Известны способы компенсации угла пружинення при гнбке П- и U-образных деталей.
Описываемый способ гибки в штампах Побразных деталей из полосы или прутка позволяет компенсировать угол пружинения, для чего заготовку первоначально гнут свободной гибкой, получая изгиб центральной полки в направлении гибки, а затем центральную полку калибруют с одновременной калибровкой углов за счет перетекания металла из центральной в боковые стенки детали.
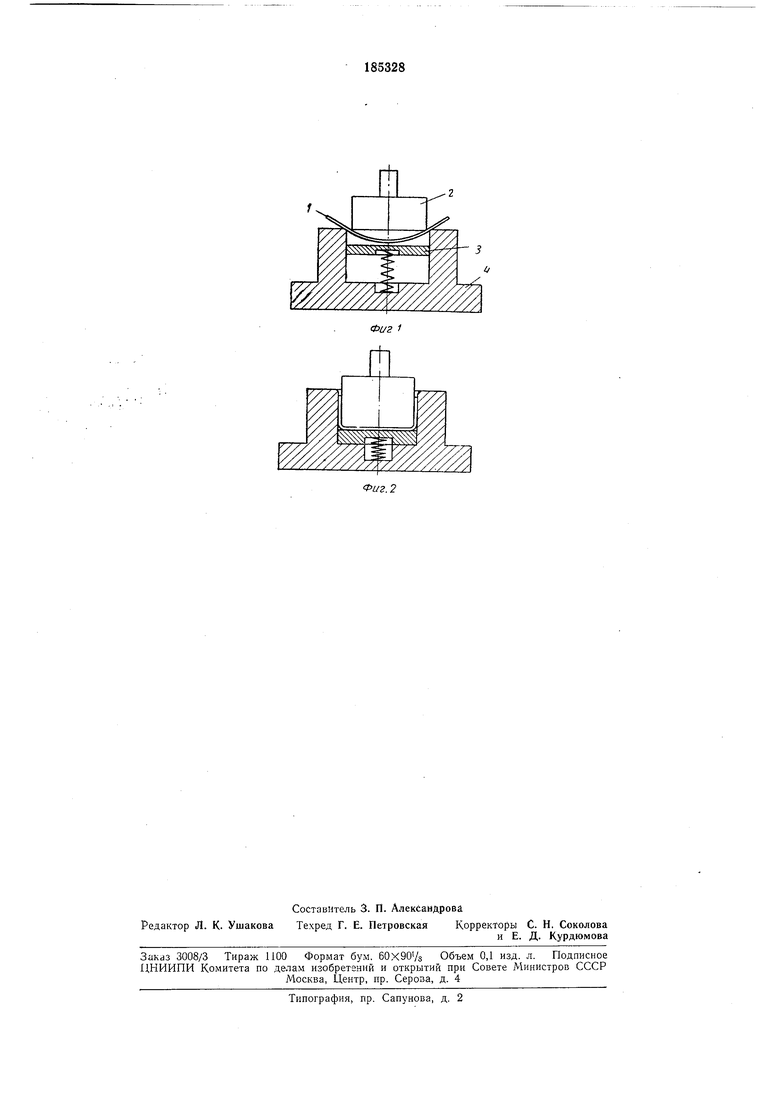
На фиг. 1 показана схема гибки описываемым способом в начальной стадии процесса; иа фиг. 2 - то же, в копечпой стадии.
В начале изгиба заготовка / освобождается от зажима между пуансоном 2 и выталкивателем 3, для чего последний в первоначальном положении опущен ниже верхней плоскости матрицы 4 на величину Н. Поэтому центральная полка изготавливаемой детали получает изгиб в панравлении гибки, в результате чего количество материала, находящееся под пуансоном, превышает количество, необходимое для образования центральной полки.
По окончапии процесса гибки выталкиватель 3 достигает дна матрицы: производится калнбровка центральной полки с одновременной калибровкой углов. Излишний материал перетекает из зоны центральной полки в боковые стенки детали, благодаря чему участкн, нзогнутые по закруглению пуансона, получают дополнительпый изгиб, полностью компеисирующий угол пружинения при оптимальной величине Н. Величина Я подбирается путем регулировки буферного устройства в нижней части штамна.
В случае превышения oптпмav ьпoй величины Н возможно получепие детали с углом между полкой н стенками менее 90°, что позволяет наготавливать детали на штампе с цельной матрицей, не имеющей боковых подвижных частей, при этом на пуаисоне должны быть сняты соответствующие углы поднутрения.
Предмет изобретения
Снособ гибки в штампах П-образных деталей из полосы или прутка, отличающийся тем, что, с целью компенсации угла пружинепня, заготовку первоначально гнут свободной гибкой, получая изгиб центральной полки в нанравленни гнбки, а затем центральную полку калибруют с одновременной калибровкой углов за счет перетекания металла из центральпой в боковые стенки детали.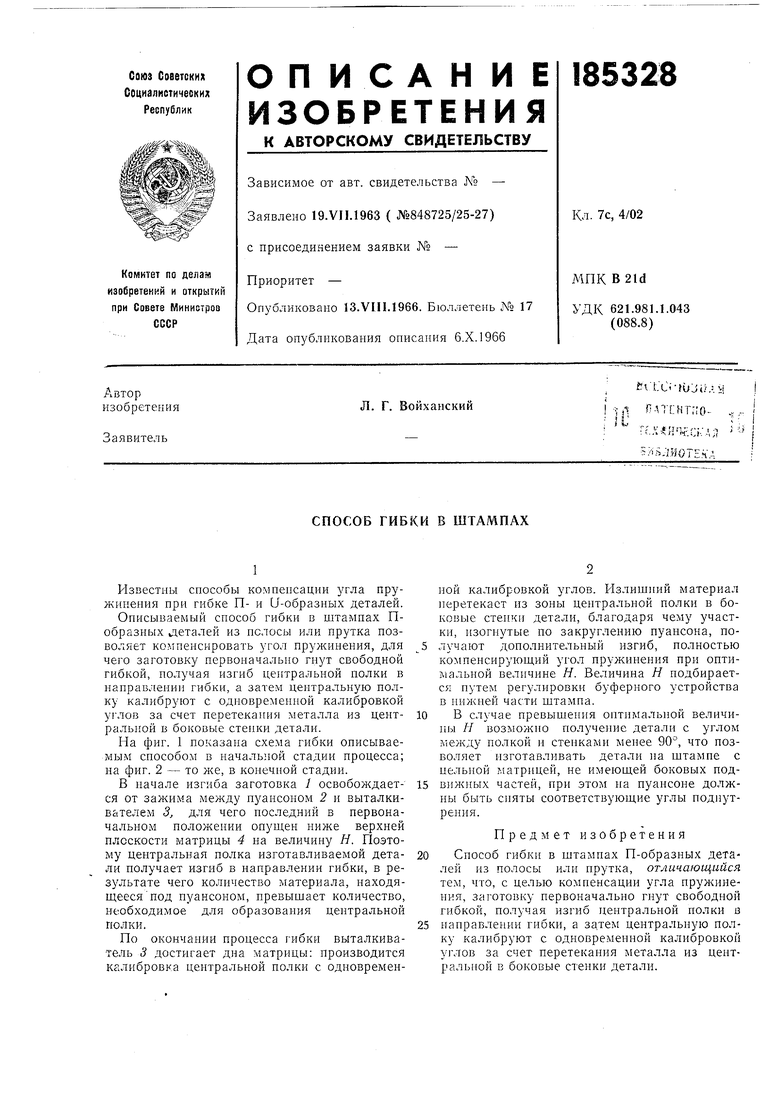
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для гибки деталей | 1985 |
|
SU1287967A1 |
| Способ изготовления профилей гибкой | 1979 |
|
SU854508A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОФИЛЕЙ ПРЕИМУЩЕСТВЕННО W-ОБРАЗНОГО СЕЧЕНИЯ | 1996 |
|
RU2110348C1 |
| Штамп для гибки скоб и калибровки их угловых частей | 1990 |
|
SU1750791A1 |
| Способ изготовления профилей W-образного сечения из листовых заготовок | 2022 |
|
RU2791199C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ ПРУТКА | 1997 |
|
RU2157291C2 |
| Гибочный штамп для получения скобообразных деталей | 1981 |
|
SU995986A1 |
| Штамп для гибки скоб из штучных заготовок | 1990 |
|
SU1807904A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ ЛИСТОВЫХ ДЕТАЛЕЙ | 1990 |
|
RU2019337C1 |
| ШТАМП ДЛЯ КАЛИБРОВКИ РАДИУСА И ФЛАНЦА КОРОБЧАТЫХ ДЕТАЛЕЙ | 1993 |
|
RU2074039C1 |