Изобретение относится к устройствам для дуговой автоматической сварки, применяемым в различных отраслях промышленности, особенно в судостроении, где выполняется приварка к полотнищам или обечайкам различных криволинейных элементов.
Известные устройства для сварки содержат сварочную головку с токонодводом и механизм ее перемещения по направляющей при помощи копира. Предназначены они для выполнения прямолинейных и кольцевых щвов больщой протяженности.
В случае необходимости приварки различных элементов больщой толщины нри условии криволинейного контура их, затесненности мест, относительно небольших размеров и радиусов кривизны известные устройства применены быть не могут, и приварка таких элементов производится многопроходной ручной сваркой.
Цель изобретения - обеспечения высокого качест1ва сварного соединения за счет обеспечения равномерной скорости сварки но всему периметру шва. Для этого копир выполнен с конфигурацией сварного шва, и на нем диаметрально противоположно оси симметрии изделия установлены подпрул иненные каретки, на одной из которых щарнирно закреплена сварочная головка, а на другой - механизм ее перемещения.
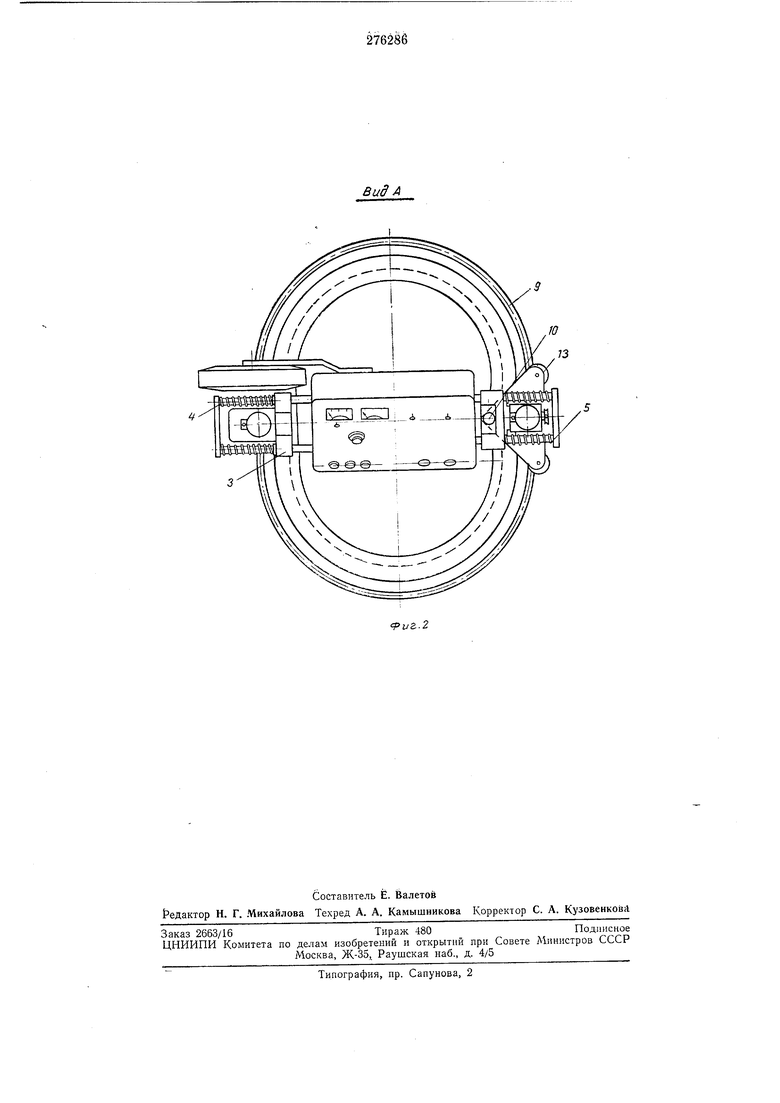
На фиг. 1 показано устройство; на фиг. 2- вид по стрелке А.
Устройство состоит из корпуса /, карегки 2, каретки 3 с механизмом перемещения, пружин 4 и 5. Каретки и пружины установлены
на направляющей 6, закрепленной в корпусе. Внутри корпуса проходит ось 7, к нижнему концу которой крепится копир 8, имеющий зубчатый венец 9. Делительная окружность зубчатого венца точно повторяет форму привариваемого элемента. К каретке 2 при помощи щарнира 10 прикреплена сварочная головка 1} с токоподводом 12, ось которого расположена между опорными ,ролика1 1и 13.
Устройство работает следующим образом.
При включении механизма перемещения выходная щестерня 14 перекатывается по венцу 9 и поворачивает направляющую 6 с корпусом вокруг оси 7, центр которой совмещают
при установке устройства с центром симметрии привариваемого элемента. Постоянный прижим и зацепление шестерни с венцом 9 копира 8 обеспечивается пружинами 4. Вместе с направляющей и пружинами 5 разворатокоподводом 12. Оба ролика 13 перекатываются по копиру 8, так как пружины 5 стремятся перемещать каретку 2 по направляющей 6 к центру, а щарнир 10 позволяет оси токоподвода 12 устапавливаться перпендикулярно контуру привариваемого элемента.
Равномерная скорость сварки по всему периметру криволинейного элемента обеспечивается за счет того, что центр выходной шестеренн механизма перемещения и ось токоподвода расположены на одной линии, проходящей через центр симметрии элемента, а также того, что благодаря пружинам центр выходной шестерни и мундштук токоподвода находятся на равном расстоянии от привариваемого элемента.
Предмет изобретения
Устройство для дуговой автоматической сварки замкнутых швов, состоящих из прямолинейных участков и закруглений, содержащее сварочную головку с токоподводом и механизм перемещения по направляющей при помощи копира, отличающееся тем, что, с целью повышения качества сварки за счет обеспечения равномерной скорости ее по всему периметру, на копире с конфигурацией, соответствующей сварному шву, диаметрально противоположно оси симметрии изделия установлены подпружиненные каретки, на одной
«3 которых шарнирно закреплена сварочная головка, а на другой - механизм ее перемещения.

| название | год | авторы | номер документа |
|---|---|---|---|
| Головка для автоматической сварки фланцев с обечайкой | 1980 |
|
SU958066A1 |
| Устройство для автоматической сварки криволинейных швов | 1985 |
|
SU1379040A1 |
| Устройство для дуговой сварки | 1982 |
|
SU1018830A1 |
| Устройство для дуговой сварки круговых швов | 1990 |
|
SU1775257A1 |
| СПОСОБ ПРИВАРКИ ПРИСАДОЧНОГО МАТЕРИАЛА К ПОВЕРХНОСТИ ОБРАБАТЫВАЕМОЙ ДЕТАЛИ В ФОРМЕ ТЕЛА ВРАЩЕНИЯ С ИСПОЛЬЗОВАНИЕМ ДВУХ РОЛИКОВЫХ ЭЛЕКТРОДОВ, УСТАНОВКА ДЛЯ ПРИВАРКИ ПРИСАДОЧНОГО МАТЕРИАЛА И СВАРОЧНАЯ ГОЛОВКА | 2013 |
|
RU2569289C2 |
| Устройство для тепловой обработки металла | 1983 |
|
SU1155404A1 |
| УСТРОЙСТВО для АВТОМАТИЧЕСКОЙ ПРИВАРКИ РАДИУСНЫХ ЛОПАТОК К КОНУСНОМУ ДИСКУ | 1971 |
|
SU305970A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ СВАРНЫХ ПЛАВНИКОВЫХ ТРУБ ТОКАМИ ВБ1СОКОЙ ЧАСТОТЫ | 1969 |
|
SU251115A1 |
| Автомат для дуговой приварки трубК ТРубНыМ РЕшЕТКАМ | 1977 |
|
SU806325A1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ ЭЛЕКТРОДУГОВОЙ ПРИВАРКИ ШТУЦЕРОВ К ЦИЛИНДРАМ БОЛЬШОГОДИАМЕТРА | 1966 |
|
SU184374A1 |
77
..9
13
