Фиг. 1
выполнен с натягом относительно посадочного диаметра детали. Место крепления 5 упругих пластин 4 равноудалено от центра оправки. Крепление упругих пластин 4 в корпусе происходит при помощи клиньев в опоры, вставленные в предварительно расточенные отверстия 8, равноудаленные от центра оправки. В производстве крепление упругих пластин 4 может быть различной конструкции, например болтовое, или при помощи клея. Для полного контакта упругих пластин 4 с плоскостями 9 прорезей 2 и предотвращения изгиба пластин 4 в противоположную сторону оси отверстий 8 смещены на 1/2 толщины пластин 4. Для более полного контакта с деталью на зажимных
упругих пластинах выполнен вырез на образующих диаметра пластин. Ширина упругих пластин 4 выполнена меньше ширины диска корпуса для получения направляющей части при установке детали. Оправка устанавливается в вертикальное положение. Обрабатываемая деталь надевается на направляющую часть. При упоре в переходную зону центрирующих лепестков прикладывается осевая и вращательная нагрузка и в результате создавшегося трения центрирующие лепестки изгибаются, позволяя надеть деталь на оправку. Для окончательного центрирования деталь поворачивают на оправке в обратном направлении. 4 ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| Разжимная оправка | 1990 |
|
SU1775233A1 |
| Зажимной патрон | 1990 |
|
SU1775234A1 |
| РАЗЖИМНАЯ ОПРАВКА | 1992 |
|
RU2030257C1 |
| Оправка | 1988 |
|
SU1690964A1 |
| ЗАЖИМНОЕ УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ДИСКОВ ПИЛ | 2006 |
|
RU2295425C1 |
| Устройство для закрепления нежестких деталей | 1984 |
|
SU1180170A1 |
| Разжимная оправка | 1988 |
|
SU1516248A1 |
| Раздвижная оправка | 1981 |
|
SU956168A1 |
| Приспособление для закрепления плунжера при обработке | 2017 |
|
RU2698119C1 |
| Разжимная оправка | 1981 |
|
SU986630A1 |
Использование: в металлообработке для закрепления и центрирования деталей. Сущность изобретения: в диске корпуса выполнены прорези 2, разделяющие диск корпуса на направляющие лепестки 3. Наружный диаметр направляющих лепестков 3 выполнен с зазором, относительно посадочного диаметра детали. В прорези 2 диска вставляются упругие пластины 4, выполняющие функции центрифугирующих лепестков. Наружный диаметр пластин 4 ю
Изобретение относится к области металлообработки и может быть использовано при центрировании и закреплении деталей.
Целью изобретения является повыше- ние долговечности оправки.
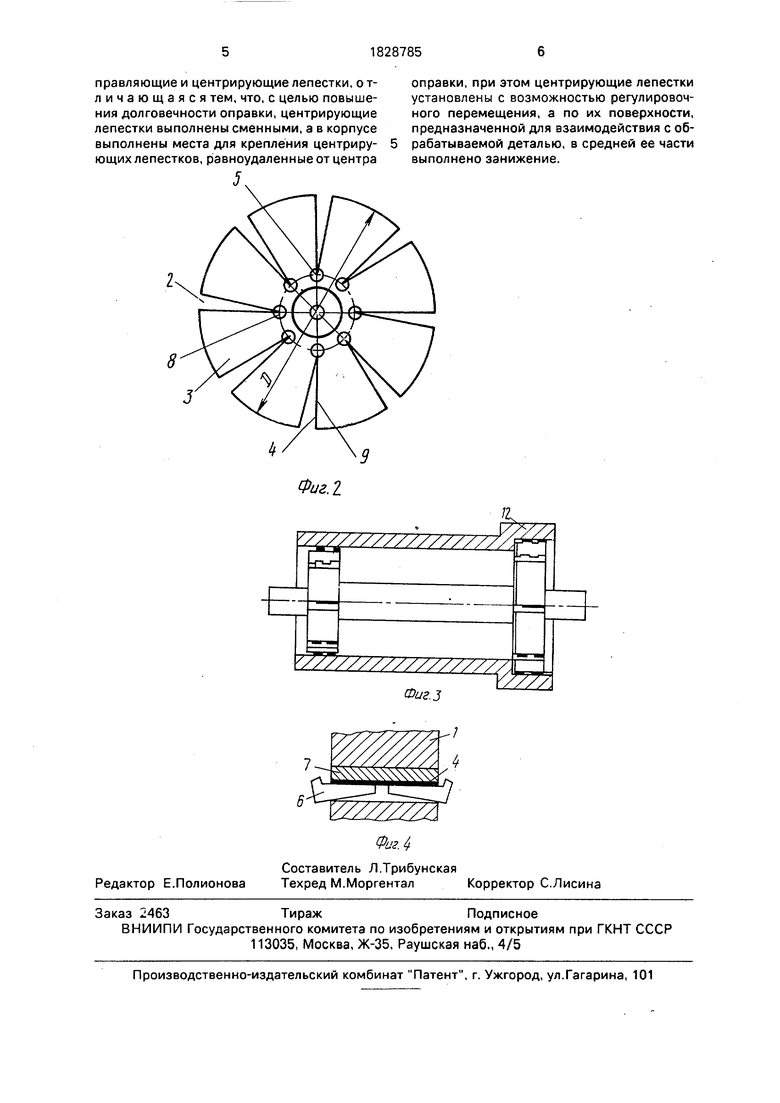
На фиг.1 показан общий вид оправки; на фиг.2 - зажимной элемент; на фиг.З - оправка, спроектированная для центрирования и зажима деталей с двумя различны- ми посадочными диаметрами; на фиг.4 - место крепления упругих центрирующих лепестков в корпусе оправки.
Оправка содержит корпус 1 с диском, в котором выполнены прорези 2, разделяю- щие диск корпуса 1 на направляющие лепестки 3, наружный диаметр D которых выполнен с зазором относительно посадочного диаметра детали. В прорези 2 вставляются упругие пластины 4, выполняющие функции центрирующих лепестков, наружный диаметр DIX которых выполнен с натягом относительно посадочного диаметра детали. Место крепления 5 упругих пластин 4 равноудалено от центра оправки. Для при- мера, на фиг.4 показано крепление упругих пластин 4 в корпусе 1 при помощи клиньев 6 и опоры 7, вставленные в предварительно расточенные отверстия 8, равноудаленные от центра оправки. В производстве крепле- ние упругих пластин 4 может быть различной конструкции, как например, болтовое или при помощи клея. Для полного контакта упругих пластин 4 с плоскостями 9 прорезей 2 и предотвращения изгиба пластин 4 в про- тивоположную сторону оси отверстий 8 смещены на 1/2 толщины пластин 4. Для более полного контакта с деталью в зажимных упругих пластинах выполнен вырез 10 на
образующих диаметра пластин. Ширина упругих пластин 4 выполнена меньше ширины диска корпуса 1 для получения направляющей части 11 при установке детали 12.
Оправка работает следующим образом. Оправка устанавливается в вертикальное положение. Обрабатываемая деталь 12 одевается на направляющую часть l|. При упоре в переходную зону центрирующих лепестков прикладывается осевая и вращательная нагрузка и в результате создавшегося трения центрирующие лепестки изгибаются, позволяя одеть деталь 12 на оправку. Для окончательного центрирования деталь поворачивают на оправке в обратном направлении. Упругие центрирующие пластины 4, вращаясь в исходное положение, обеспечивают натяг по посадочной поверхности детали, центрируют и зажимают деталь путем заклинивания ее.
При обработке детали усилие резания стремится вращать деталь в противоположную сторону вращения оправки и за счет этого усилия деталь заклинивается на оправке, обеспечивая жесткое ее крепление и центрирование. Для центрирования и зажима деталей с двумя различными посадочными диаметрами используется оправка, изображенная на фиг.З.
При износе поверхностей центрирующие лепестки передвигаются, регулируется их настрой на диаметр DI, шлифуется и оправка может быть использована многократно.
Формула изобретения Разжимная оправка, содержащая корпус и зажимной элемент в виде диска с v-образными прорезями, образующими направляющие и центрирующие лепестки, отличающаяся тем, что, с целью повышения долговечности оправки, центрирующие лепестки выполнены сменными, а в корпусе выполнены места для крепления центрирующих лепестков, равноудаленные от центра
8
//////////////////..,,
У/77Я
Фигз
V/Z////ZA
Фиг 4
оправки, при этом центрирующие лепестки установлены с возможностью регулировочного перемещения, а по их поверхности, предназначенной для взаимодействия с обрабатываемой деталью, в средней ее части выполнено занижение.
7
| Разжимная оправка | 1990 |
|
SU1775233A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
