Известны способы обработки торических поверхностей с использованием вращения детали и инструмента.
Предлагаемый снособ отличается тем, что обработку поверхности производят торическим инструментом, получающим качательное движение по заданпой траектории от специально рассчитанного копира, причем оси изделия и инструмента расположены горизонтально и сохраняют параллельность между собой в процессе работы.
Это позволяет обрабатывать торические и эллиптические поверхности средней точности, например, на кругло-щлифовальном станке.
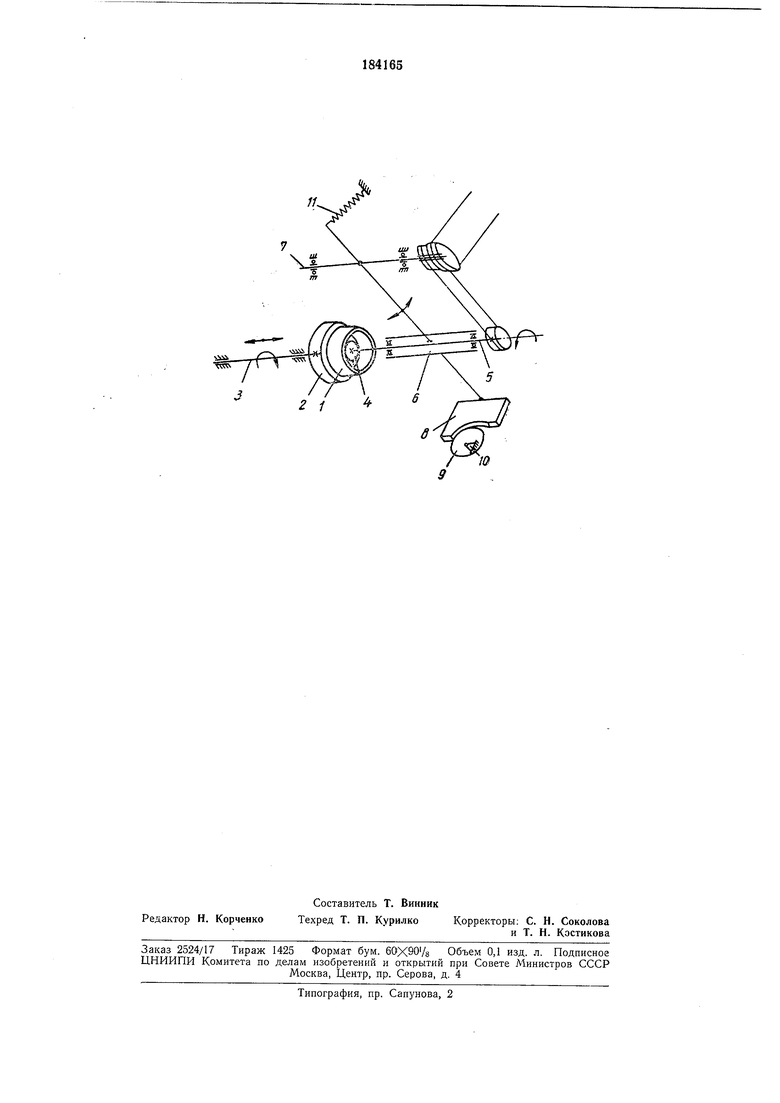
На чертеже показана схема обработки торических и эллиптических поверхностей торическим инструментом на кругло-шлифовальном станке с применением шарнирпо-подвесной качающейся шлифовальной головки.
Обрабатываемая деталь / с оправкой 2 устанавливается в шпиндель 3 бабки круглошлифовального станка и приводится во вращение и возвратно-поступательное движение от приводов последнего.
Принудительно вращающийся торический шлифовальник (полировальник) 4, установленный в шпиндель 5 шарнирно-подвесной шлифовальной головки 6, качающейся вокруг оси 7, имеет ограниченную траекторию движеПИЯ, которая обеспечивается специально рассчитанным копиром 8.
Копир 8 крепится к шлифовальной головке 6. Ролик У, прикрепленный к столу станка при помощи кронштейна 10, движется по кониру при возвратно-поступательном стола, чем обеспечивается расчетная траектория движения инструмента. Ось шпинделя 5 инструмента качается вокруг оси 7, сохраняя параллельность относительно оси шпинделя 3
0 и оси 7 качания. Силовое замыкаиие копира 8 с роликом 9 осуществляется пружиной 11.
Предмет изобретения
5
Способ обработки внутренних торических или глубоких эллиптических поверхностей с прнмепением вращения инструмента и изделия, отличающийся тем, что, с целью упрощения обработки и возмо кности использования для нового вида обработки уже существующего оборудования, поверхность обрабатывают, напрнмер, на кругло-шлифовальном станке торическим инструментом, получающим качателыюе движение по заданной траектории от специальпо рассчитапного копира, причем оси изделия и инструмента расноложены горизонтально и сохраияют параллельность между собой в процессе работы.
Я.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для ОБРАБОТКИ ОПТИЧЕСКИХ ДЕТАЛЕЙ С АСФЕРИЧЕСКИМИ ПОВЕРХНОСТЯМИ | 1969 |
|
SU239071A1 |
| Устройство для обработки оптических де-ТАлЕй C АСфЕРичЕСКиМи пОВЕРХНОСТяМи | 1979 |
|
SU850357A1 |
| Устройство для обработки оптических деталей с асферическими поверхностями | 1980 |
|
SU876381A2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ ТЕЛ ВРАЩЕНИЯ С КРИВОЛИНЕЙНОЙ ПОВЕРХНОСТЬЮ | 2009 |
|
RU2415743C2 |
| Устройство для обработки оптических деталей с асферическими поверхностями | 1980 |
|
SU905008A2 |
| Ленточно-шлифовальный станок для скругления кромок пера лопаток | 1980 |
|
SU872213A1 |
| Устройство для шлифования шеек коленчатого вала | 1983 |
|
SU1144853A1 |
| Станок для обработки деталей | 1977 |
|
SU682355A1 |
| Станок для обработки пера лопатки с криволинейной образующей | 1960 |
|
SU141074A1 |
| Станок для заточки инструмента | 1988 |
|
SU1650391A1 |