(54) УСТРОЙСТВО ДЛЯ ПРОГРАММНОГО УПРАВЛЕНИЯ ШЛИФОВАЛЬНЫМ СТАНКОМ

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ управления процессом врезного шлифования | 1982 |
|
SU1144858A1 |
| Устройство для автоматического контроля размеров деталей при врезном шлифовании | 1980 |
|
SU942971A2 |
| Устройство управления шлифованием | 1978 |
|
SU1030149A1 |
| Устройство для автоматического управления врезным шлифованием | 1983 |
|
SU1202831A1 |
| Способ управления циклом шлифовального станка | 1983 |
|
SU1166976A1 |
| ЭЛЕКТРОМЕХАНИЧЕСКОЕ УСТРОЙСТВО ДЛЯ | 1973 |
|
SU395245A1 |
| Самонастраивающаяся система управления поперечной подачей шлифовального станка | 1986 |
|
SU1397262A1 |
| Устройство для управления подачей шлифовального станка | 1980 |
|
SU883871A1 |
| ВСЕСОЮЗНАЯП ^ УТ jS^j^Sr^ •r'*^iп 4 г.зг 1 iSt; | 1973 |
|
SU389917A1 |
| Устройство для автоматического управления рабочим циклом врезного шлифования | 1982 |
|
SU1105294A1 |
1
Изобретение относится к автоматическому управлению металлорежущими станками и предназначено для использования на универсальных и специальных круглошлифовальных и внутришлифовальных станках при обработке по методу резного шлифования.
Известны устройства для программного управления шлифовальными станками по задаваемым программам изменения ско- ,д роста съе,ма припуска в функции его текущего значения, содержащие датчик припуска, задатчик,15)ограммы, дифференцирукнций контур, элемент сравнения, усилитель ошибки и исполнительный привод по- ,5 перечной подачи шлифовального круга 113Известно также устройство для программного управления шлифовальным станком по заданной программе изменения скорости съема припуска в функции его текуще- 20 го значения, содержащее датчик гфипуска, подключенный к его выходу задатчик программы, дифференцирующий контур и последовательно соединенные элемент сравнения, усилитель ошибка и исполнительный привод поперечной подачи шлифовального круга, причем первый вход элемента. сравнения соединен с выходом задатчшса программы, его второй вход соединен с выходом дифференцирующего контура, вход которого подключен к выходу датчика г рипуска
Г2 J. :
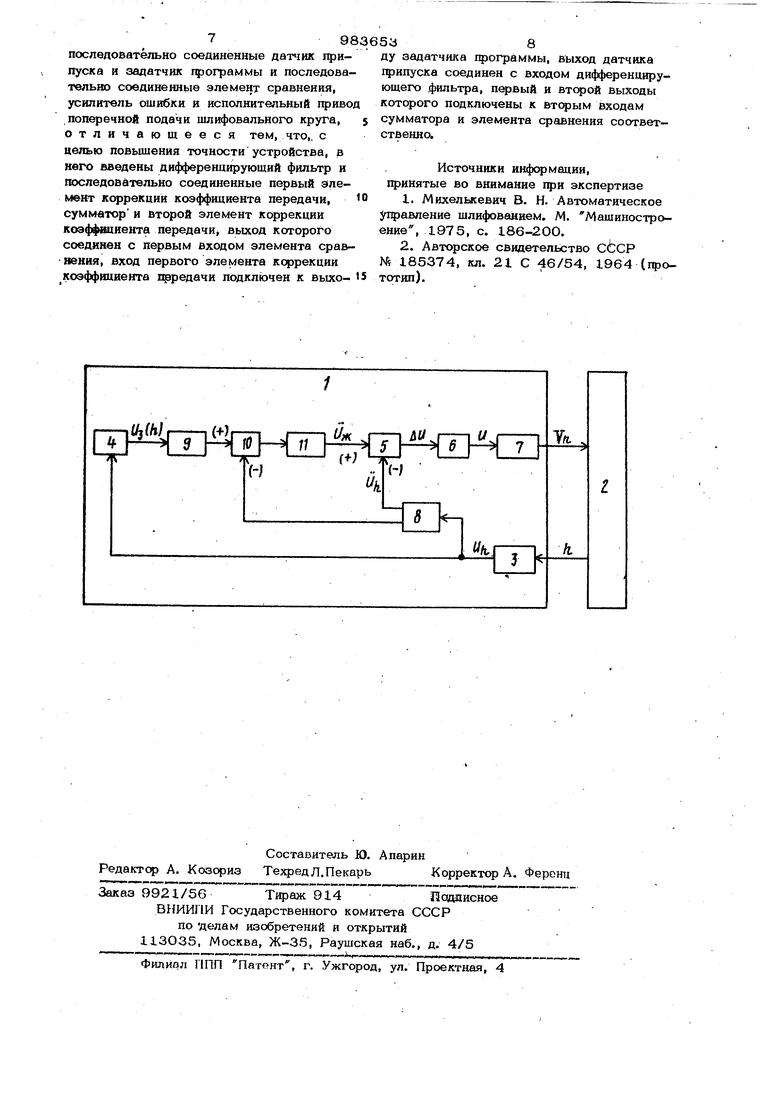
Недостатком известных, устройств является низкая точность их работы в динамических режимах. Это обусловлено тем, что в системе, образованной устройством управления совместно со шлифовальным станком, изменение .динамических свойств шлифовального станка, происходящее из-за случайных и систематических вариаций жесткости технологической системы СПИД (станок - приспособление - инструмент деталь) и режущей способности шлифовального круга, пршзодит к изменению динамических свойств системы в целом, ухудшает качество переходных процессов, а Ьто отрицательно отражается на точности размеров и качестве поверхности обрабатываемых деталей. Цель изобретения - повьшение точнос работы устройства. Указанная цепь достигается тем, что в устройство для iqjorpaMмного управления шлифовальным станком, содержащее последовательно соединенные датчик припуска и задатчик 1рограммы и последовательно соединенные элемент сравнения, усилитель ошибки и исполнительный привод поперечной подачи шлифовального кру га, введены дифференцирующий фильтр и последовательно соединенные первый элемент коррекции коэффициента передачи, сумматор и второй элкменг коррекции коэффициента передачи, выход которого соединен с первым входом элемента сравнения вход первого элемента крррекции коэффициента передачи подключен к выходу задатчика программы, выход датчика припуска соединен с входом дифференцирующего фильтра, первый и второй выходы которого подключены к вторым входам сумматчэа и элемента сравнения соответственно. На чертеже изображена структурная схема предлагаемого устройства. Предлагаемое устройство 1 для програм много управления шлифовальным станком 2, содержит датчик 3 припуска, подключенный к его выходу задатчик 4 программы, последовательно соединенные элемент 5 сравнения, усилитель 6 ошибки и испол нительный привод 7 поперечной подачи шлифовального круга, а также дополнитель но введенные дифференцирующий фильтр 8 н последовательно соединенные первый элемент 9 коррекции коэффициента переда чи, сумматор 10 и второй элемент 11 коррекции коэффициента передачи,причем вкод первого элемента 9 коррекции коэффициен та передачи соединен с выходом задатчика 4 программы, выход второго элемента 11 коррекции коэффициента передачи соединен с первым входом элемента 5 сравнения, первый и второй выходы ди(1)ференцирующего фильтра 8 соединены соответственно с вторыми входами сумматора 10 и элемента 5 сравнения, а вход дифференцирующего фильтра 8 подключен к выходу датчика 3 припуска. Устройство работает следующим образом. Динамические свойства шлифовального станка 2 описываются известным диффе-; ренциальным уравнением скорости съема грипускаjy di , где Vp - скорость поперечной подачи шлифовального круга; Vr. - скорость съема припуска; fi - припуск, Т - постоянная времени: Т -т- характеризующая инерционность процесса съема припуска и зависящая от жесткости С технологической системы СПИД и коэффициента ) режущей способности шлифовального круга. Процесс съема припуска контролируется датчиком 3 припуска, который измеряет обрабатываемую деталь и выдает сигнал и,, пропорциональный текущему значению припуска 1i : Дп где коэффициент передачи датчика припуска. Этот сигнал подается на входы задатчика 4 программы и диф)орешшрующего фильтра 8. Задатчик 4 программы предназначен для формирования сигнала Uj(h), определяющего заранее заданный закон изменения скорости съема припуска в фушсции его текущего значения, например такого, при котором на предварительном этапе обработки задано постоянное значение скорости съема припуска, а на заключительном - уменьшение скорости съема припуска пропорционально его текущему значению и окончание обработки при заданном конечн ном значеЕ1ии скорости съема припуска. Дифференцирующий фильтр 8 предназначен для двухкратного Д5|фференцирования поступающего на его вход сигнала U с предварительной фильтрацией содержащихся в нем высокочастотных помех. Пренебрегая инерционностью дш}х{1еренцирующего фильтра по сравнению с инерционностью процесса съема припуска в шлифовальном станке, можно полагать, что на первом выходе дифференцирующего фильтра выдается сигнал Ол, а на его втором выходе - сигнал (JjL, пропорциональные соответственно первой н второй производным от поступающего на его вход сигнала датчика припуска: dU. , 1) . п.. п -., I dt tl ДФ 2 где и Чдф - коэффициенты передачи по первому и второму выходам дифференцирующего фильтра. Поскольку сигнал 0 пропорционален припуску, то сигналыО/ци и пропорциональны соответст венно скорости съема припуска и первой производной скорости съема припуска,
Первый и втсрой элементы коррекций 9 и 11 выполнены с возможностью настройки их коэффициентов передачи и сов- 5 местно с сумматором 10 предназначены для формирования желаемых показателей качества переходных процессов. На вход первого элемента коррекции коэффициента передачи 9 поступает сигнал UjCh) задат-О
чика гфограммы, а на второй (отрицательный) вход сумматора 1О - сигнал скорости съема гфипуска O-L с первого выхода дифференцирующего фильтра 8. На выходе второго элемента коррекции коэффициента 15 передачи 11. выдается сигнал ,
(1) (5)
определяющий желаемое значение первой производной скорости съема припуска. В . 20 этом выражении 1 и настраиваемые коэффициенты передачи соответственно первого и второго элементов коррекции 9 и 11. I 25
Сигнал желаемого значения первой производной скорости съема припуска О ,) поступает на первый (положительный) вход элемента 5 сравнивания, а на его второй (отрицательный) вход подается с второго зо дифференцирующего фильтра 8 сигнал и, пропорциональный фактическому значению скорости съема, припуска. На выходе сравнивающего элемента 5 вьщается сигнал ошибки дУ) равный разности его вы-35 ходных сигналов:
ли 0, -0|,.(6)
Этот сигнал усиливается в усилителе ошибки 6 до величины
и Кди, .(7) 40
где 1 - коэффициент усиления усилителя ошибки, и нагфавляется далее ia вход исполнительного привода 7 поперечной пода- , чи, который сообщает шлифовальному кругу поперечную подачу со скоростью N/p,.45
в свяаи с незначительной инерционностьюсполнительного привода поперечной подачи о сравнению с инерционностью процесса ъема припуска скорость поперечной подаи шлифовального круга Vp. можно полагать ропорциональной поступающему на вход сполнительного привода сигналу:
.Л Чр.(8)
гдеКпр - коэффициент передачи исполни-j тельного привода поперечной подачи.
Совместное решение уравнений (1)-(8) относительно скорости съема припуска 153ИВОДИТ к следующему дифференциальному
уравнению замкнутой системы управления устройство - шлифовальный станок:
dV.
)-ar4
«k,K)Vj. 1,knpKU3tfi) ,(3)
которое лосле деления на коэффициент усиления К принимает следующий вид:
fl,1, -k k
)агЧк
- Iv. VK
. np iio)
xk«lM 1t.
2)c (
При большом коэффициенте усиления Н (в пред еле -усо) первые слагаемые в скобках становятся достаточно малыми и ими можно пренебречь по сравнению с вторыми слагаемыми:
c3V
П фЧр П АфЧр i i, I, 1, t
г С «1)
1 2Чр З Разделив это уравнение на коэффициент гфи Vp. получим уравнение замкнутой системы устройство - шлифовальный станок. в окончательном виде:
dV
(1)
)
.
где к 1- - желаемые коэффициент передачи и постоянная времени, определяемые выражениями
- ---,
(13)
Из этих выражений видно, что постоянная времени Т; и коэффициент передачи 1с не зависят от жесткости С технологической системы СПИД и коэффициента режущей способности 1ср шлифовального круга. Благодаря этому обеспечивается независимость переходных процессов от. вариации параметров процесса шлифования, что и обусловливает повышение точности работы предлагаемого устройства для программного управления шлифовальным станком.
Кроме того, из выражения (13) видно, что желаемые значения постоянной времени Т и коэффициента передачи k. а следовательно, и показатели качества переходных процессов могут быть получены путем.независимой настройки коэффициентов передачи -k, и К.элементов 9 и 1 коррекции.
Формула изобретения
Устройство для программного управления шлифовальным . станком, содержащее последовательно соединенные датчик припуска и задатчик программы и последовательно соединенные элемент сравнения, усилитель ошибки и исполнительный гфиво поперечной подачи шлифовального круга, отличающееся тем, что,, с целью повышения точности устройства, в него введены Дифференцирующий фильтр и последовательно соединенные первый элемент коррекции коэффициента передачи, сумматор и второй элемент коррекции коэффициента передачи, выход которого соединен с первым входом элемента сравнения, вход первого элемента коррекции коэффициента цэредачи подключен к выходу аадатчика программы, выход датчика щэипуска соединен с входом дифференцирующего фильтра, и выходы которого подключены к вторым входам сумматора и элемента сравнения соответственнаИсточники информации, принятые во внимание при экспертизе 1.Михелькевич В. Н. Автоматическое управление шлифованием, М. Машиностроение, 1975, с. 186-200. 2.Авторское свидетельство С(ЬсР № 185374, кл. 21 С 46/54, 1964 (прототип).
(-}
T/t
и
РСТ
