1
Изобретение относится к области орессостроения.
Из вестен механический лреос, оодержавдий устаиоШленный в наиравлявдщих ставимы ползун, кинематичеоки связанный с приводам, поворотный стол для размещения затото1В01К, а также механизм затрузки и .вылрузкк изделий, вьвполненый в Виде клещевых захватов с губками и индивидуальными приводами, и механизм раскрытия .
Недостатками известного пресса являются громоздкость и сло-жиасть .выполнения привода клещевых зах)ватов, а также длительность процесса затрузки и выгрузки изделий из рабочей зоны.
С целью повышения проивводительности предлагаемый механический преос снабжен подвижной траверсой, установленной на смонтированных на станине колоннах, а привод клещевых захватов выполнен в виде расположенного на траверсе силового цилиндра, шток поршня которого связан с механизмом раскрытия губок, а корпус - шарнирно со штоком лоршнд доиолиительного цилиндра, расположенного на TpaiBepce перпенди1куляр«о силоеому цилиндру.
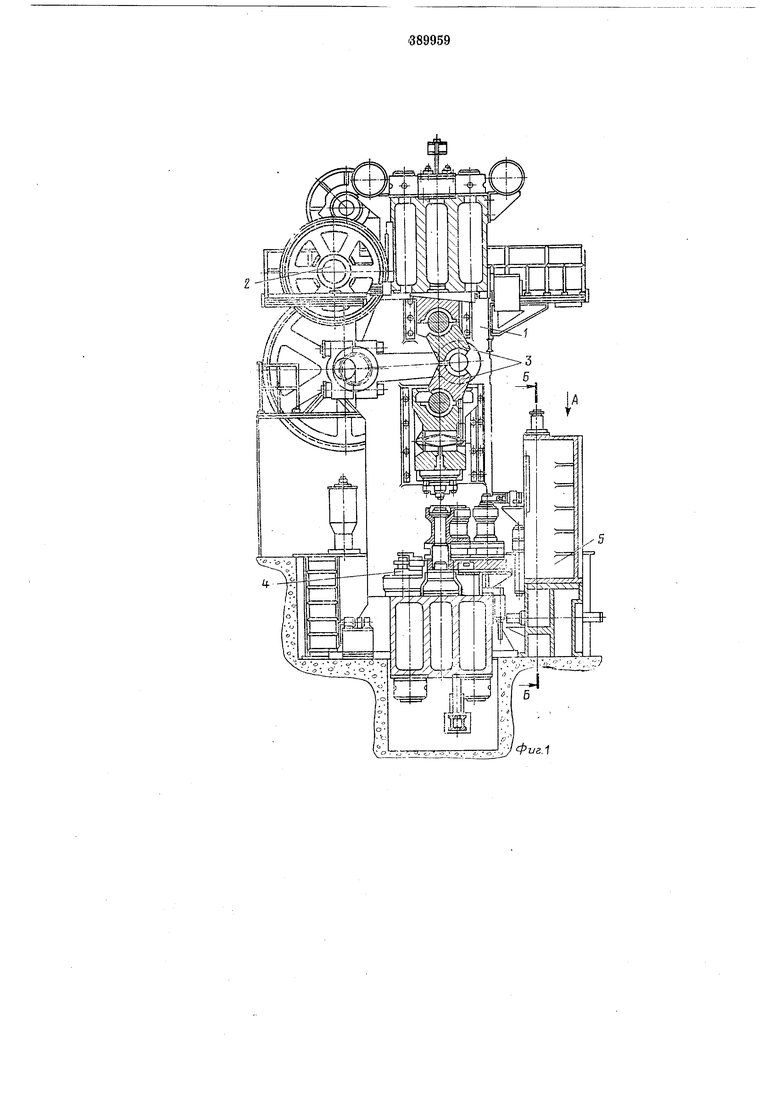
На фиг. 1 показан предлагаемый шроцесс.иродольный разрез; на фнг. 2 - вид механизма загрузки загото(во« и съема готовых изделий (вид ПО стрелке Л на фиг. 1); на фиг. 3 - разрез по
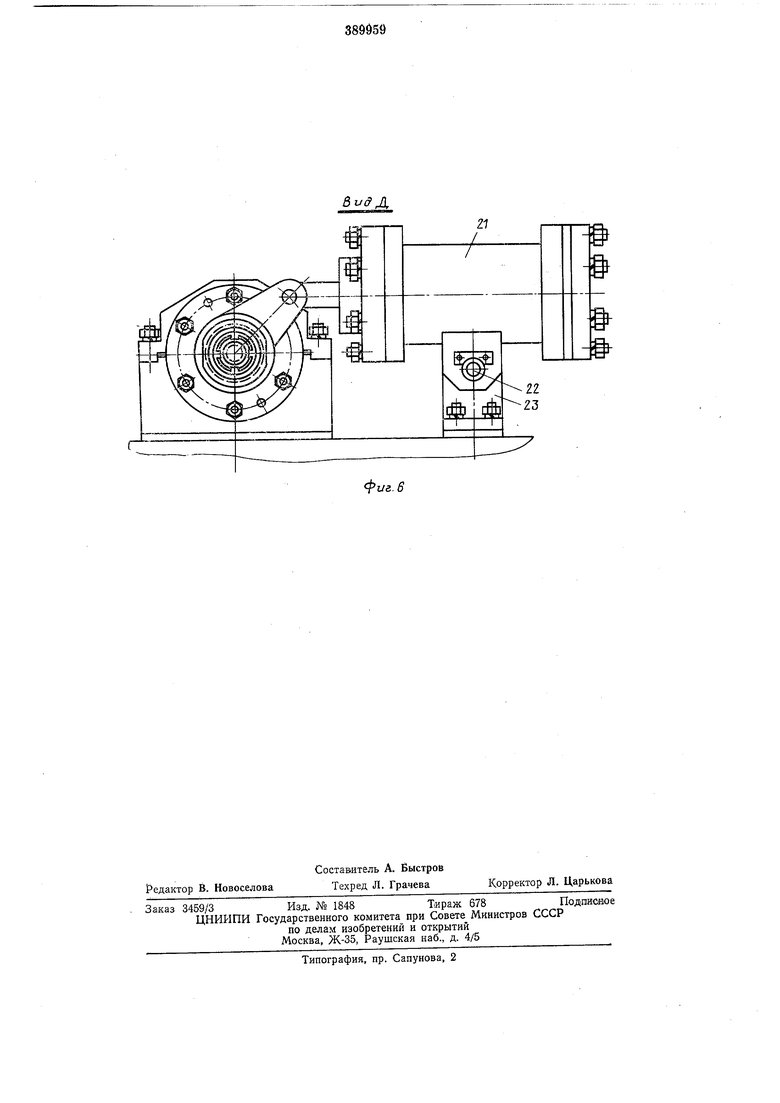
Б-Б на фиг. 1; на фиг. 4-разрез по В-В на фиг. 3; на фиг. 5 - разрез по Г-Г на фиг. 3; на фиг. 6 - вид по стрелке Д на фиг. 3.
Преос состоит из станины / рамной формы, привода 2 д вижения ползуна, коленно-рычажного механизма с ползуном 3 позиционного ловоротного стола с приводом 4 и механизма 5 загрузки заготовок и выгрузки изделий.
Механизм загрузки заготовок и вьгпрузки изделий содержит два клещевых захвата, один из которых служит для загрузки заготовок в инструментальные стойки, а второй для съема готовых изделий . В станине 6 на подшипниках смонтированы две колонны 7, по щлицевой части которых могут перемещаться травер1сы 8, соединенные со щтоками гидроцилиндров 9, установленных в кронштейнах 10, жестко соединенных с колоннами 7. На нижнем конце колонн смонтиро1ваны щестерни //, входящие в зацепление с рейками-штоками /2 гидроцилиндров }3. На траверсах 8 смонтированы клещевые захваты 14, кронштейны
15которых жестко соединены с цилиндрами
16привода клещевых захватов. Цилиндры 16 привода клещевых захватов смонтированы в лодшилниках 17, установленных в корпусах 18, жестко соединенных с Т раверсами 8. На Х1востовой части цилиндров 16 жестко смонтированы рычаги 19, щарнирно соединенные со щтоками 20 цилиндров 21. Цилиндр 21 может «ачаться в вертикальной плоскости вокруг оси 22, знКреПленной в корпусе 23, жестко соедишспиого с траверсой 8. Над, цилиндром 16 привода клещевых захватов механизма загрузки заготовок в кронштейне вертикально смонтирован цилиндр 24 досыл ки заготовок.
Предлагаемый пресс работает следующим образом.
В исходном положении ползун Находится в верхней точке, позицион«ый поворотный стол зафиксирован в одной из позиций, клещевые захваты 14 механизма за;грузки заготовки разжаты и ориенти1рова«ы для приема горизонтальной заготовки, клещевые захваты механизма вытрузки разжаты и ориентированы для приема вертикального изделия.
При нажатии кнопки «цикл включается привод 2 движения ползуна, и ползун пресса соверщает полный двойной ход. Одновременно с началом движения иолзуна включается в работу механизм загрузки заготовок. Подается воздух в полость а цилиндра 16, клещевые зах1ваты 14 зажимают заготовку, после этого подается команда на подачу масла во внещтоковую поласть дидиндра. Я и траверса поднимается вверх. В конце подъема траверсы подается команда «а пйдачу воздуха во внещтоковую полость цилиндра 21, и его щток 20 через рычаг 19 поворачивает цилиндр 16 вместе с клещевыми захватами, разворачивая заготовку в вертикальное положение. В конце хода .подается команда на подачу масла во внещтоковую лолость цилиндра 13, рейкащток 12 движется вперед и через щестерню 11 поворачивает колонны 7 вместе с траверсой, в зону загрузки..
В конце-поворота колоняы траверса упирается в направляющее ребро станины 6, и подается комаяда на подачу масла в штоковую полость цилиндра 9. Траверса S /вместе с заготовкой, зажатой в клещевых захватах У4, опускается, и заготовка входит IB матрицу инструментальной стойки.
В конце хода траверсы вниз подается команда на подачу воздуха в полость б цилиндра 16, клещевые- захваты разжимаются, и дается команда на подачу войдуха во виещтоковую полость цилипдр а 24 досылки его щток движется ениз, окончательно досылая заготовку в матрицу. После окончания хода цилиндра 24 вниз подается команда на подачу воздуха в щтоковую полость цилиндра 13. Рейка-шток 2 движется назад и через щестерню // поворачивает колонну с траверсой, выводя клещевые зах)ваты 14 из зоны загрузки. После окон.чания поворота колонны подается команда на подачу воздуха в щтоковую полость цилиндра 21, его шток 20 движется назад и через рычаг 19 поворачивает цилиндр 16 вместе с клещевыми, захватами 14 на 90°. Цикл работы механизма з.агрузки заканчивается.
Работа механизма в.ыгрузки изделий аналогична работе механизма загрузки заготовок: захват изделия клещевыми захватами 14, ход траверсы 8 вверх-.извлечение-изделия из матрицы, поворот колонны 7 с траверсой 8 - вывод механизма из зоны выгрузки, поворот клещевых захватов 14 с изделием на 90°, опускание траверсы 8 с изделием, разжим клещевых захватов 14, поворот клещевых захватов 14 на 90°,.поворот колонны вместе с траверсой в зону выгрузки, т. е. в исходное положение.
После возвращения IB исходное положение мех.анизмов загрузки заготовок и выпрузки изделия подается команда на поворот позиционного поворотного стола н.а одну позицию.
Цикл работы пресса закончен.
Предмет изобретения
Механический пресс, содержащий установленный в натравляющих станины ползун, кинематически связанный с приводом, поворотный стол для размещения заготовок, а также механизм загруэки и ;выгрузки изделий, выполненный в виде клещевых захватов с губка-мй и йн;дивидуальными приводами, и механизм раскрытия губок, отличающийся тем, что, с целью П01вышения производительности, он снабжен подвижной траверсой, установленной на смонтированных на станине колоннах, а привод клещевых захватов выполнен в виде расположенного на траверсе силового цилиндра, щток порщня которого связан с механизмом раскрытия губок, а корпус -щарнирно со щтоком порШНя дополнительного цилиндра, рааположенного «а траверсе перпендикулярно силовому цилиндру.
ile
Ж
т-г ;УФг/г.1
Фг/е i
7.:
6-5
Фиг. 3
. (.
.jfe.-jai,.
- ////y-
I
-jTTT- ;//-,-/, / / / / /
. risM ii Sv Slr :-|h7 ; z: : :; -1-
rj (-Гi -H
и --.-, -.ч;,ч;5Г.,д V j ;/P/---us ,, KssCTbsr: j ,. X ,.- ,У.у/У/, {/ ///- r. Д//х- : ч-.:../. т
t$l f ШШЙ
S2S h -МШщ/
Ж -m
;i 4 t-T--I . ,-.-T,-
bSSISrxXX tx:;.
лА
л X -.N X,,:.- - - , LJNT ---..йШ;Ш ,.L,,; I I ...iu, aI if -Щг)3
Фг/е 4 ,WS/;//-v I./.q I ZrZZZZ/2; S -sas: ;|K :rrr r:--±qr -rssEiss rM - ::--:t:3 SB-.,T7..rr7r gzzzdr- fe:
Фиг 5

| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматизированный комплекс для штамповки крупногабаритных деталей | 1985 |
|
SU1324725A1 |
| Автоматизированный комплекс для листовой штамповки | 1979 |
|
SU774722A1 |
| Устройство для подачи заготовок в зону обработки | 1981 |
|
SU1091968A1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ШТАМПОВАННЫХ ИЗДЕЛИЙ | 1989 |
|
SU1815872A1 |
| Автооператор | 1983 |
|
SU1144842A2 |
| ЛИНИЯ ШТАМПОВКИ ИЗДЕЛИЙ ИЗ ЦИЛИНДРИЧЕСКИХ РЕОЗАГОТОВОК | 2011 |
|
RU2481171C1 |
| Конвейерная линия для сборки изделий | 1975 |
|
SU729113A1 |
| ЛИТЬЕВОЙ АГРЕГАТ ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ФОРМОВЫХ ИЗДЕЛИЙ | 1969 |
|
SU233877A1 |
| Гибкий производственный модуль для листовой штамповки | 1988 |
|
SU1667994A1 |
| Манипулятор к ковочным вальцам | 1973 |
|
SU651885A1 |