Известны станки для гибки труб с одновременной осадкой и нагревом ТВЧ, включающие станину, установленные на ней опорные ролики, гибочную головку с поворотным зажимом, механизм продольной подачи заготовки с зажимом и механизм обратного хода.
Предлагаемый станок отличается от известных тем, что он снабжен торцовыми упорами, один из которых прикреплен к зажиму продольной подачи, а другой - к гибочной головке. Поворотный зажим гибочной головки выполнен в виде ползушки с крышкой, имеющей возможность качания вокруг оси, смонтированной в корпусе ползушки с помощью шариирно-рычажного механизма, нриводимого в движение цилиндром, и фиксируемой в требуемом положении эксцентриком, а механизм продольной подачи снабжен устройством для удаления изогнутой трубы из гибочной головки, выполненным в виде системы рычагов, снабженных регулируемыми но диаметру трубы упорами и приводимыми в движение цилиндром.
Такое выполнение станка позволяет предотвратить деформирование трубы зажимами и быстро устанавливать и снимать трубу с гибочной головки.
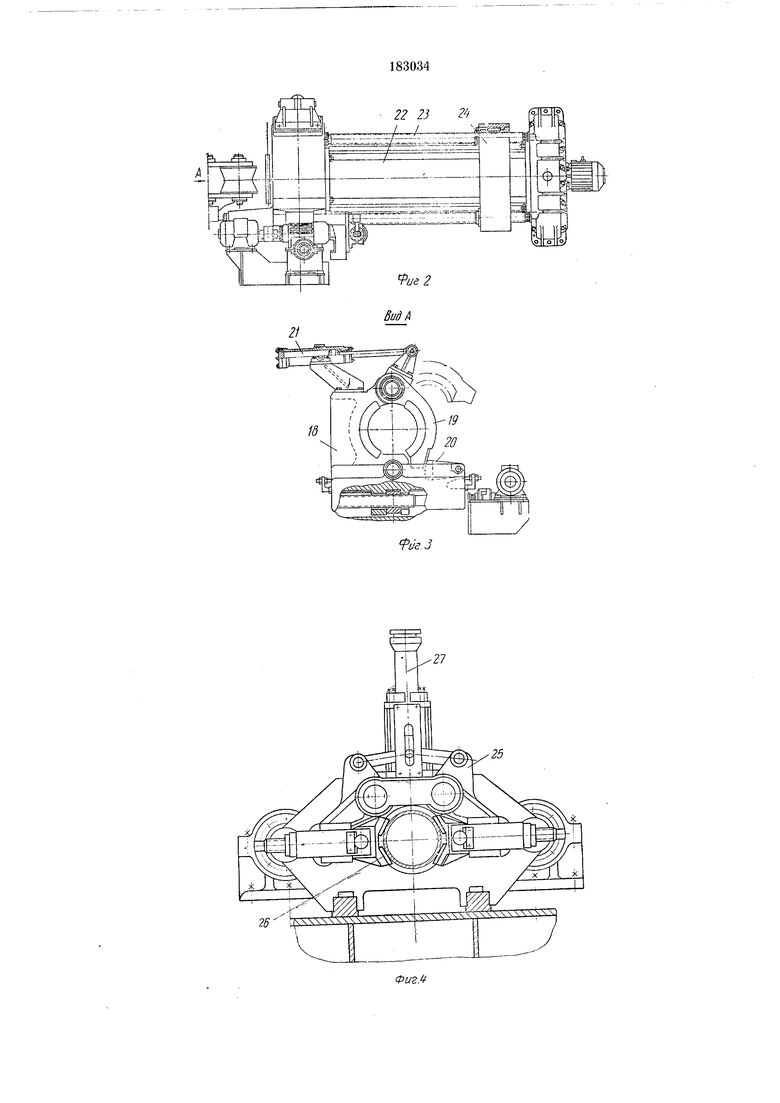
фиг. 4 - устройство для выдачи изогнутой трубы.
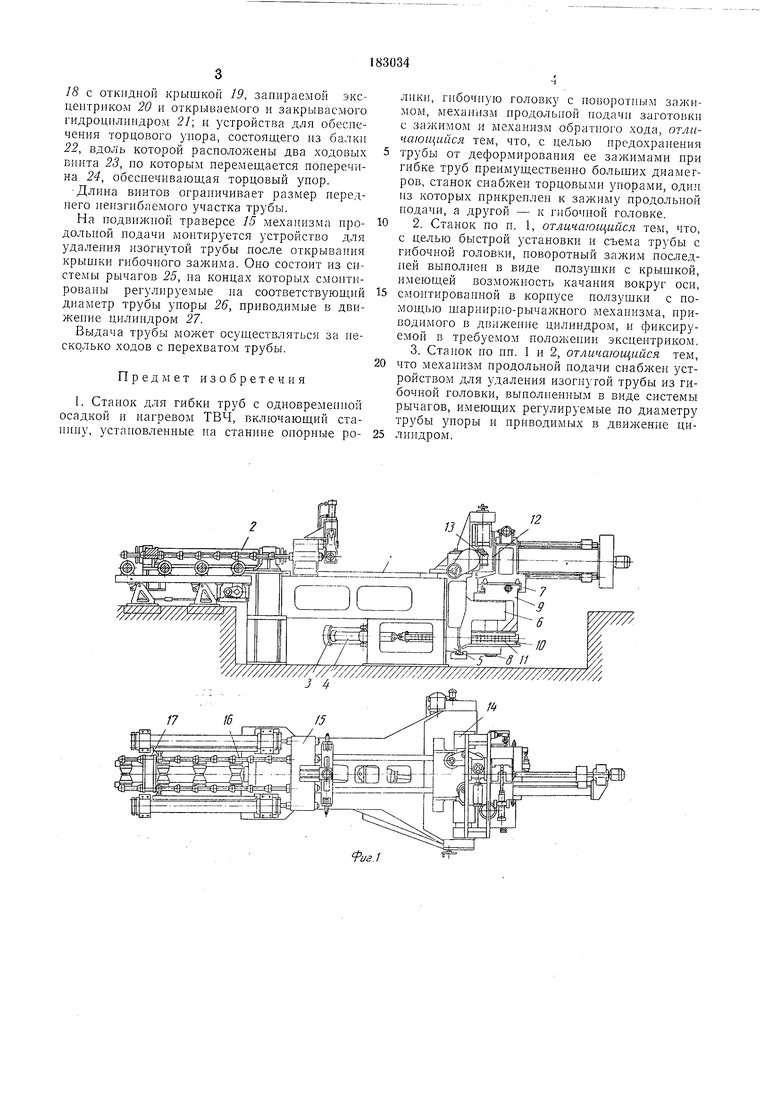
Станок состоит из станины / с установленными на ней цилиндром продольной подачи 2,
тормозным цилиндром 3 и цилиндром холостого хода 4. В головной части станины имеются направляющие 5, но которым при изменении радиуса гибки перемещается основание 6 гибочной головкн 7. В этом основании имеется
ось 8, вокруг которой поворачивается водило 9.
В нижней части водила расположен сектор 10, на котором установлены цепи //, идущие к тормозному цилиндру 3 и цилиндру холостого хода 4.
Для восприятия реакции от изгибающего трубу момента и для направления трубы при укладке, съеме и в процессе гибки в головной части станина вблизи индуктора 12 имеются опорные ролики 13, расположенные на двух нолзушках М, движение которых синхронизировано ходовыми винтами (на чертеже не показаны).
Цилиндры продольной подачи 2 перемендают подвижную траверсу 15 с тягами 16, имеющими соответствуюш,ие выступы дли установки упора /7 по длине трубы.
18 с откидной крышкой 19, запираемой эксцентриком 20 и открываемого и закрываемого гидроцилындром 21; и устройства для обеспечения торцового Зпора, состоящего из балкн 22, вдоль которой расположены два ходовых винта 23, по которым перемещается поперечина 24, обеспечивающая торцовый упор.
Длнна винтов ограничивает размер переднего неизгибаемого участка трубы.
На подвижной траверсе 15 механизма нродольной подачи монтируется устройство для удаления изогнутой трубы после открывания крышки гибочного зажима. Оно еостоит из снсте1мы рычагов 25, па концах которых смонтированы регулируемые на соответствующий диаметр трубы упоры 26, приводимые в движение цилиндром 27.
Выдача трубы может осуществляться за песколько ходов с перехватом трубы.
Предмет изобретения
I. Стапок для гибки труб с одновременной осадкой и нагревом ТВЧ, включающий станину, установленные на етаниие опорные ролики, гиоочиую головку с новоротным зажимом, механизм продольной нодачп заготовки с зажимо.м и механизм обратного хода, отличающийся тем, что, с целью предохранения трубы от деформирования ее зажимами при гибке труб преимущественно больщих диаметров, станок снабжен торцовыми упорами, один из которых прикреплеп к зажиму продольной иодачи, а другой - к гибочной головке.
2. Станок но н. 1, отличающийся тем, что, с целью быстрой установки и съема трубы с гибочной головки, новоротный зажим последпей выполнен в виде ползушки с крыщкой, имеющей возмол иость качания вокруг оси,
смонтированной в корпусе иолзущки с помощью щарнирио-рычажного механизма, приводимого в движение цилиндром, н фиксируемой в требуемом ноложеиии эксцеитриком. 3. Станок по пп. 1 и 2, отличающийся тем,
что механизм продольной подачи снабжен устройством для удаления изогнутой трубы из гибочной головки, выполненным в виде системы рычагов, имеющих регулируемые по диаметру трубы уноры и приводимых в цилиндром.
| название | год | авторы | номер документа |
|---|---|---|---|
| Трубогибочный станок с индукционным нагревом | 1976 |
|
SU676354A2 |
| Головка гибочная трубогибочного станка | 1978 |
|
SU772648A1 |
| Станок для гибки труб с одновременной осадкой и нагревом твч | 1972 |
|
SU467555A1 |
| УСТРОЙСТВО ДЛЯ ГИБКИ С РАСТЯЖЕНИЕМ ВОЛНООБРАЗНЬ1Х ИЗДЕЛИЙ | 1970 |
|
SU265057A1 |
| ПОЛУАВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ГИБКИ ЭЛЕМЕНТОВЗМЕЕВИКОВ | 1971 |
|
SU295590A1 |
| Станок для гибки труб | 1983 |
|
SU1171144A1 |
| СТАНОК ДЛЯ ГИБКИ ИЗДЕЛИЙПРОКАТА | 1971 |
|
SU320326A1 |
| ТРУБОГИБОЧНЫЙ СТАНОК_,-..-л.. -г^.ц4Я бСЬОч,-.->&-^^_ ., р|Иьй1ЙО'Т11'>&:^ - "-^"iш^ •Jstsu" ^"•'•- - _ i bvi &,• •' -' | 1973 |
|
SU368902A1 |
| Полуавтоматический станок для многоплоскостной гибки труб | 1972 |
|
SU548336A1 |
| Станок для изготовления змеевиков | 1980 |
|
SU863072A1 |