сварного соединения, при этом величина будет определяться как половина толщины металла.
Пример. Проверка эффективности предполагаемого способа велась на трубных образцах 0 159x9 мм из стали 20. В качестве экзотермической смеси использовался пиросостав ПКН -70-12.
Изменение ОН осуществлялось методом разрушающего тензометрии с использованием деформометра.
Для проверки условия выбора экзотермической смеси были приняты следующие величины: К - 0,05; Q - 3,5 106 Дж/кг ; Н- 0, р
а-12 -10 61/°C;
v3.
106Дж/м3°С;
1700кг/м3; ет-1- 10 cj - 5,2
S 2
70-2x18 «50 мм 0,05м. Подставляя приведенные значения в указанное выше условие, получим:
Хо ш 30 мм; b-S-2h
S 70 мм; а Х0 +
65 мм;
223125
Дж м
140400
Дж м
Максимальные остаточные напряжения в кольцевом шве после обработки составили 30 МПа (150 МПа в исходном состоянии), что по эффективности не уступает штатному способу термообработки электронагревателем.
Расход пиротехнического состава на один стык составил 1,3 кг, время обработки 10 мин.
Формула изобретения Способ снижения остаточных сварочных напряжений, при котором на поверхности сварного соединения располагают слой
экзотермической смеси и сжигают ее, о т - личающийся тем, что, с целью снижения временных затрат и массы используемой экзотермической смеси, экзотермическую смесь в виде двух полос шириной, равной
ь S - 2h, где h - толщина сварного соединения, располагают на поверхности сварного соединения симметрично относительно оси шва и на расстоянии от нее до середины каждой полосы а Хо + S/2, где Х0 - расстояние от центра шва до ближайшей к нему точки перехода в О эпюры остаточных напряжений, S - ширина зоны действия остаточных напряжений сжатия в сварном соединении, причем экзотермическую
смесь выбирают из условия
KQHbp 4 cyh2,
где К - коэффициент потерь тепла;
Q - удельная теплота сгорания экзотер- мической смеси;
Н - высота полосы экзотермической смеси;
р- плотность экзотермической смеси; Јт- деформация, соответствующая пределу текучести материала сварного соединения;
а- коэффициент линейного расширения при нагреве материала сварного соединения;
Су объемная теплоемкость материала сварного соединения.

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ уменьшения сварочных деформаций и напряжений | 1989 |
|
SU1729720A1 |
| Способ сварки | 1986 |
|
SU1400831A1 |
| Способ уменьшения сварочных напряжений и деформаций | 1990 |
|
SU1698021A1 |
| Способ фиксации деталей при сварке стыковых соединений | 1984 |
|
SU1278169A1 |
| СПОСОБ СБОРКИ И ОДНОСТОРОННЕЙ СВАРКИ СТЫКОВЫХ СОЕДИНЕНИЙ ТОНКОЛИСТОВЫХ МАТЕРИАЛОВ | 1994 |
|
RU2071888C1 |
| Способ односторонней автоматической сварки под флюсом | 1990 |
|
SU1787086A3 |
| Способ регулирования глубины проплавления при дуговой автоматической сварке | 2019 |
|
RU2735847C1 |
| Способ дуговой сварки стыковых соединений | 1981 |
|
SU1039666A1 |
| Способ изготовления сварных замкнутых профилей | 1989 |
|
SU1764907A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНОЙ БАЛКИ | 2006 |
|
RU2314184C1 |
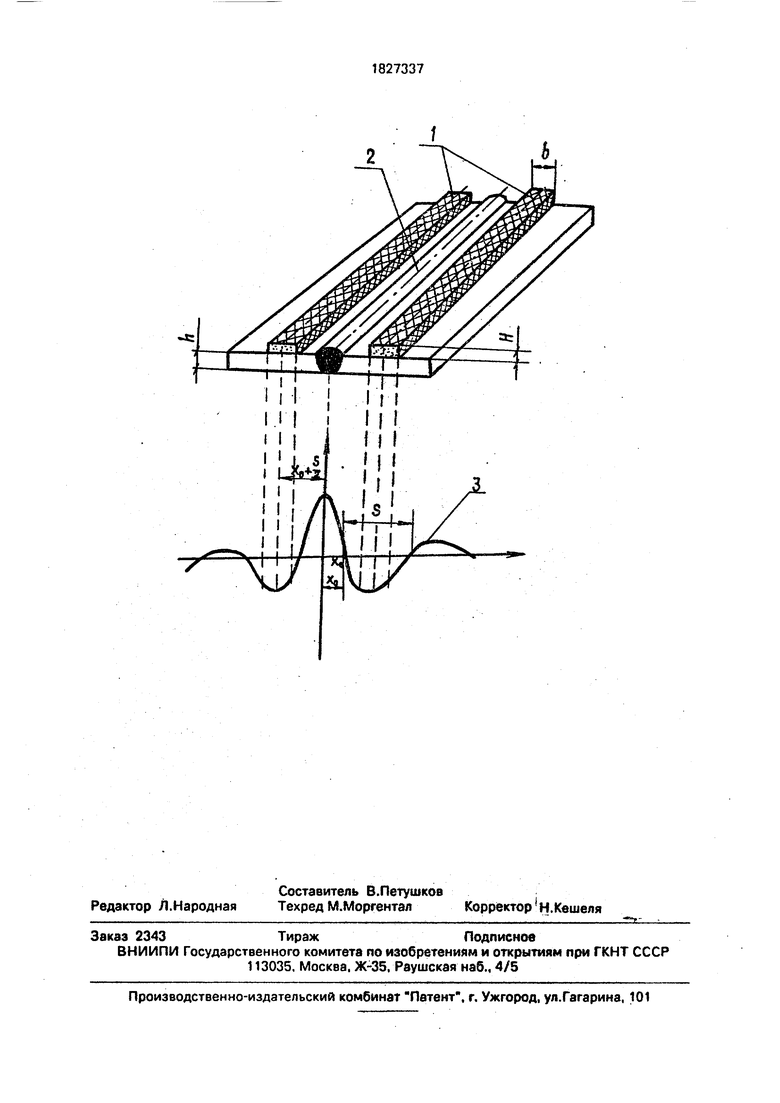
Использование: сварка, изготовление сварных конструкций для снижения остаточных сварочных напряжений. Сущность изобретения: на поверхности сварного соединения симметрично относительно оси шва располагают две полосы экзотермической смеси. Расстояние от центра полосы до оси шва а Х0 + S/2, где Х0 - расстояние от центра шва до ближайшей к нему точки перехода в О эпюры остаточных напряжений, S - ширина зоны действия остаточных Изобретение относится к способам снижения остаточных сварочных напряжений (ОН) и может быть использовано при изготовлении ответственных металлоконструкций. ОН в сварных соединениях образуются за счет возникновения термопластических деформаций укорочения металла шва и околошовной зоны вследствие его интенсивного и неравномерного нагрева в процессе сварки и последующего охлаждения напряжений сжатия. Ширина полосы принимается равной b S - 2п, где h - толщина сварного соединения. При этом состав и масса экзотермической смеси выбираются таким образом, чтобы соблюдалось следующее условие: AQHb rho 4ет Ict-cjl2 где К - коэффициент потерь тепла; Q - удельная теплота сгорания экзотермической смеси; Н - высота полосы; р плотность экзотермической смеси; ет- деформация. соответствующая пределу текучести сварного соединения; а- коэффициент линейного расширения при нагреве материала сварного соединения: с - объемная теплоемкость материала сварного соединения. Положительный эффект достигается за счет того, что при использовании способа в результате термодеформационного цикла при сгорании экзотермической смеси объем металла, испытывающий воздействие напряжений сжатия от сварки, претерпит деформацию укорочения, которая приведет к образованию в этой зоне напряжений растяжения, компенсирующих исходные напряжения от сварки. 1 ил. Цель изобретения - снижение затрат времени на проведение операции снижения ОН и массы используемой экзотермической смеси. На чертеже показана принципиальная схема расположения полос экзотермической смеси 1 по отношению к сварному шву 2 в соответствии с эпюрой исходных ОН 3. При обработке металла большой толщины экзотермическая смесь может располагаться аналогичным образом с двух сторон сл с со ю XJ со CJ vj
| Способ окисления боковых цепей ароматических углеводородов и их производных в кислоты и альдегиды | 1921 |
|
SU58A1 |
| Сериков С.В | |||
| и др | |||
| Термическая обработка сварных соединений пиротехническими составами | |||
| - Строительство трубопроводов, 1990, № 6, с.26-28. | |||
