Известен автомат для напрессовки деталей на проволоку, например для изготовления мерной проволоки, включающий рабочую головку, механизм для подачи напрессовываемых деталей в рабочую головку, механизмы для подачи проволоки и приема ее.
Описываемый автомат отличается от известного тем, что рабочая головка представляет собой два синхронно вращающихся механизма.
Первый механизм содержит два вращающихся диска, между которыми проходит проволока, с расположенными на одном диске пазами-матрицами для приема напрессовываемых деталей, например колпачка, и механизмом для сборки другой детали, например щарика с проволокой и колпачком при совмещении его с гнездом щарика. На другом диске выполнена матрица, которая при совмещении с пазом-матрицей производит предварительную опрессовку на проволоке.
Второй механизм роторного типа и предназначен для окончательной напрессовки деталей на проволоку.
В результате упрощается конструкция автомата и повышается его производительность.
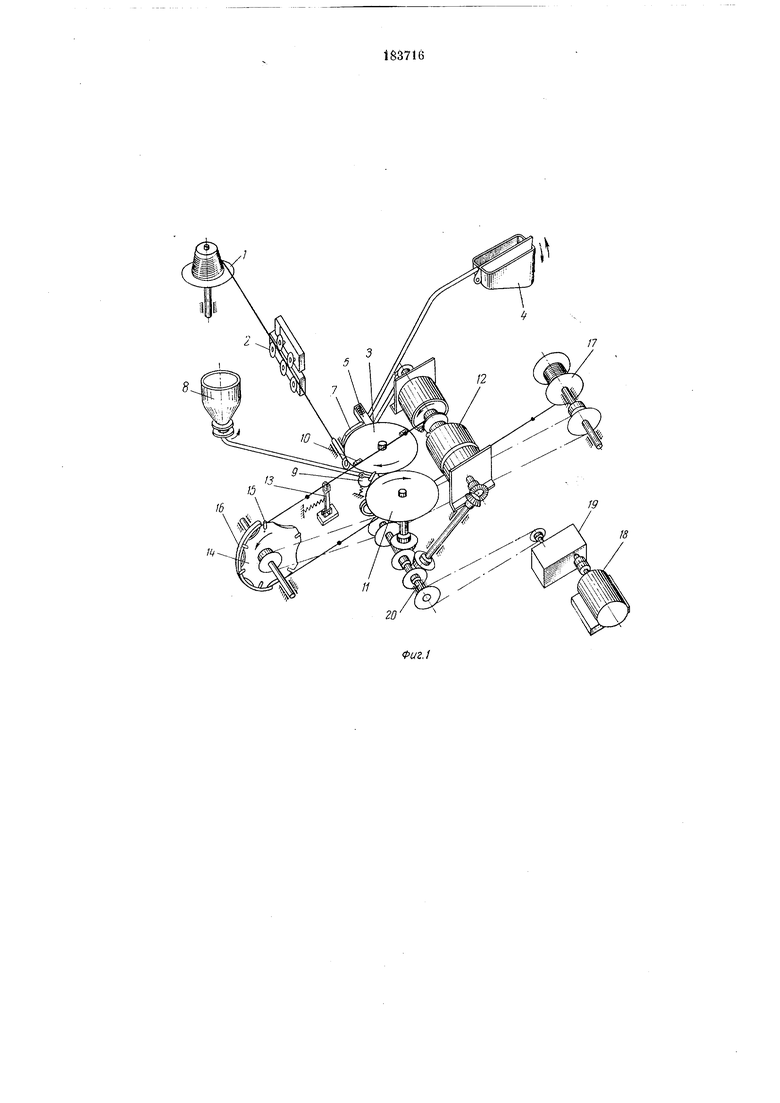
Из бухты / через правильное роликовое устройство 2 проволока подается к диску 5 с пазами-матрицами.
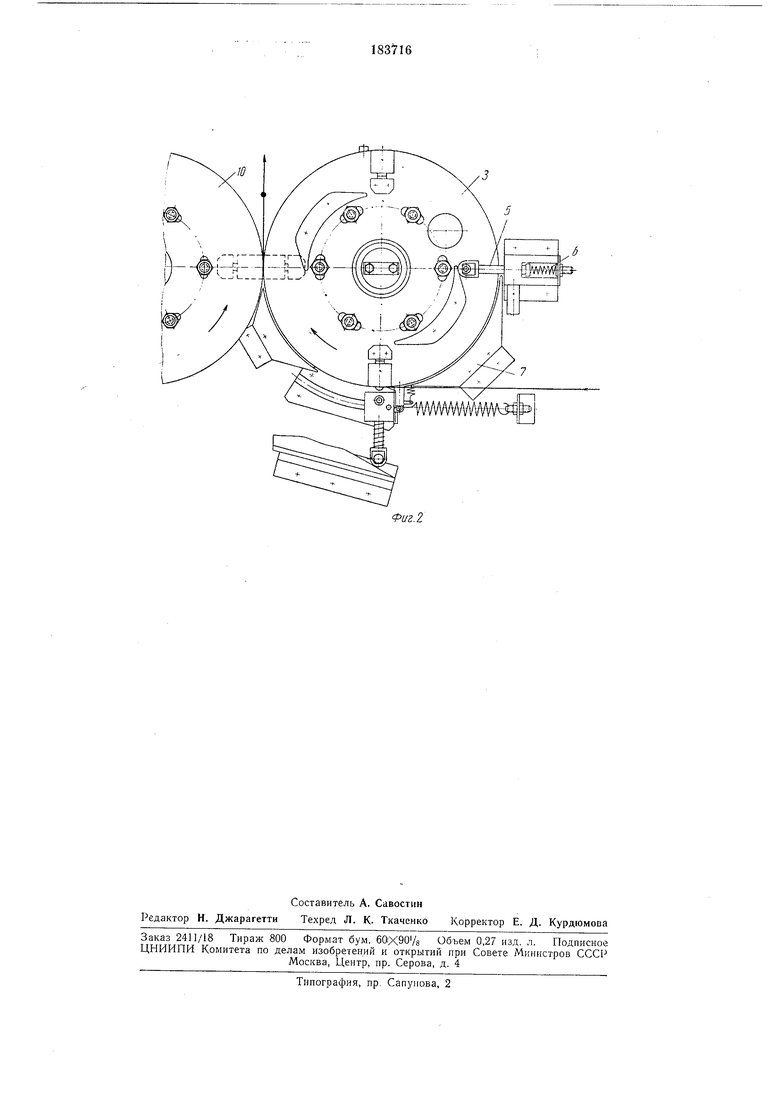
Матрицы легкосменные, располагаются по окружности диска с 70Q-MM шагом. Из бункера 4 колпачки попадают к толкателю 5 и пружиной прижимаются к боковой поверхности диска 3. При вращении диска колпачок иод действием пружины 6 заталкивается в пазматрицу и начинает вращаться вместе с ней. Он все время находится в строго ориентированном положении, которое фиксируется направляющей 7. Проволока входит в паз колпачка и прижимает его к пазу-матрице.
Далее щарик подается в колпачок и из бункера 8 по склизу поступает к отсекателю Я представляющему собой сектор с хвостовиком. Последний нависает над торцовой поверхностью диска, на котором иеред пазомматрицей крепится упор 10. При набегании упора на хвостовик отсекателя происходит поворот сектора, при этом шарик заталкивается в колпачок. На боковой поверхности диска // имеются
два гнезда-матрицы, в которых крепятся пуансоны. Шаг их по окружности равен 700 мм. Оба вращающихся диска 3 и 11 ориентированы один относительно другого так, чтобы их пуансоны и пазы-матрицы при совмещении
рительная опрессовка происходит в момент соприкосновения наза-матрицы с пуансоном.
При дальнейнлем движении проволоки предварительно опрессованная метка попадает в механизм 12 окончательной опрессовки, который представляет собой ротор с передвигающимися штоками. На них укреплены пуансоны и матрицы, между которыми проходит проволока. При сближении пуансонов с матрицами метка окончательно напрессовывается.
После выхода из механизма окончательной напрессовки готовая мерная проволока подходит к механизму контроля 13, в котором с помощью определенного усилия метка проверяется на прочность. Если метка не выдерживает осевой нагрузки н сдвигается по проволоке, автомат останавливается.
Проволока подается диском 14 с подпружиненными 5(ажимами 15. При вращении диска она зажимается между зажимами и таким образом перемещается. Сжатие зажимов происходит за счет кулака 16. После выхода из контакта с этим кулаком зажимы под действием пружин расходятся и освобождают проволоку. Готовая проволока наматывается на барабан 17.
Привод автомата осуществляется от электродвигателя 18 с редуктором 19, вращение от которого через цепную передачу передается на ведущий вал 20, который приводит в движение все механизмы автомата.
Автомат также снабжён счетчиком длины готовой мерной проволоки и устройством для останова в случае обрыва проволоки.
Предметизобретения
Автомат для напрессовки деталей на проволоку, например, для изготовления мерной проволоки, используемой при квадратно-гнездовом посеве, содержащий рабочую головку, механизм для подачи папрессовываемых деталей в рабочую головку, механизм для подачи проволоки и приема мерной проволоки, отличающийся тем, что, с целью повыщения
производительности и упрощения конструкции, рабочая головка представляет собой два синхронно вращающихся механизма, второй из которых роторного типа предназначен для окончательной напрессовки деталей на проволоку, а первый содержит два вращающихся диска, между которыми проходит проволока, с расположенными на одном из них пазамиматрицами для приема нанрессовываемых деталей, например колначка, и механизмом для
сборки другой детали, иапример щарика с проволокой и колпачком при совмещении его с гнездом шарика, а иа другом диске выполпена матрица, которая ири совмещении с пазом-матрицей производит предварительную
опрессовку на проволоке, и механизм подачи проволоки, установленный за механизмом окончательной опрессовки.
lit
18
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМПОВОЧНО-УКУПОРОЧНЫЙ АВТОМАТ | 1970 |
|
SU263425A1 |
| Автомат для изготовления колпачков, предназначенных для укупорки бутылок | 1978 |
|
SU763248A1 |
| Многопозиционный сборочный автомат | 1986 |
|
SU1362606A1 |
| Устройство для набора пакета магнитопровода | 1986 |
|
SU1403254A1 |
| Автоматизированный комплекс | 1990 |
|
SU1808644A1 |
| Автоматическая роторно-конвейерная линия для сборки медицинской иглы однократного применения | 1990 |
|
SU1775266A1 |
| Сварочный автомат | 1956 |
|
SU107457A1 |
| ХОЛОДНОВЫСЛДОЧНЫЙ ДВУХУДАРНЫЙ АВТОМАТ | 1972 |
|
SU352702A1 |
| МАШИНА ДЛЯ ОБРАБОТКИ КОНУСОВ ЦЕЛЬНОСТЕКЛЯННЫХ ОБОЛОЧЕК ЭЛЕКТРОННОЛУЧЕВЫХ ТРУБОК | 1967 |
|
SU191757A1 |
| Устройство для набора пакета магнитопровода | 1985 |
|
SU1282269A1 |