Изобретение относится к получению разнородных нахлесточных соединений и может использоваться в машиностроении и в транспортной индустрии, а именно в конструкциях автомобильной, авиационной, железнодорожной и в других областях промышленности, где требуется получение трудно свариваемых материалов.
Известен способ получения разнородных деталей при помощи заклепок, которые позволяют соединять неподдающиеся сварке плавлением материалы. Патент (см. RU2006691C1, F16B19/08 «Заклепка и инструмент для ее постановки»).
Заклёпка - это деталь заклёпочного соединения выполнена в виде круглого стержня, с одной стороны имеющая закладную головку и образующуюся в процессе клёпки замыкающую головку.
Способ соединения заключается в том, что в предварительно подготовленные отверстия в деталях или листах вставляют заклёпки и расклёпывают их.
Наиболее близкой по технической сущности и достигаемому результату является технология получения сталеалюминиевых соединений STIR-LOCK, (см. Friction stir technology - recent developments in process variants and applications [Электронныйресурс] / Staines D.G., Thomas W.M., Kallee S.W. and Oakley P.J. - United Kingdom: TWI Ltd, 2006. - Режим доступа http://www.twi.co.uk/content/spwmtoct2006.html. - Загл. с экрана.). Соединение получают следующим образом. Вначале в более тугоплавкой пластине выполняют отверстия. Пластину закрепляют, и на нее сверху укладывают и закрепляют пластину из менее тугоплавкого и более пластичного металла (алюминиевый сплав). Затем вращающийся инструмент в виде цилиндра, установленный под углом 1-5° по отношению к вертикальной оси опускают к собранным деталям и внедряют в более пластичную из них на глубину 0,2-0,5 мм. При этом происходит нагрев и пластифицирование верхней детали, а инструмент перемещается вдоль отверстий углом вперед. При этом пластифицированный металл, перемещающийся над отверстием, заполняет их. Таким образом, образуется механическое соединение с заклепкой из тела более легкоплавкого металла.
Недостатком является то, что для снижения напряжений в цилиндрических заклепочных соединениях требуется увеличение их диаметра, а это приводит к росту требуемого объема пластифицированного металла.
Задачей изобретения является снижение напряжений в заклепочных соединениях без увеличения требуемого объема пластифицированного металла.
Сущность изобретения заключается в том, что способ изготовления нахлёсточных соединений, состоящих из разнородных материалов, характеризующийся выполнением отверстий в нижней более тугоплавкой детали, размещением и закреплением на ней детали из более пластичного металла, заглублением в эту деталь на 0,2-0,3 мм вращающегося цилиндрического инструмента, установленного под углом ϕ=1-5°, и перемещением его углом вперед, при этом отверстия выполнены в виде эллипса с большей осью, расположенной перпедикулярно действующему усилию.
Технический результат достигается тем, что в способе получения нахлёсточного соединения деталей из разнородных материалов, включающем выполнение в детали из более тугоплавкого материала, отверстий выполненых в виде эллипса с большей осью, расположенной перпендикулярно действующему уисилию.
Предлагаемый способ получения нахлёсточных соединений путём выполнения эллиптических заклёпок позволяет получить следующие преимущества:
- Снижаются напряжения в заклепочных соединениях без увеличения обьема пластифицированного металла, что повышает несущую способность нахлесточных заклепочных соединений.
Сущность изобретения поясняется чертежом, где на:
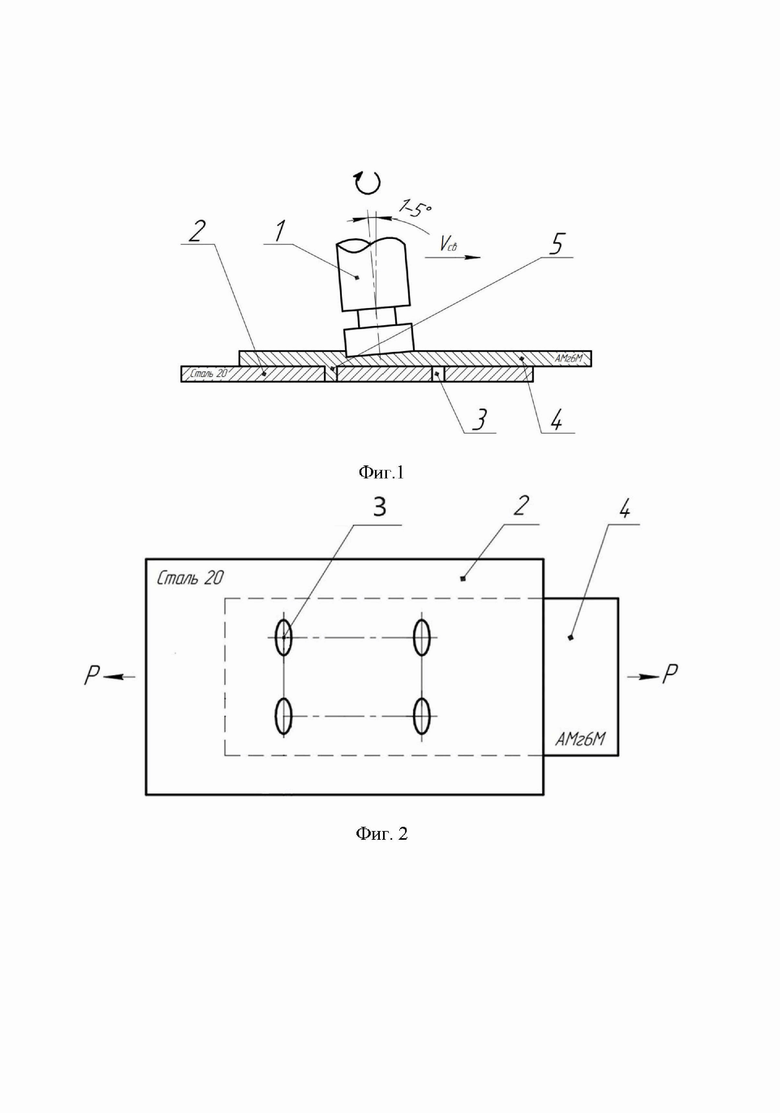
фиг. 1 - представлена схема процесса получения нахлесточного заклепочного соединения;
фиг. 2 - схема нагружения заклепочных соединений представленная с обратной стороны (стали 20) нахлесточного заклепочного соединения;
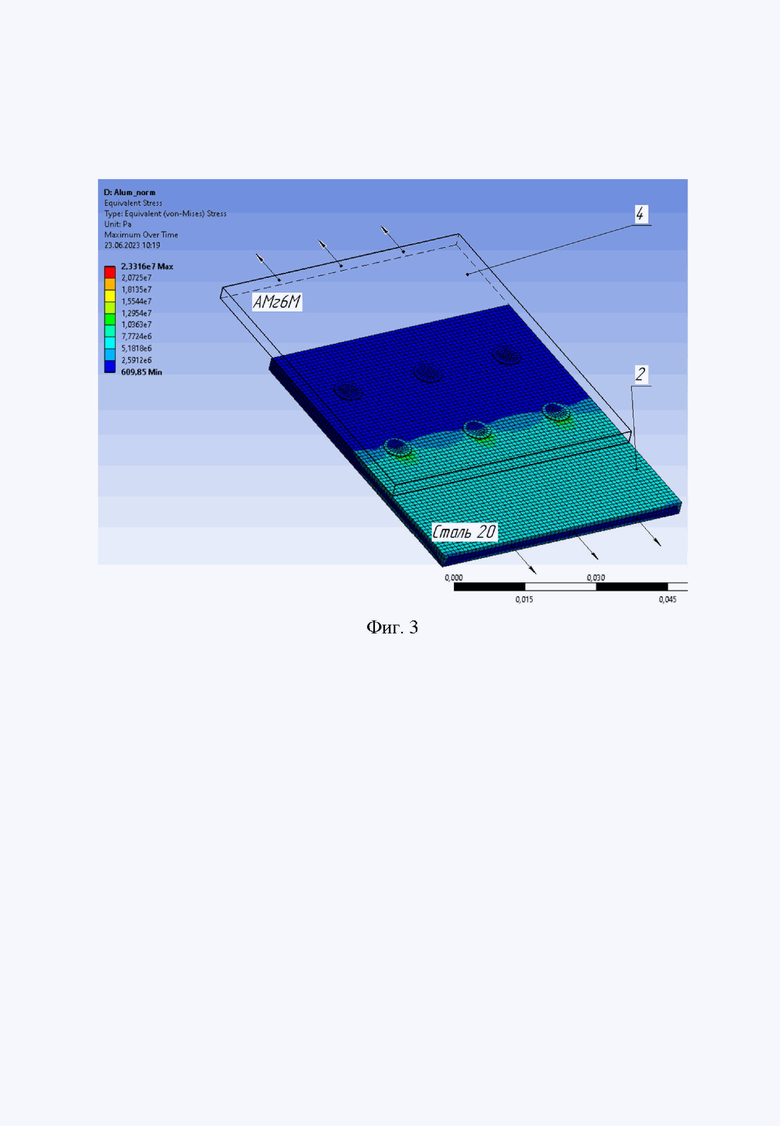
фиг. 3 - результаты расчета напряжений в нахлесточном соединении с цилиндрическими заклепками, который выполнен методом конечных элементов (МКЭ), σmax=24,1 МПа;
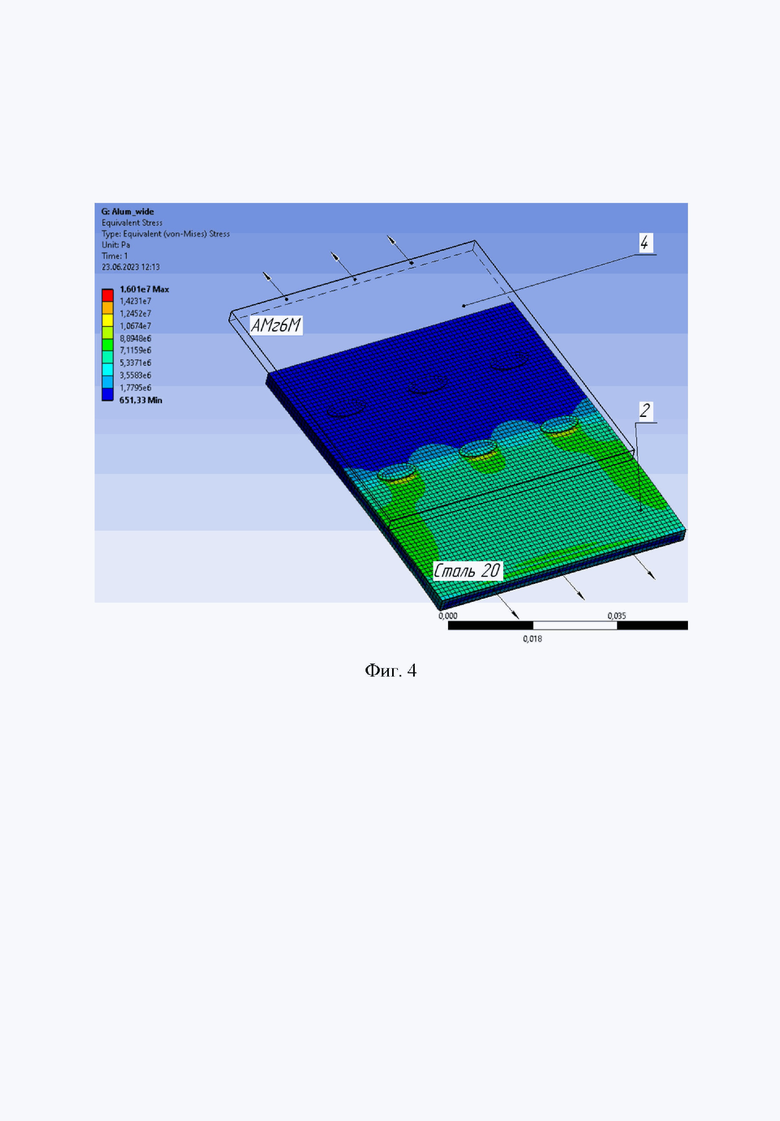
фиг. 4 - результаты расчета напряжений МКЭ в нахлесточном соединении с эллипсовидными заклепками, σmax=16,2 МПа.
Для осуществления способа используется цилиндрический инструмент с плоским торцом позиция 1, деталь из более тугоплавкого материала (сталь 20) 2 в качестве нижней пластины, в которой выполнены отверстия 3 и деталь из более легкоплавкого материала - алюминиевого сплава АМг6М 4 - верхняя пластина, а также полученные в результате осуществления способа заклепки из сплава АМг6М 5.
Способ изготовления нахлесточных соединений из разнородных материалов осуществляется следующим образом: отверстия 3 в нижней пластине 2 (более тугоплавкой детали) выполняют в виде эллипса с большей осью, расположенной перпендикулярно действующему усилию. Размещается и закрепляется на ней деталь из более пластичного металла 4. При сварке ось инструмента 1 наклонена на угол ϕ=1-5 относительно нормали. Вначале инструмент 1, вращаясь с заданой скоростью, погружается в свариваемый металл верхней более пластичной детали 4 на глубину 0,2-0,3 мм и перемещается вдоль отверстий 3. В результате воздействия термического цикла и деформационного воздействия инструмента 1, перед ним (инструментом) образуется волна пластифицированного металла, которая перемещаясь над отверстиями 3 заполняет их, образуя эллиптическую заклепку 5.
Результаты расчета напряжений в заклепочных соединениях, выполненные методом конечных элементов (МКЭ), представленные на фиг. 3, 4 показали, что при равных площадях заклепок, соединения выполнные в виде эллипсов имеютпониженное напряженное состояние.
Результаты расчетов приведены в таблице.
заклёпки
Длина поперечной полуоси = 4,5
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ СОЕДИНЕНИЯ РАЗНОРОДНЫХ МАТЕРИАЛОВ | 2010 |
|
RU2446927C1 |
| СПОСОБ ПОЛУЧЕНИЯ СОЕДИНЕНИЯ РАЗНОРОДНЫХ МАТЕРИАЛОВ | 2010 |
|
RU2443526C1 |
| Способ получения неразъёмного соединения деталей из разнородных материалов, одна из которых выполнена из пластичного металла | 2016 |
|
RU2642239C1 |
| СПОСОБ ПОДГОТОВКИ ПОВЕРХНОСТИ ТОРЦОВ РАЗНОРОДНЫХ СОЕДИНЕНИЙ ДЛЯ СВАРКИ ТРЕНИЕМ С ПЕРЕМЕШИВАНИЕМ | 2018 |
|
RU2720018C2 |
| Способ изготовления ребристых панелей из разнородных сплавов | 2021 |
|
RU2761841C1 |
| СПОСОБ ПОДГОТОВКИ ПОВЕРХНОСТИ ТОРЦОВ РАЗНОРОДНЫХ СОЕДИНЕНИЙ ДЛЯ СВАРКИ ТРЕНИЕМ С ПЕРЕМЕШИВАНИЕМ В ВИДЕ ПИЛА | 2023 |
|
RU2809060C1 |
| СПОСОБ ПОДГОТОВКИ ПОВЕРХНОСТИ ТОРЦОВ В ВИДЕ ЗАМКА ДЛЯ РАЗНОРОДНЫХ СОЕДИНЕНИЙ, ПОЛУЧЕННЫХ СВАРКОЙ ТРЕНИЕМ С ПЕРЕМЕШИВАНИЕМ | 2021 |
|
RU2777098C1 |
| Заклепочное соединение | 1989 |
|
SU1673758A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СБОРНЫХ КОНСТРУКЦИЙ ИЗ ТУГОПЛАВКИХ МЕТАЛЛОВ | 2009 |
|
RU2412776C1 |
| СПОСОБ КЛЕПКИ СМЕШАННЫХ ПАКЕТОВ | 1992 |
|
RU2007252C1 |
Изобретение относится к получению разнородных нахлесточных соединений и может использоваться в машиностроении и в транспортной индустрии, а именно в конструкциях автомобильной, авиационной, железнодорожной и в других областях промышленности, где требуется получение трудносвариваемых материалов. Изобретение характеризуюется выполнением отверстий в нижней, более тугоплавкой детали, размещением и закреплением на ней детали из более легкоплавкого металла, заглублением в эту деталь на 0,2-0,3 мм вращающегося цилиндрического инструмента, установленного под углом ϕ, равным 1-5°, и перемещением его углом вперед, при этом отверстия выполнены в виде эллипса с большей осью, расположенной перпедикулярно действующему усилию. Обеспечивается снижение напряжения в заклепочных соединениях. 4 ил., 1 табл.
Способ изготовления нахлёсточных соединений из разнородных материалов, включающий выполнение отверстий в нижней, более тугоплавкой детали, размещение и закрепление на ней детали из более легкоплавкого металла, заглубление в деталь из более легкоплавкого металла на 0,2-0,3 мм вращающегося цилиндрического инструмента, установленного под углом ϕ, равным 1-5°, и перемещение его углом вперед, отличающийся тем, что отверстия выполнены в виде эллипса с большей осью, расположенной перпендикулярно действующему усилию.
| СПОСОБ ПОЛУЧЕНИЯ СОЕДИНЕНИЯ РАЗНОРОДНЫХ МАТЕРИАЛОВ | 2010 |
|
RU2443526C1 |
| СПОСОБ ПОЛУЧЕНИЯ СОЕДИНЕНИЯ РАЗНОРОДНЫХ МАТЕРИАЛОВ | 2010 |
|
RU2446927C1 |
| СПОСОБ ЛАЗЕРНОЙ СВАРКИ ТРЕНИЕМ С ПЕРЕМЕШИВАНИЕМ | 2001 |
|
RU2271908C2 |
| US 8434661 B2, 07.05.2013. | |||
