,1
Известен станок для обработки фасок по контуру зубьев зубчатых колес двумя свободно качающимися дисковыми армированными . абразивнылш кругами, шпиндели которых вместе с осями их качания устанавливают в определенном положении относительно заготовки. Качание шпинделей осуществляется от зубчатого контура вращающейся заготовки; причем постоянный контакт последней с периферией абразивпых кругов сохраняется за счет груза, установленного на шпинделе. Абразивные круги подводятся к заготовке путем их свободного падения. Чтобы при ударе о заготовку круги не разрушались, применяют армирование абразивные круги.
В предложенном станке оба шпинделя снабжены механизмами плавного подвода абразивных кругов к заготовке и их отвода, каждый из которых содержит соприкасающийся со шлифовальным шпинделем перемещаемый упор, жестко связанный с подпружиненным поршнем пневмоцилиндра атмосферного давления, и этот поршень опирается на подпружиненный шток электромагнита, включаемого при подводе шлифовального шпинделя к заготовке и выключаемого при его отводе.
улучшает условия их подвода к заготовке и отвода от нее.
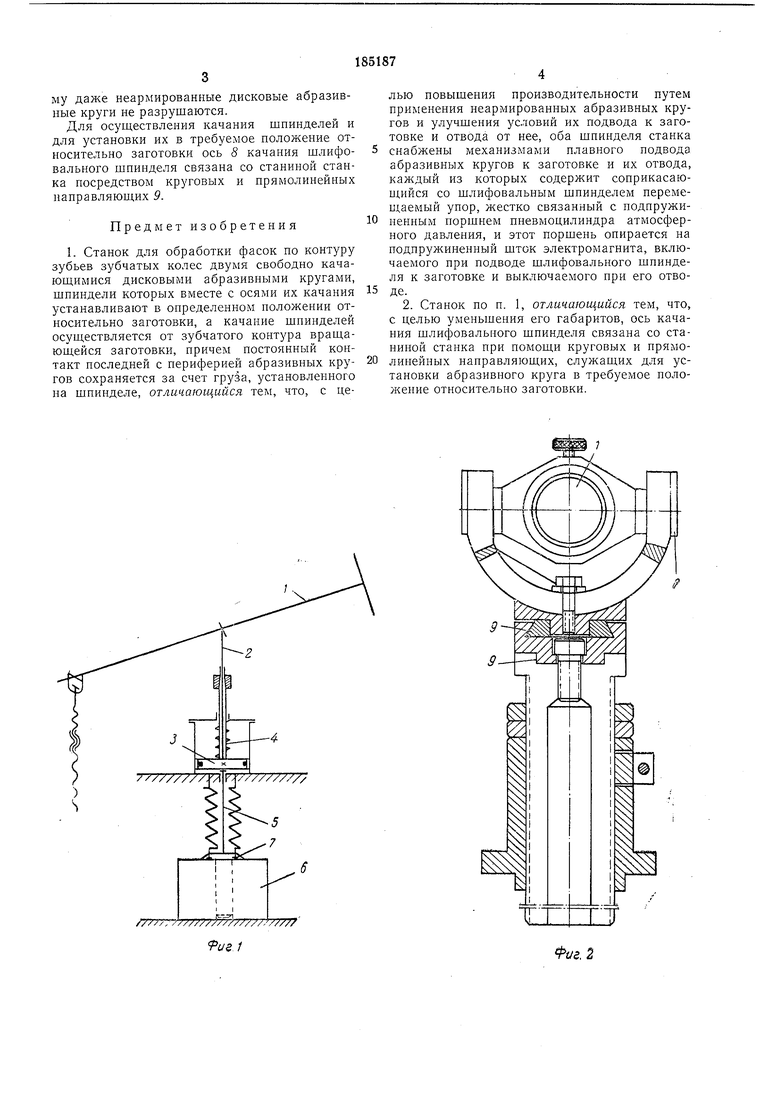
Для уменьшения габаритов ось качания шлифовального шпинделя связана со станиной станка при помощи круговых и прямолинейных направляющих, сл жащих для установки абразивного круга в требуемое положение относительно заготовки.
На фиг. 1 показана принциниальиая схема механизма плавного подвода (демпфирования) абразивного круга к заготовке; на фиг. 2 - принципиальная схема механизма качания и установки абразивного круга в требуемое положение (общий вид).
Шлифовальный шпиндель 1 соприкасается с упором 2, который жестко связан с подпружиненным поршнем 3 пневмоцилиндра 4. Поршень опирается на подпружиненный шток 5
электромагнита 6. Последний включается при подводе к заготовке шлифовального шпинделя и выключается при отводе его.
При включении электромагнита 6 его сердечник 7 перемещается вниз. Поэтому поршень, упор и шпиндель тоже перемещаются вниз. Падение шпинделя демпфируется воздухом атмосферного давления, находящимся в пневмоцилиндре 4. За счет этого демпфирования удар абра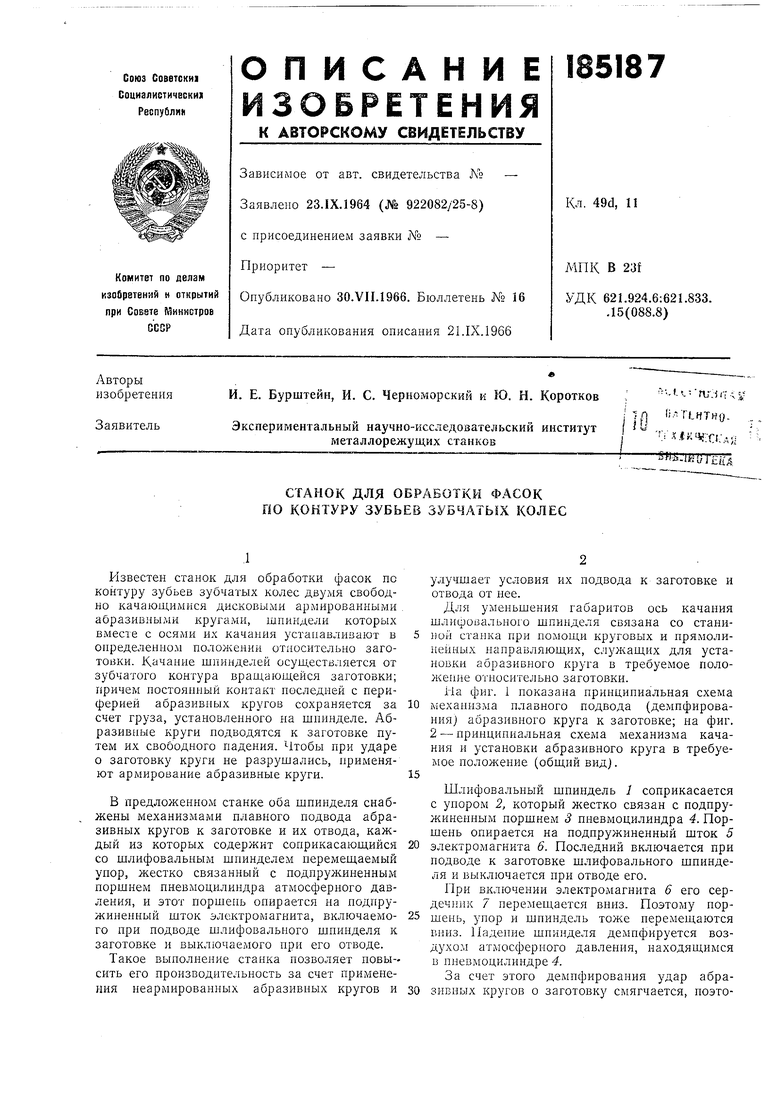
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОЛУАВТОМАТИЧЕСКИЙ ЗУБОФАСОЧНЫЙ СТАНОК | 1966 |
|
SU222854A1 |
| Обдирочно-шлифовальный станок | 1983 |
|
SU1703403A1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ТОРЦА КОНУСА КИНЕСКОПОВ АБРАЗИВНЫМИ КРУГАМИ | 1992 |
|
RU2042493C1 |
| Ленточно-шлифовальный станок | 1976 |
|
SU611763A1 |
| ЛЕНТОШЛИФОВАЛЬНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ПРОФИЛЕЙ В ЗОНЕ СВАРНЫХ СТЫКОВ | 1966 |
|
SU216466A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ ФАСОК НА ТОРЦАХ ЗУБЬЕВ ЗУБЧАТЫХ КОЛЕС | 1967 |
|
SU201894A1 |
| Амортизирующее устройство | 1983 |
|
SU1106589A1 |
| Абразивный отрезной станок | 1979 |
|
SU814678A1 |
| Способ шлифования конических колес со спиральными зубцами | 1937 |
|
SU54158A1 |
| Обдирочно-шлифовальный станок | 1981 |
|
SU1303382A1 |
