Изобретеьше относится к сварочному производству и может быть испольовано при проектировании залсимнь х риспособлений для дуговой сварки еталей встык.
Цель изобретения - снижение остаочных деформаций.
На чертеже представлен график проольной функции третьего рода V, спользуемой при расчете расстояния от стыка до точки приложения нагрузки к деталям.
При предлагаемом способе фиксацию деталей производят путем приложеьшя к ним нагрузки в направлении плоскости стыка, при этом расстояние от стыка до точки приложе1-щя нагрузки вы- . бирается равной ширине изотермы поте- ри металлом своих упругих свойств
Установлено, что расположегше прижима на границе зоны потери металлом упругих свойств является оптимальным по следующим причинам: рас- положе ше прижима в указанной зоне приводит к формированию сложного напряженно-деформированного СОСТОЯ1ШЯ .
В этом случае заяим попадает в придуговую область,, в которой на стадии сварочного нагрева и охлаждения происходит интенсивное течение металла. Наличие прижимов в зоне пластической деформации при сварке приводит к увеличению интенсивности -И локализации пластической деформации вблизи зажимного устройства. На., стадии охлал дения это приводит к пе- рера спределению остаточных напряжений Б околошовной зоне, более интенсивному протека1шю пластических деформаций, что обуславливает увеличение, общих сварочных деформаций конструкции, а также вероятность образования горячих трещин.при сваркеэ особенно на концевых участках шва,
При расположении прижима, в .зоне, где металл сохранил свои упругие свойства, эффективность применения прижимных приспособлений снижается вследствие того, что прижимы практически не выполняют своей роли по фиксации свариваемых кромок.
Однако существующая методика не позволяет точно определить ширину зоны термического влияния, поэтому предлагается новая метод 1ка огфеде- ления размера указанной soiffl, позволяющая точно определить ОПТИМЕШЬНЫЙ
размер расстояния от оси шва до места расположения прижима.
Уравнение температурного поля при сварке пластин встык мощным быстро- движущимся источником тепла с учетом эффекта поверхности теплоотдачи имеет вид Т
З.л.„ J
С y.SV .,74nat
CD
ill
4dt
-bt
где q - погонная гергия, кап/c f С., - объемная теплоемкость,
кал/см°С,
о - толги ина свариваемых деталей см; Ч;6 скорость сварки, см/с/ ji - коэффициент поверхностей
теплоотдачи, С, а - коэффициент температуро2,
проводности, см /с; . t - Время действия источника
тепла, с;
у - расстояние от исследуемой точки до источника тепла, с; b - коэффициент температуроотдачи, с .
ат.
Приравняв нулю производную -:- и
at
30 проведя соответствуюище преобразования получают момент наступления максимальной температуры в точке коор- динат у,
t П U 1
(2)
f. . J - + у
35 ма«с 2Ь 4 а
4Ь
Подставив значение t
в исход
ное уравнение (1), получают
1 А ЛГ:ь,
4
ToV,,C 52/Fi
M/F4
тогда искомое значение „.с определяется по фор мул е
Y ---ЬfJ (4)
макс /Ь L , / aJ
Вводится обозначение
Vj(u) Ги- (и),(5)
где (и) - функция обратная к N(U), тогдаГГ--.
Y т 1/ V
° b 3 25с V,b Т
/)/100,(6)
где 1 - расстояние от стыка до точки приложения нагрузки, см .
V - продольная функция третьего рода; Tg - температура, при которой
металл свариваемых деталей . теряет упругие свойства,°С Пример. Листы из малоуглеродистой толщиной 4 мм свариваются встык за один проход под слоем флюса при следующее режиме сварки; Yc6 0,5 см/с; 1,е, 250 А; U 30 в. Принимаем, а 0,085 ,- Ь 0,011 с , /t П,096 кал/С См С; С 1,14 кал/см, с; q 0,24 и 1 1530 кал/с; Т 600°С, тогда расстояние от оси шва до прижима составит
1 У .jl530
TO 0,011 J FoTA 600
/3:т 5Т585 2,78V(3,16)
2,78 1,372 3,8 (см).
По результатам контроля дефектов в сварном шве не обнаружено, деформации деталей минимальны.
Использование предлагаемого изобретения позволяет точно определить расстояние от оси шва до зажимов при проектировании сварочного оборудования и оснастки и таким образом повысить качество сварных соединений.
Формула изобретения
I. Способ фиксации деталей при
сварке стыковых соединений, при
«7 -
О
Е.Папп
0,20, I
Составитель М,Буянов Техред И.Попович
котором к деталям по изотермы потери металлом упругих свойств прикладывают нагрузку, о т л и ч а ki- щ и и с я тем, что, с целью снижения остаточных деформаций деталей, нагрузку прикладывают в направлении, параллельном плоскости стыка в зоне, где указанная изотерма достигает максимальной ширины.
2. Способ ПОП.1, отличающийся тем, что расстояние от стыка до точки приложения нагрузки определяют по формуле
(2§г-2 Тт-/)/ 00,
,,AT,
5
0
5
0
где ITJ. - расстояние от стыка до
точки приложения нагрузки, см,а - коэффициент температуропроводности, , b - коэффициент температуроотдачи, с ;
V - продольнаяфункция третьего рода;
погонная энергия, кал/с; толщина свариваемых деталей, см;
объемная теплоемкость, кал/см.град}
-скорость сварки, CM/cj
-коэффициент поверхностной теплоотдачи, ..;
-температура, при которой металл свариваемых деталей теряет упругие свойства,С.
ВSVc6-
аг 0.8 го
I
Корректор А.Обручар
Заказ 6793/13Тираж 1001Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4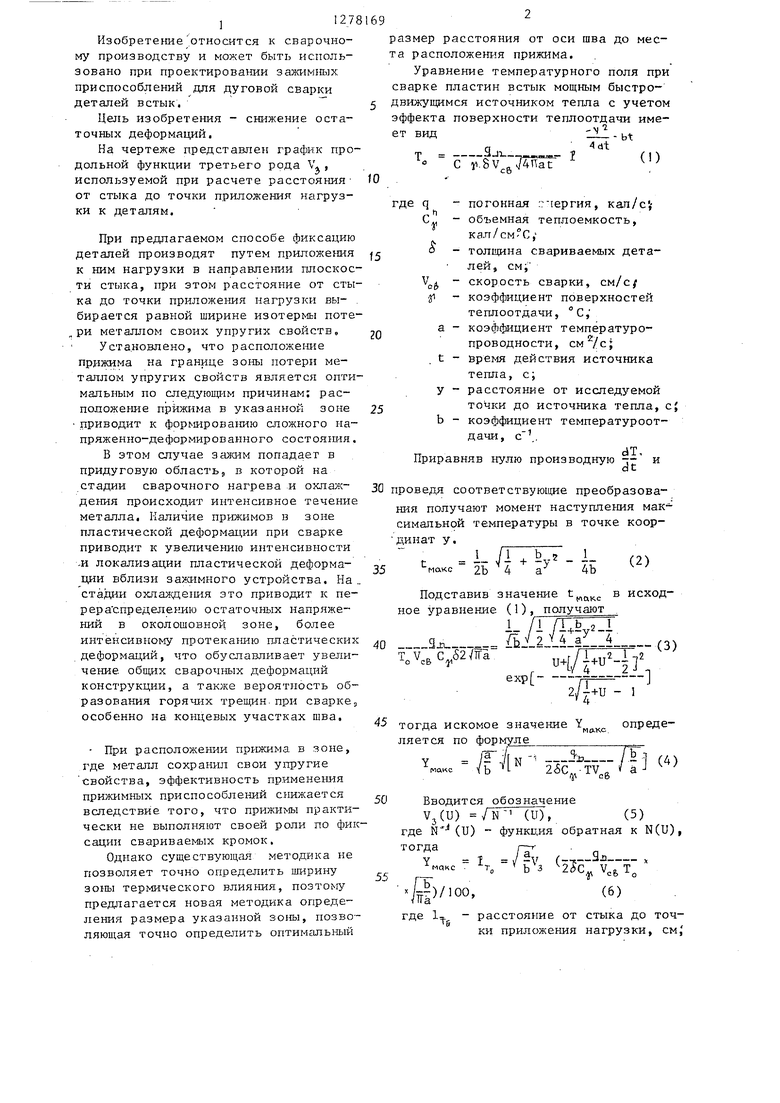

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ дуговой сварки стыковыхСОЕдиНЕНий | 1978 |
|
SU818785A1 |
| Способ дуговой сварки стыковых соединений | 1981 |
|
SU1039666A1 |
| Способ изготовления сварных конструкций | 1983 |
|
SU1127726A1 |
| Устройство для дуговой сварки деталей встык | 1979 |
|
SU859075A1 |
| Способ изготовления сварных конструкций | 1980 |
|
SU925593A1 |
| Способ регулирования термического цикла при электрошлаковой сварке | 1980 |
|
SU919836A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ КОЛЬЦЕВЫХ СТЫКОВ ТОНКОСТЕННЫХ ОБОЛОЧЕК | 2008 |
|
RU2393946C2 |
| Способ электронно-лучевой сварки стыковых соединений | 2019 |
|
RU2701262C1 |
| Способ многопроходной сварки | 1976 |
|
SU740429A1 |
| СПОСОБ МНОГОДУГОВОЙ СВАРКИ ЛИСТОВЫХ СВАРНЫХ ЗАГОТОВОК | 2011 |
|
RU2497644C2 |
Изобретение относится к сварочному производству и может быть использовано при проектировании зажимных приспособлений для дуговой сварки металлов встык. Целью изобретения является снижение остаточных деформаций. Расстояние от стыка до прижи- мов, фиксирующих детали при сварке, оказывает большое влияние на величину остаточных деформаций. По данному способу прижимы, передающие усилия прижима на детали, располагают с обеих сторон от стыка на расстоянии, соответствующем максимальной ширине изотермы потери свариваемых йеташюм упругих свойств. Направление прикладываемого усилия параллельно плоскости стыка. Ширину указанной изотермы рассчитывают по формуле в зависимости от погонной энергии сварки и теплофизических свойств свариваемого металла. 1 з.п. , 1 ил. fi $ О) to -vj 00 О5 со
| Николаев Г,А | |||
| и др | |||
| Сварные конструкции | |||
| Технология изготовления | |||
| Автоматизация производства и проектирования сварных конструкций | |||
| - М. | |||
| Высшая школа, 1983, с | |||
| Ребристый каток | 1922 |
|
SU121A1 |
| Прибор для нагревания перетягиваемых бандажей подвижного состава | 1917 |
|
SU15A1 |
| Способ дуговой сварки стыковыхСОЕдиНЕНий | 1978 |
|
SU818785A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
