Известны гидравлические прессы, включающие станину, в которую вмонтированы вертикальный гидравлический прессущий цилиндр и горизонтальные гидравлические цилиндры, формующие изделие.
Описываемый пресс снабжен механизмом автоматической подачи оправки п рабочую зону и удаления изделия из рабочей зоны пресса и магазииом для храпения оправок; механизм автоматической подачи оправки и удаления изделия выполнен в виде винта с маточной гайкой и захватом, а магазин для хранения оправок - в виде барабана с нродольными Т-образными ребрами, на которые надеваются оправки.
Такая конструкция пресса позволяет повысить производительность и к. п. д. пресса.
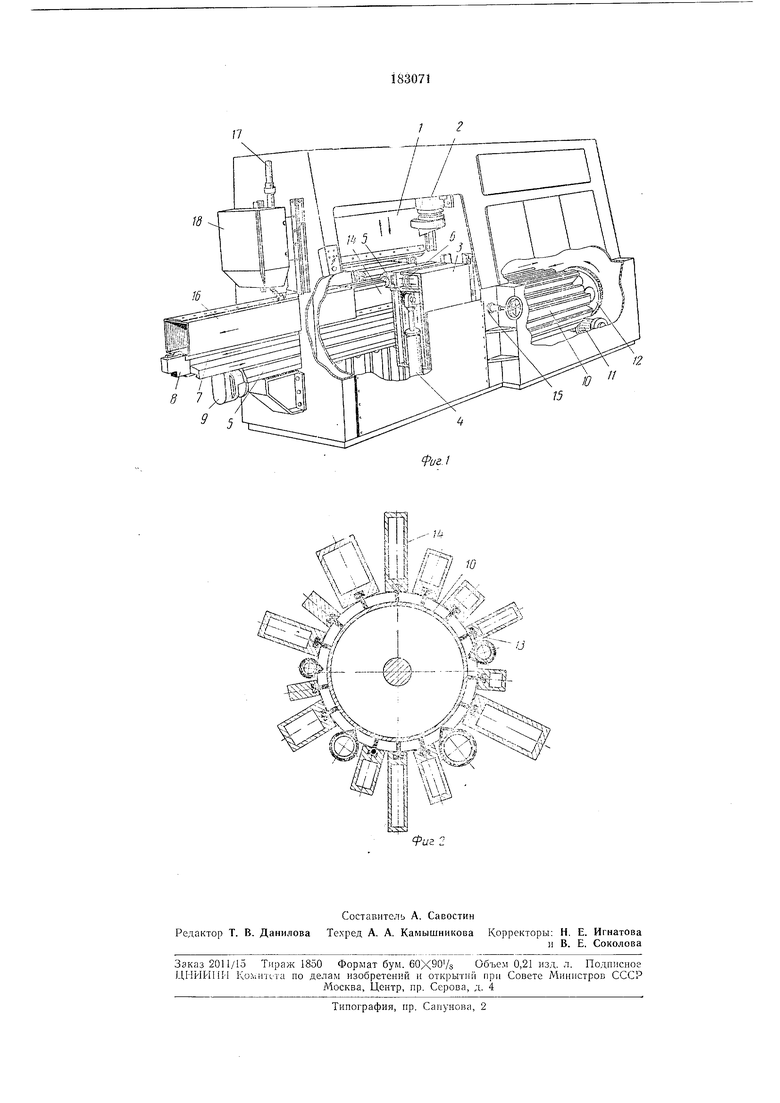
На фиг. 1 показан описываемый пресс; на фиг. 2 - схема барабана для хранения оправок.
Пресс предназначен для изготовления труб коробчатого сечения из листовых заготовок.
Основными узлами пресса являются прижимной ползун /, перемещаемый гидроцилиндрами 2; столы 3, перемещаемые вертикальными гидроцилиндрами 4; формующий механизм, выполненный в виде плит 5, перемещаемых горизонтальными гидроцилиндрами 6; механизм автоматической подачи оправки и удаления изделия, выполненный в виде штанги 7
с захватом 8, перемещаемой за маточную гайку ходовым винтом, вращаемым гидродвигателем 9; механизм для хранения оправок, выполненный в виде барабана 10, вращаемого электродвигателем 11 через редуктор 12. Барабан имеет нродольные Т-образные ребра 13, на которые надеваются оправки 14. Пресс работает следующим образом. Заготовка подается на столы 3 пресса при
нахождении их в нижнем положении. На столах имеются передвижные упоры, обеспечивающие возмо кность гибки без разметки.
Нужная оправка 14 подается с барабана 10 на заготовку и фиксируется там тисками /5 с
приводом. Затем ползун 1 прижимает ее к заготовке. Последняя огибается по оправке движением столов 3 вверх. Ползун У отводится в верхнее положение, а плиты 5 гидроцилиндрами 6 прижимаются в заготовке, производя
формовку верхней части трубы 16. Ползун вновь опускается, производя поджатие кромок листа для нахлестнутого шва, и отводится вверх. Труба постепенно стаскивается с оправки 14 н тангой 7, одновременно гидроцилиндром 17 к трубе подводятся контакты сварочного устройства 18, и производится сварка. По окончании сварки цикл повторяется.
прессующие цилиндры вертикального исполнения и формующий механизм в виде горизонтальных цилиндров, отличающийся тем, что, с целью повышения при тех же параметрах производительности и к. п. д., он снабжен механизмом автоматической подачи оправки в рабочую зону пресса и удаления изделия из рабочей зоны пресса и магазином для хранения оправок.
2.Пресс по п. 1, отличающийся тем, что механизм автоматической подачи оправки и удаления изделия выполнен в виде винта с маточной гайкой и захватом.
3.Пресс но пп. 1 и 2, отличающийся тем, что механизм для хранения оиравок выполнен в виде барабана с продольными Т-образными ребрами, на которые надеваются оправки.
| название | год | авторы | номер документа |
|---|---|---|---|
| МЕХАНИЗМ ДЛЯ АВТОМАТИЧЕСКОЙ СМЕНЫ ИНСТРУМЕНТА | 1973 |
|
SU388869A1 |
| Многопозиционный станок | 1980 |
|
SU891341A1 |
| Установка для гидростатическогопРЕССОВАНия пОлыХ издЕлий | 1979 |
|
SU841761A1 |
| Механизм смены оправок трубопрокат-НОгО CTAHA | 1979 |
|
SU831241A1 |
| МЕХАНИЗМ ДЛЯ СМЕНЫ ОПРАВОК НА АВТОМАТИЧЕСКОМ ТРУВОПРОКАТНОЛ^ СТАНЕ | 1962 |
|
SU151280A1 |
| Металлорежущий станок | 1983 |
|
SU1135592A1 |
| МЕХАНИЧЕСКИЙ ПРЕСС | 1973 |
|
SU389959A1 |
| ВОЛОЧИЛЬНЫЙ СТАН для ВОЛОЧЕНИЯ ТРУБ НА ДЛИННОЙ ОПРАВКЕ | 1970 |
|
SU280417A1 |
| АГРЕГАТ ДЛЯ НАВИВКИ ПРУЖИН | 1993 |
|
RU2057611C1 |
| Автомат для изготовления спиральных изделий | 1981 |
|
SU1026909A1 |
, Ч.
Й2
i;B.a- ША-U-.;,
- .
rv ьa ff -:l:Atl xлs
V|,
- / W-if/ , fK 4-T-U
// ;hC
.л , /X ,ф/