Известны автоматы для изготовления серебряных контактов с большим набором металла в головку.
В описываемом автомате осуществляется последовательный набор металла головки в одной матрице одним пуансоном и повышено качество изготовляемых изделий, для чего толкатель автомата выполнен подпружиперным и установлен в ползушке, перемешаемой по направляющим, смонтированным в корпусе, и соединенной с держателем, несущим ролик, взаимодействующий с кулачком, установленным па главном валу привода, и обеспечивающий периодическое поступательное перемещение толкателя.
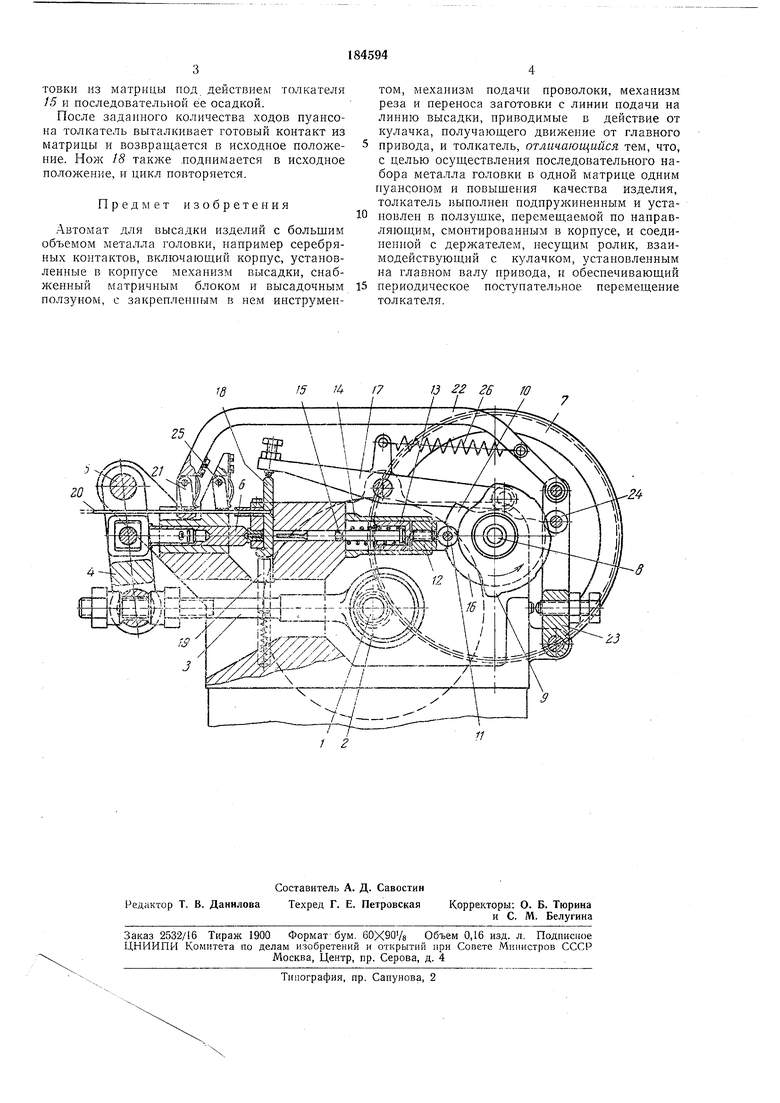
На чертеже изображен описываемый автомат в разрезе.
На приводном валу /автомата расположен эксцентрик 2, который через щатун 3 и рычаг 4, поворачивающийся на оси 5, приводит в возвратно-поступательное движение пуансон 6, служащий для образования головки контакта.
От вала / через зубчатое колесо 7 приводится во вращение вал 8, на котором расположены кулачки 9 и 10.
Кулачок 9 воздействует на ролик 11, смонтированный в держателе 12, который, в свою очередь, соединен с ползущкой 13. Последняя перемещается по направляющим 14 корпуса
автомата и воздействует на подпружиненный толкатель 15.
Кулачок 16 приводит в движение рычаг 17, перемещающий отрезной иож 18. Возвращение ножа в исходное положение осуществляется подпружиненными штифтами 19.
Одновременно кулачок 16 служит для осуществления подачи проволоки 20, из которой изготовляют контакты. Подачу производит
собачка 21, установленная на подвижной скобе 22, связанной с рычагом 23. Последний через ролик 24 контактирует с кулачком 16.
При обратном ходе скобы 22 проволока удерживается собачкой 25. Рычаги 17 и 23
связаны пружиной 26, прижимающей их к кулачку 16.
Изготовление контакта описываемым автоматом осуществляется в такой последовательностн.
От проволоки 20, подаваемой собачкой 21, ножом 18 отрезается заготовка нуж;ной длины. Затем нож под воздействием рычага 17 перемещается в положение, в котором толкатель 15 под воздействием кулачка 9 перемещает заготовку в матрицу. Выступающий из матрицы конец заготовки после этого получает первую осадку пуансоном 6. Далее каждый отход пуансона от матрицы сопровождатовки из матрицы под действием толкателя 15 и последовательной ее осадкой.
После задаиного количества ходов пуансона толкатель выталкивает готовый контакт из матрицы и возвращается в исходное положение. Нож 18 также .поднимается в исходное положение, и цикл повторяется.
Предмет изобретения
Автомат для высадки изделий с большим объемом металла головки, например серебряных контактов, включающий корпус, установленные в корпусе механизм высадки, снабл ениый матричным блоком и высадочным ползуном, с закрепленпым в нем инструментом, механизм подачи проволоки, механизм реза и переноса заготовки с линии подачи на линию высадки, приводимые в действие от кулачка, получающего движение от главного 5 привода, и толкатель, отличающийся тем, что, с целью осуществления последовательного набора металла головки в одной матрице одним пуансоном и повышения качества изделия, толкатель выполнен подпружиненным и установлен в ползушке, неремещаемой по направляющим, смонтированнылт в корпусе, и соединенной с держателем, несущим ролик, взаимодействующий с кулачком, установленным на главном валу привода, и обеспечивающий периодическое поступательное перемещение толкателя.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для изготовления гвоздей | 1979 |
|
SU1039625A1 |
| АВТОМАТ ДЛЯ ДВУСТОРОННЕЙ ВЫСАДКИ ДЕТАЛЕЙ СТЕРЖНЕВОГО ТИПА | 1971 |
|
SU307841A1 |
| Автомат для изготовления деталей из проволоки | 1972 |
|
SU444592A1 |
| АВТОМАТ РОТОРНЫЙ ДВУХУДАРНЫЙ ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ТИПА СПЕЦИАЛЬНЫХ ГВОЗДЕЙ | 1994 |
|
RU2078639C1 |
| Механизм зажима проволоки гвоздильного автомата | 1989 |
|
SU1717269A1 |
| Автомат для высадки гвоздей | 1971 |
|
SU379119A1 |
| Автомат для ротационного обжатия | 1990 |
|
SU1814959A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ГВОЗДЕЙ | 1992 |
|
RU2019351C1 |
| Гвоздильный автомат | 1980 |
|
SU971552A1 |
| Автомат для изготовления деталей из проволоки | 1987 |
|
SU1470404A1 |
13 22 26 I / Ю /
