ных 8 и неподвижных направляющих элементов. Механизм дозирования пластин 10 содержит датчик 18 для включения привода перемещения гнезда 3, и датчики 19 усиления опрессовки. Вырубной пуансон 5 напрессовывает пластины 10 на вал 4. После набора пластин 10 в пакет пуансон 5 опрессовывает пакет, при этом включается датчик 18, а уси1
Изобретение относится к технологическому оборудованию для производства электрических машин и может быть использовано в электротехнической промышленности.
Цель изобретения - повышение производительности и точности дозирования.
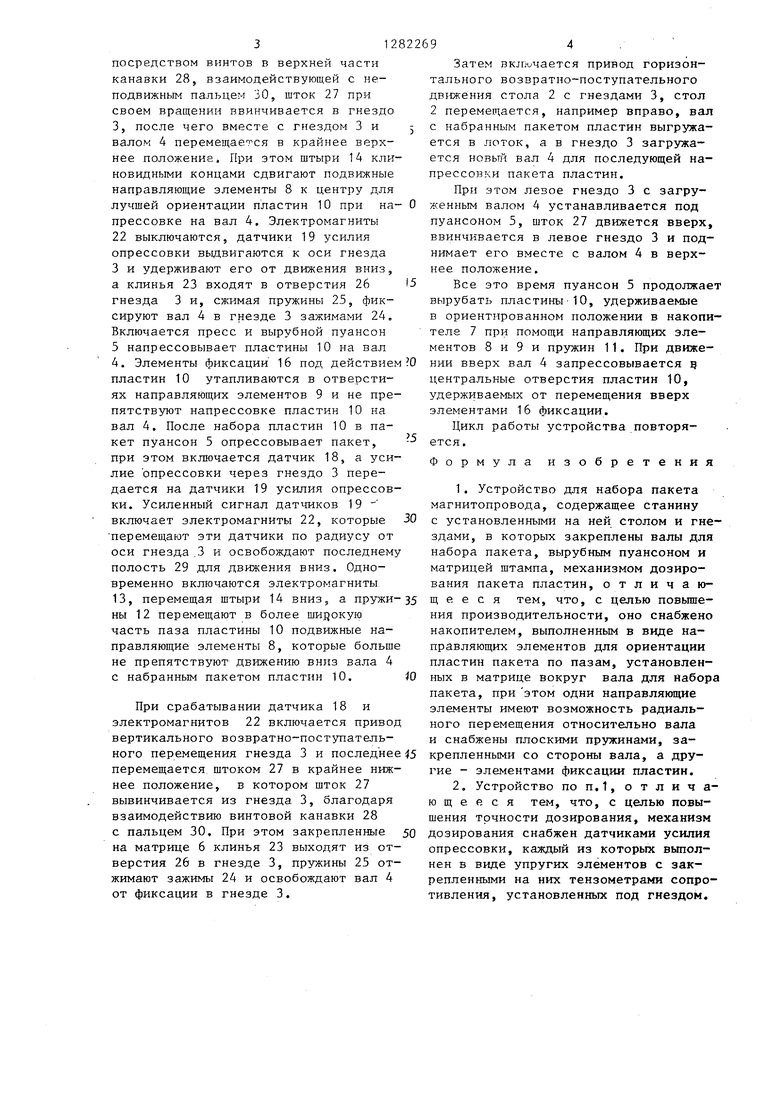
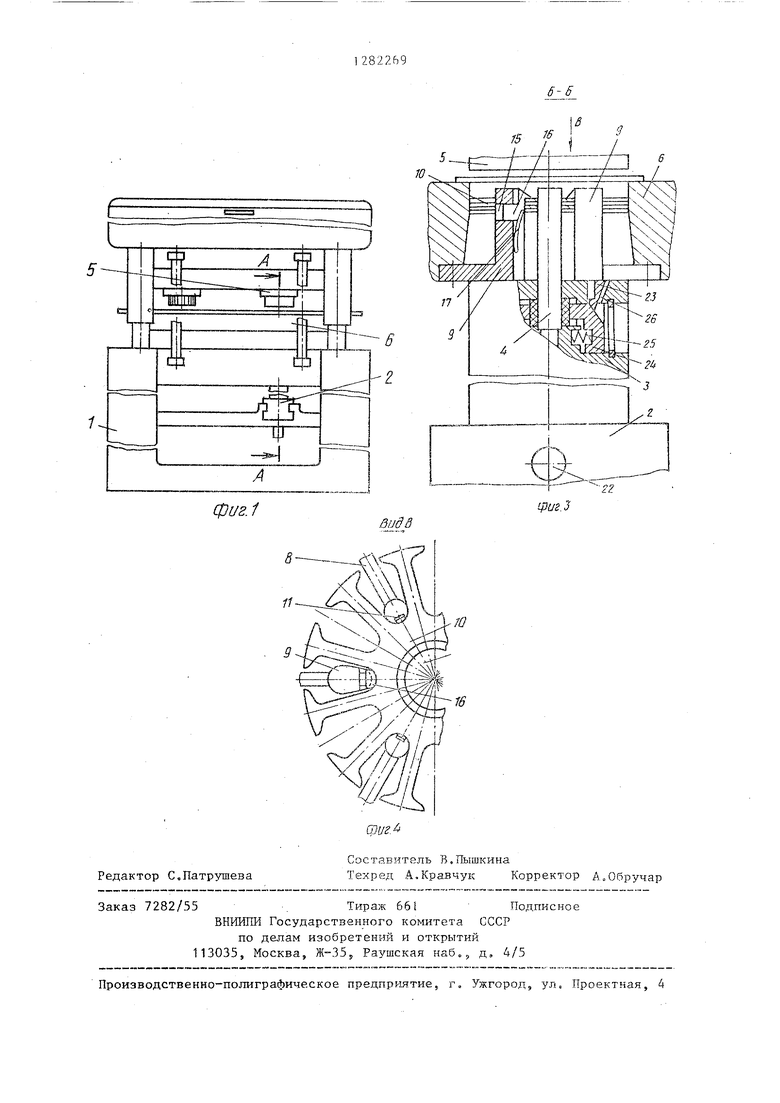
На фиг.1 изображено устройство, общий вид; на фиг.2 - разрез А-А на фиг.1; на фигоЗ - разрез Б-Б на фиг.2; на фиг„4 - вид В на фиг.З.
Устройство для набора пакета маг- нитопровода содержит станину 1 пресса с установленным на ней столом 2 и гнездами 3, в которых установлены валы 4 для набора пакета. Над столом 2 размещен вырубной пуансон 5 с матрицей 6. В матрице 6 размещен накопитель 7, выполненный в виде подвижных 8 и неподвижных 9 направляющих элементов, предназначенных для ориентации пластин 10 якорного железа по пазам. На Ьодвижных направляющих элементах 8 со стороны вала 4 закреплены плоские пружины 11, предназначенные для удержания в накопителе 7 пластин 10 во -время замены вала 4 с набранным пакетом пластин новым валом На торцах подвижных направляющих элементов
8закреплены одним концом пружины 12 растяжения, другие кошда которых закреплены на нижнем торце матрицы 6. На станине 1 под матрицей 6 установлены электромагниты 13, сердечники которых связаны со штырьями 14, выполненными с клиноввдной рабочей частью.
Неподвижные направляющие элементы
9выполнены с отверстиями 15, в кото рых установлены с возможностью ра
лие опрессовки через гнездо 3 передается на датчик 19. Включается привод вертикального возвратно-поступательного перемещения гнезда 3, которое перемещается в крайнее нижнее положение, вал 4 освобождается от фиксации в гнезде 3, стол 2 перемещается, вал 4 выгружается в лоток, а в гнездо 3 загружается новый вал 4. 1 з.п. ф-лы, 4 ил.
диального перемещения элементы 16 фиксации пластин 10 при помощи плоских пружин 17,
Механизм дозирования пластин 10 содержит датчик 18, предназначенный для включения привода вертикального возвратно-поступательного перемещения гнезда 3, и размещенные под ним в столе 2 датчики 19 усилия опрессовки, каждый из которых состоит из упругой опоры 20 с закрепленными на ней тензометрами 21 сопротивления. Датчики 19 усилия опрессовки имеют возможность радиального перемещения относительно оси гнезда 3 и управляются при помощи электромагнита 22.
В матрице 6 жестко закреплены клинья 23, взаимодействующие с зажимами 24, расположенными в гнезде 3 с возможностью радиального перемещения и подпружиненными пружинами 25 сжатия, и гнезда 3 выполнены с коническими отверстиями 26 для входа клиньев 23.
В гнездо 3 ввинчен иток 27 с канавкой 28, выполненной по образующей боковой поверхности штока и переходящей в верхней части в винтовую линию, а стол 2 выполнен с полостью 29 для свободного прохода гнезда 3 со штоком 27, установленным с возможностью возвратно-поступательного перемещения. В станине 1 неподвижно закреплен палец 30, входящий в канавку 28 штока 27.
Устройство работает следующим образом.
Включением привода возвратно-поступательного перемещения штоку 27 сообщается вертикальное перемещение из исходного нижнего положения. При этом
посредством винтов в верхней части канавки 28, взаимодействующей с неподвижным пальцем 30, шток 27 при своем вращении ввинчивается в гнездо 3, после чего вместе с гнездом 3 и валом 4 перемещается в крайнее верхнее положение. При этом штыри 14 клиновидными концами сдвигают подвижные направляющие элементы 8 к центру для лучшей ориентации пластин 10 при на- прессовке на вал 4. Электромагниты 22 выключаются, датчики 19 усилия опрессовки выдвига.ются к оси гнезда 3 и удерживают его от движения вниз, а клинья 23 входят в отверстия 26 гнезда 3 и, сжимая пружины 25, фиксируют вал 4 в гнезде 3 зажимами 24, Включается пресс и вырубной пуансон 5 напрессовывает пластины 10 на вал 4. Элементы фиксации 16 под действием пластин 10 утапливаются в отверстиях направляющих элементов 9 и не препятствуют напрессовке пластин 10 на вал 4. После набора пластин 10 в пакет пуансон 5 опрессовывает пакет, при этом включается датчик 18, а усилие опрессовки через гнездо 3 передается на датчики 19 усилия опрессовки. Усиленный сигнал датчиков 19 включает электромагниты 22, которые перемещают эти датчики по радиусу от оси гнезда .3 и освобождают последнему полость 29 для движения вниз. Одновременно включаются электромагниты, 13, перемещая штыри 14 вниз, а пружины 12 перемещают в более шидокую часть паза пластины 10 подвижные направляющие элементы 8, которые больше не препятствуют движению вниз вала 4 с набранным пакетом пластин 10.
При срабатывании датчика 18 и электромагнитов 22 включается привод вертикального возвратно-поступательного перемещения гнезда 3 и последнее перемещается штоком 27 в крайнее нижнее положение, в котором шток 27 вывинчивается из гнезда 3, благодаря взаимодействию винтовой канавки 28 с пальцем 30. При этом закрепленные на матрице 6 клинья 23 выходят из отверстия 26 в гнезде 3, пружины 25 отжимают зажимы 24 и освобождают вал 4 от фиксации в гнезде 3.
0 -3035 Ю
45 5022694 .
Затем вкллучается привод горизонтального возвратно-поступательного дв iжeния стола 2 с гнездами 3, стол 2 перемещается, например вправо, вал
J с набранным пакетом пластин выгружается в лоток, а в гнездо 3 загружается новьш вал 4 для последующей на- прессовки пакета пластин.
При этом левое гнездо 3 с загру0 женным валом 4 устанавливается под пуансоном 5, шток 27 движется вверх, ввинчивается в левое гнездо 3 и поднимает его вместе с валом 4 в верхнее положение.
15 Все это время пуансон 5 продолжает вырубать пластины-10, удерживаемые в ориентированном положении в накопителе 7 при помощи направляющих элементов 8 и 9 и пружин 11. При движении вверх вал 4 запрессовывается э центральные отверстия пластин 10, удерживаемых от перемещения вверх элементами 16 фиксации.
Цикл работы устройства повторяется.
Формула изобретения
изо
1. Устройство для набора пакета магнитопровода, содержащее станину с установленными на ней столом и гнездами, в которых закреплены валы для набора пакета, вырубным пуансоном и матрицей штампа, механизмом дозирования пакета пластин, отличающееся тем, что, с целью повьше- ния производительности, оно снабжено накопителем, выполненным в виде направляющих элементов для ориентации пластин пакета по пазам, установленных в матрице вокруг вала для Набора пакета, при этом одни направляющие элементы имеют возможность радиального перемещения относительно вала и снабжены плоскими пружинами, закрепленными со стороны вала, а другие - элементами фиксации пластин.
2. Устройство поп,1,отлича- ю щ е е с я тем, что, с целью повышения точности дозирования, механизм дозирования снабжен датчиками усилия опрессовки, каждый из которых выполнен в виде упругих элементов с закрепленными на них тензометрами сопротивления, установленных под гнездом.
Редактор С,Патрушева
шиг.
Составитель В.Пышкина
Техред А.Кравчук Корректор А.Обручар
Заказ 7282/55. Тираж 661Подписное
ВНИИ1Ш Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-ЗЗ Раушская наб., д, 4/5
Производственно-полиграфическое предприятие, г, Ужгород, ул. Проектная, 4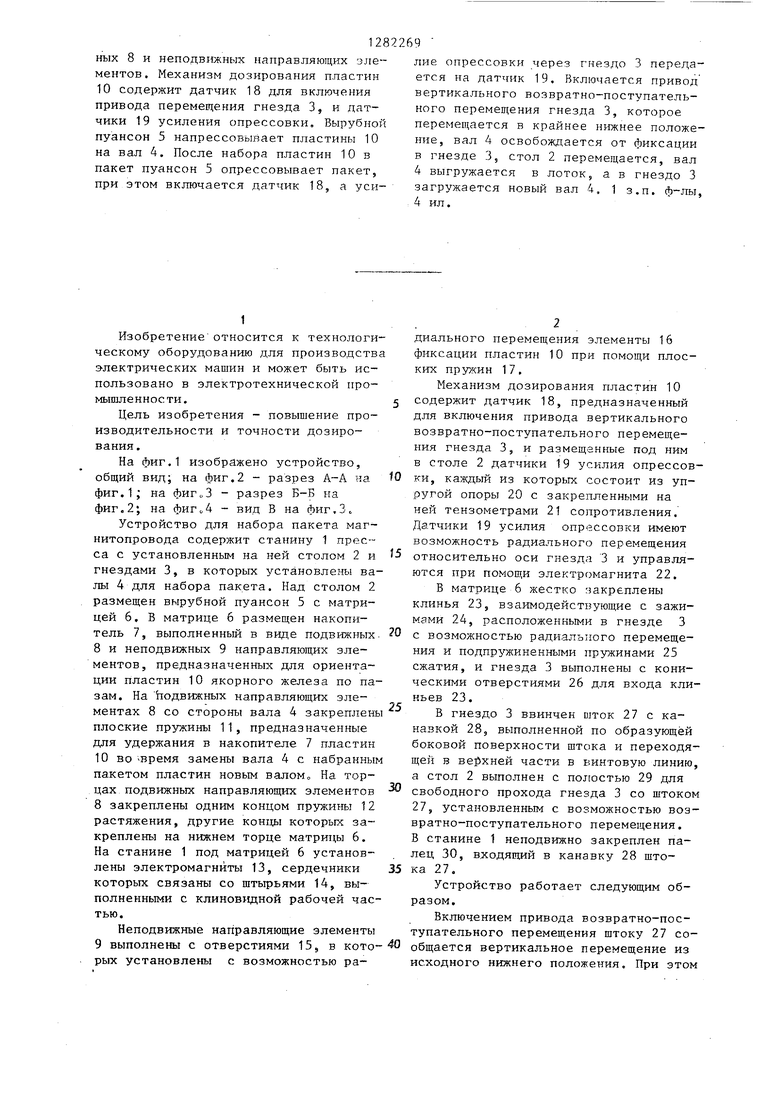
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для набора пакета магнитопровода | 1986 |
|
SU1403254A1 |
| Устройство для клепки полусепараторов | 1979 |
|
SU971553A1 |
| Автомат для изготовления якоря электродвигателя | 1989 |
|
SU1730710A1 |
| Устройство для сборки сердечников роторов электрических машин | 1987 |
|
SU1557637A1 |
| Автомат для сборки пакетов магнитопроводов электрических машин с валом | 1979 |
|
SU864442A1 |
| Станок для механического набора и опрессовки заклепок в отверстия змейкового полусепаратора шарикоподшипника | 1952 |
|
SU103763A1 |
| ГИДРОПУЛЬСАЦИОННЫЙ ПРЕСС | 1992 |
|
RU2050220C1 |
| Автоматическая линия сборки роторов электрических машин | 1990 |
|
SU1830594A1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ ДЕТАЛЕЙ ИЗ ПОЛИМЕРНЫХ МАТЕРИАЛОВ | 1992 |
|
RU2010720C1 |
| МАШИНА ДЛЯ РОЗЛИВА ВЯЗКИХ И ПОЛУВЯЗКИХ ПРОДУКТОВ в БАНКИ И УКУПОРКИ ИХ КАПСЮЛЯМИ | 1965 |
|
SU176818A1 |
Изобретение относится к технологическому оборудованию для производства электрических машин и может быть использовано в электротехнической промышленности. Целью изобретения является повышение производительности. Устройство содержит станину 1 со столом 2 и гнездами 3, в которых установлены валы 4 для набора пакета. Над столом 2 размещен пуансон 5 с матрицей 6, в которой размещен накопитель 7, выполненный в виде подвиж- 7 сл к 00 ГС 1C о со 29 (риг. 2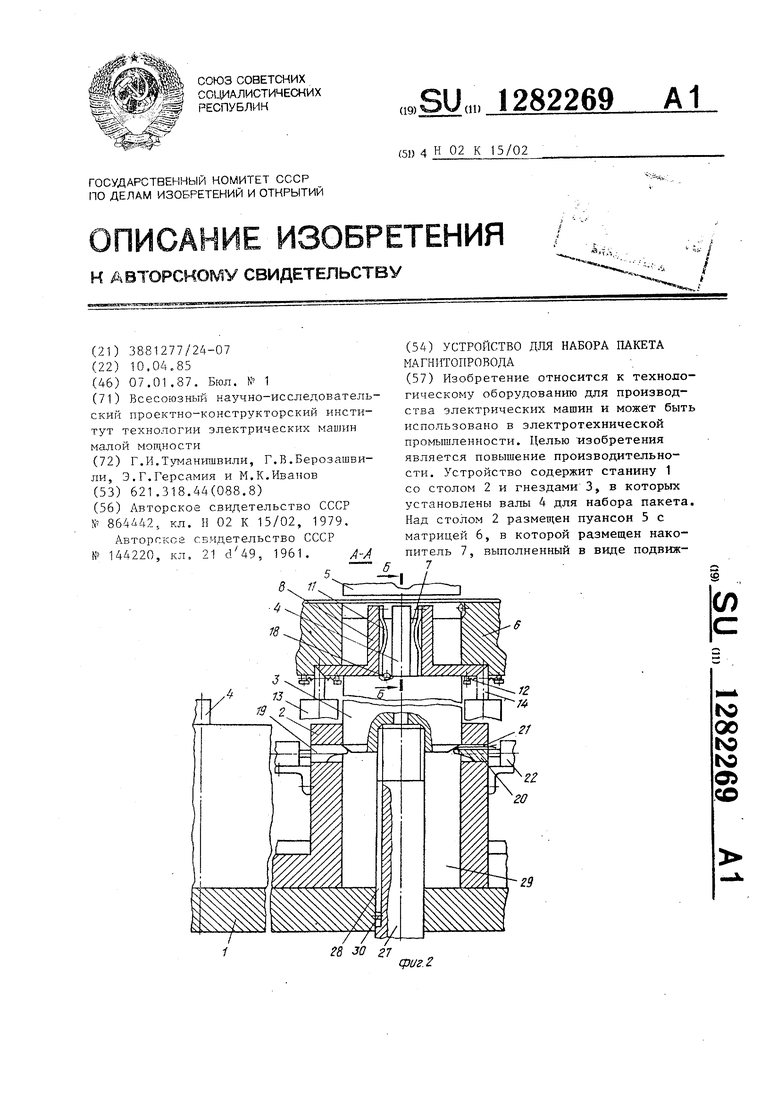
| Автомат для сборки пакетов магнитопроводов электрических машин с валом | 1979 |
|
SU864442A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для автоматического набора на роторный вал листов роторного железа | 1961 |
|
SU144220A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
