Известны электромеханические устройства для автоматического унравления ноперечной подачей сферошлифовального станка по программе изменения скорости съема припуска в функции припуска.
Описываел1ое устройство для повышения производительности станка снабжено датчиком диаметра шлифовального круга, корректирующим программу в зависимости от изменения диаметра от цикла к циклу.
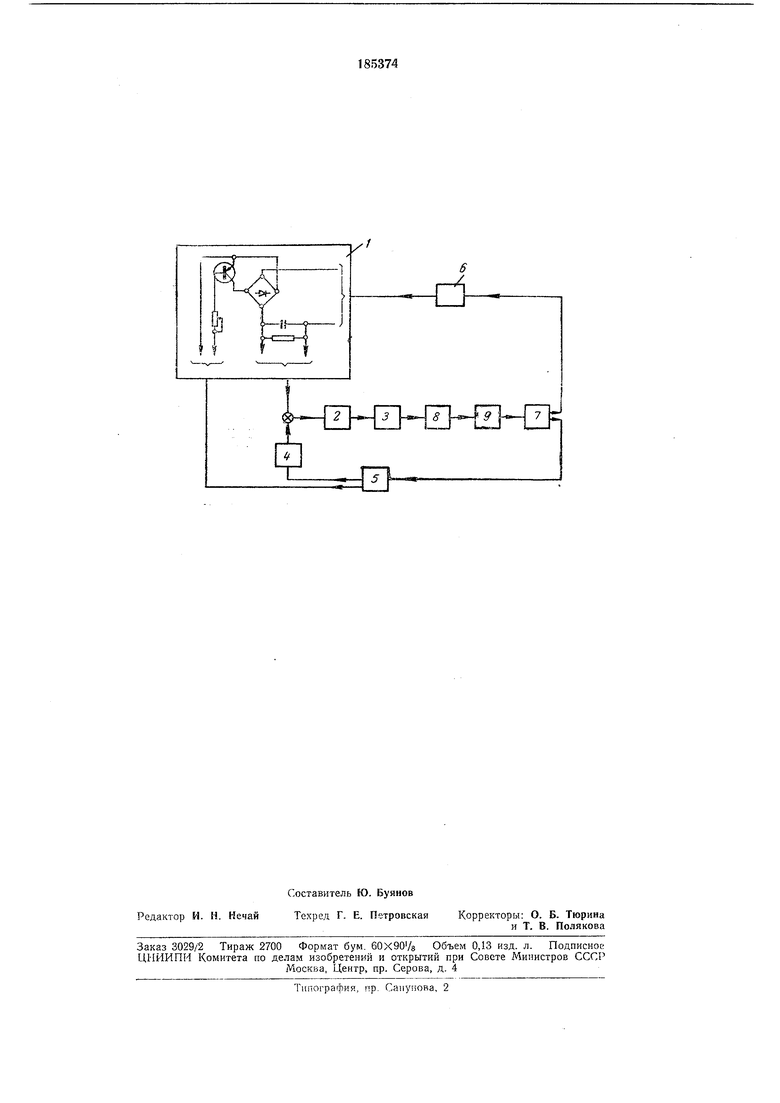
На чертеже схематически изображено описываемое устройство.
Электромеханическое устройство состоит из программирующего блока /, в качестве которого может быть использован, например, фазочувствительный усилитель среднего значения тока на полупроводниковом триоде, усилителя 2 ошибки, электромашинного усилителя 3, дифференцирующего контура 4, индуктивного датчика 5 припуска и индуктивного или потенциометрического датчика 6 диаметра шлифовального круга, установленного на поперечном суппорте станка 7.
Блок J формирует программу изменения скорости съема припуска в функции заданного припуска и выдает сигнал, который одновремен о с сигналом от датчика 5 припуска, идущим через дифференцирующий контур 4 и пропорциональным фактической скорости съема припуска, поступает на усилитель 2.
Рассог.часовапие сфор.1ирова;; 1ым сигналом и фактической скоростью съема припуска через усилитель 3 подается на электродвигатель 8 механизма 9 ноперечной подачи.
По мере износа шлифовального круга датчик 6 подает на блок / сигнал, в результате чего блок 1 формирует новую программу, обеспечивающую оптимальный режим шлифования в условиях пзменення линейной скорости цлифовального круга и ,:лины дуги контакта круга с обрабатываемым изделием. Сигналы от датчика 6 поступают на блок / периодически, например каждьй новый цикл.
Описываемое устройство позволяет улучшить использование абразивного инструмента, увеличить скорость съема припуска и повысить качество шлифования.
П р е д м е т и з о б р е т е н и я
г)лектромеханическое устройство для автоматического управления поперечной подачей сферошлифовального станка но нрограмме изменения скорости съема припуска в функции припуска, отличающееся тем, что, с целью повышения производительности станка, оно снабжено датчиком диаметра шлифовального круга, корректирующим программу в зависимости от изменения диаметра от цикла к циклу.
6 /
e-4 5 t
W
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭЛЕКТРОМЕХАНИЧЕСКОЕ УСТРОЙСТВО | 1968 |
|
SU210235A1 |
| ЭЛЕКТРОМЕХАНИЧЕСКОЕ УСТРОЙСТВО ДЛЯ | 1973 |
|
SU395245A1 |
| ВСЕСОЮЗНАЯП ^ УТ jS^j^Sr^ •r'*^iп 4 г.зг 1 iSt; | 1973 |
|
SU389917A1 |
| Электромеханическое устройстводля АВТОМАТичЕСКОгО упРАВлЕНияпОпЕРЕчНОй пОдАчЕй СфЕРОшлифОВАль-НОгО CTAHKA | 1979 |
|
SU812547A1 |
| Способ управления циклом круглого шлифования | 1986 |
|
SU1430241A1 |
| Устройство для автоматического управления поперечной подачей шлифовального станка | 1980 |
|
SU905026A1 |
| Устройство управления шлифованием | 1978 |
|
SU1030149A1 |
| Устройство для программного управления шлифовальным станком | 1980 |
|
SU983653A1 |
| Способ управления процессом врезного шлифования | 1982 |
|
SU1144858A1 |
| Устройство управления рабочим циклом при врезном шлифовании | 1986 |
|
SU1400865A1 |