевого усилия к оправке, а затем вращением оправки извлекают ее из заготовки.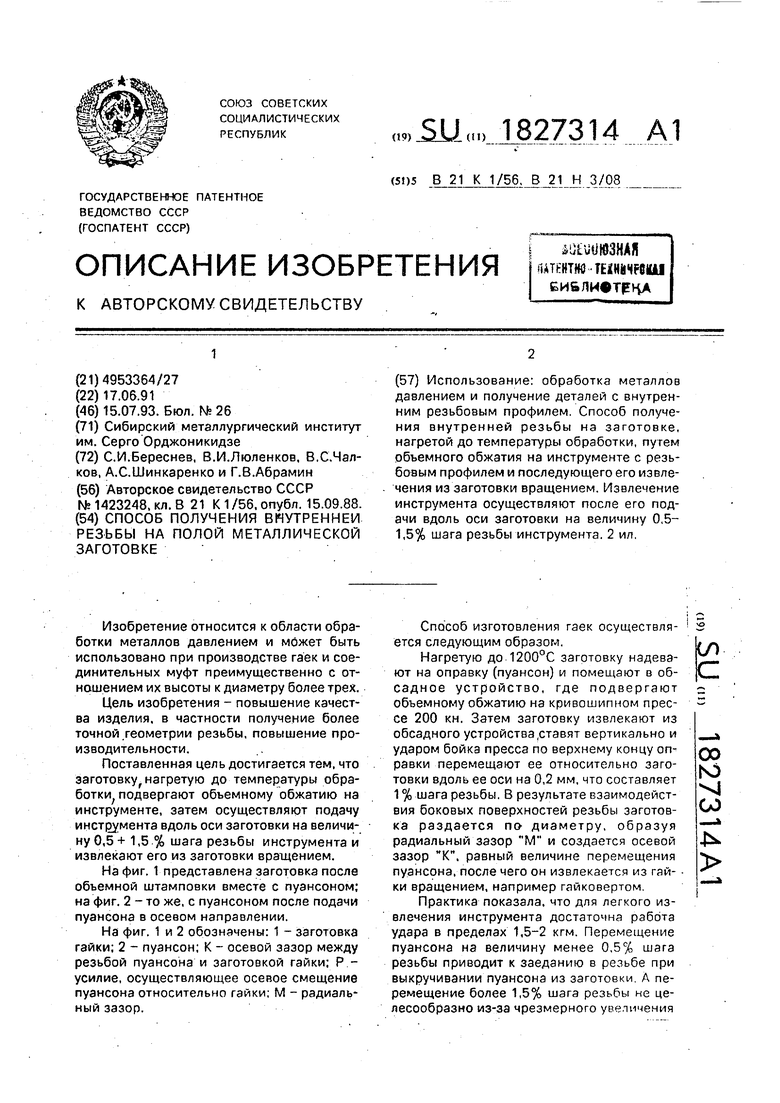
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРУЖИННАЯ ГАЙКА И СПОСОБ ИЗГОТОВЛЕНИЯ ПРУЖИННЫХ ГАЕК | 2001 |
|
RU2199035C1 |
| Способ изготовления тонкостенных оболочек периодического профиля из алюминиевых сплавов | 2016 |
|
RU2623203C1 |
| Устройство для получения внутренней резьбы пластическим деформированием | 1980 |
|
SU935200A1 |
| РЕЗЬБОВАЯ ГАЙКА, СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ И ИНСТРУМЕНТ, ИСПОЛЬЗУЕМЫЙ ПРИ ОСУЩЕСТВЛЕНИИ СПОСОБА | 2006 |
|
RU2410578C2 |
| Способ получения внутренней резьбы | 1981 |
|
SU958023A1 |
| Способ изготовления стальных сложнопрофильных оболочек | 2022 |
|
RU2799823C1 |
| Способ восстановления наружной поверхности полых изделий | 1983 |
|
SU1176536A1 |
| Способ изготовления оболочек переменного сечения | 2021 |
|
RU2779127C1 |
| Способ получения внутренней резьбы в заготовке | 1980 |
|
SU948508A1 |
| СПОСОБ ФОРМИРОВАНИЯ ВНУТРЕННЕЙ РЕЗЬБЫ НА КОНЦЕВОМ УЧАСТКЕ ТРУБНОЙ ЗАГОТОВКИ | 2006 |
|
RU2323059C1 |
Использование: обработка металлов давлением и получение деталей с внутренним резьбовым профилем. Способ получения внутренней резьбы на заготовке, нагретой до температуры обработки, путем объемного обжатия на инструменте с резьбовым профилем и последующего его извлечения из заготовки вращением. Извлечение инструмента осуществляют после его подачи вдоль оси заготовки на величину 0,5- 1,5% шага резьбы инструмента. 2 ил.
Фиг. I
| Способ штамповки гаек | 1986 |
|
SU1423248A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Прибор для нагревания перетягиваемых бандажей подвижного состава | 1917 |
|
SU15A1 |
