Предлагаемый станок для обдувания утельной посуды снабжен двумя расположенными друг против друга барабанами с радиально выступающими пластинами, служащими для поддержания посудной стопки. Нижняя часть станка заключена в камеру, в которую проведены воздуходувные форсунки и труба для отсасывания пыли; для автоматического же удаления посуды, вываливающейся через центральное отверстие станины, применен конвейер.
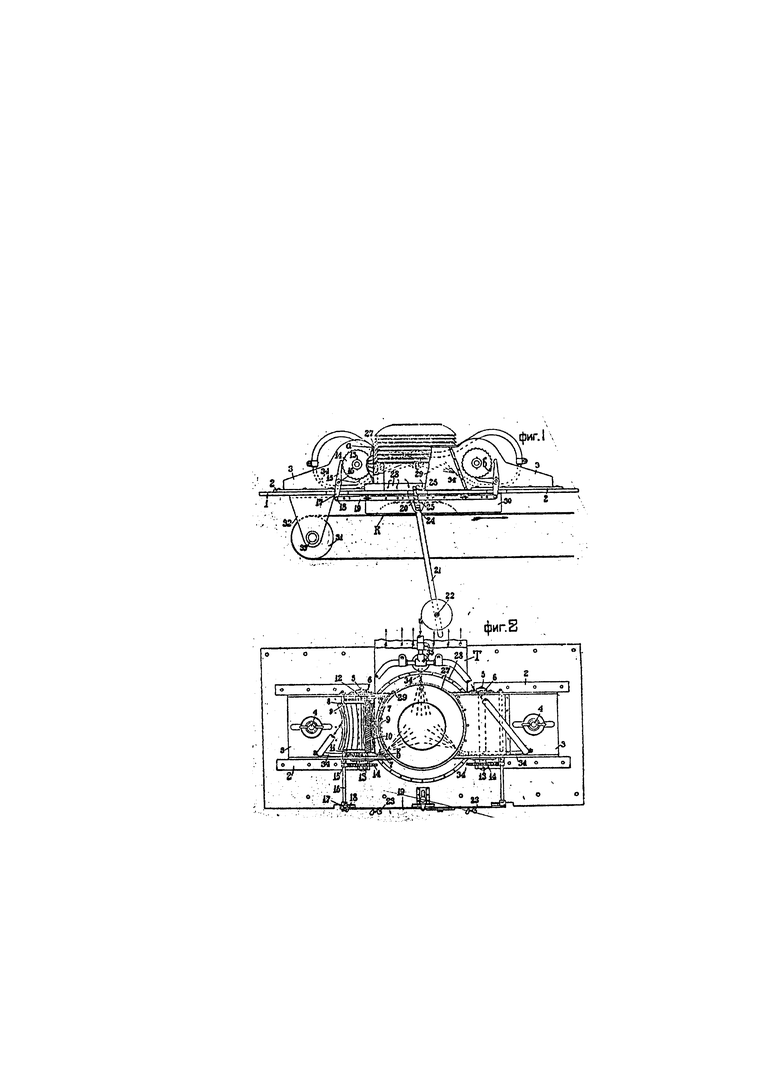
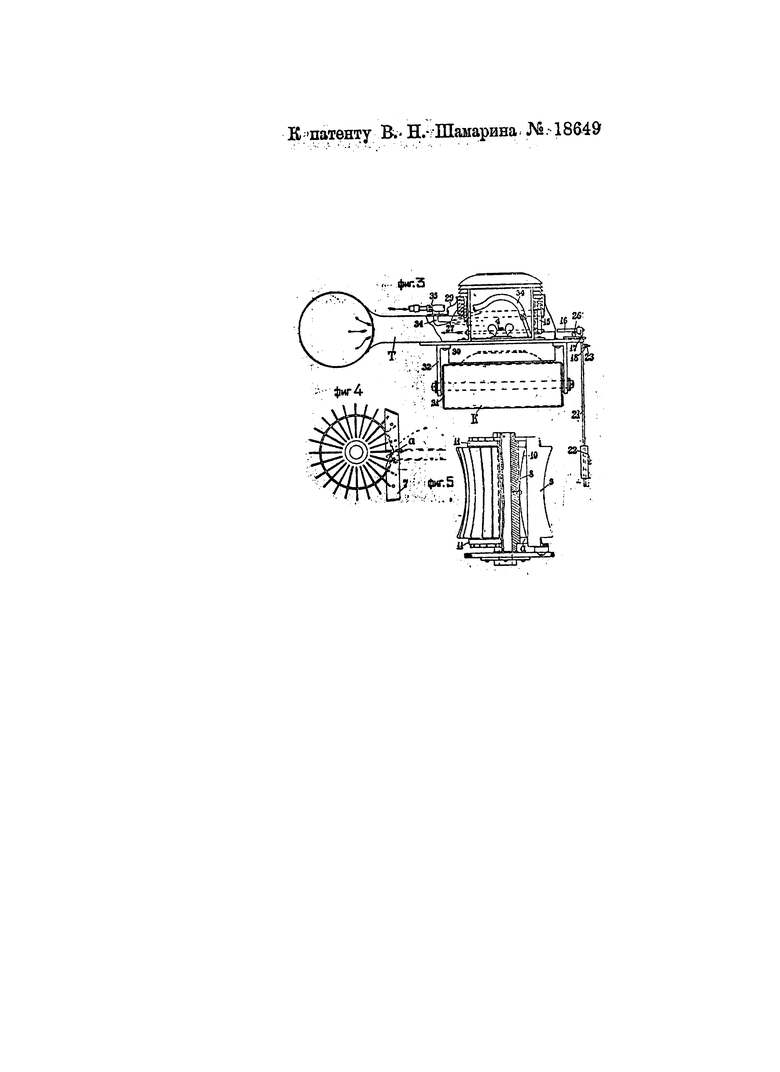
На схематическом чертеже фиг. 1 изображает вид станка сбоку с частичным разрезом; фиг. 2 - вид его сверху; фиг. 3 - деталь. конвейера и форсунки с пылеотсасывающей трубкой; фиг. 4 - вид сбоку барабана; фиг. 5 - вид его сверху с частичным разрезом.
Станина станка (фиг. 1) сделана из углового железа и представляет собой ферму-столик, к которому при помощи болтов прикрепляется плита 1 со всеми деталями, как-то: барабаном, маятником и конвейерным роликом. Плита 1 в середине имеет круглое отверстие для прохода посуды. Сверху к ней приклепаны направляющие 2, между которым двигается каретка 3. При помощи болта 4, помещенного в вырезе а, каретка 3 закрепляется на плите 1, на расстоянии, соответствующем диаметру пропускаемой посуды. Между боковыми стенками каретки 3 - помещается барабан 8, валик которого покоится на двух подшипниках-втулках 6, приклепанных с наружной стороны боковых стенок каретки 3. С внутренней же стороны боковых стенок имеются вертикальные упоры 7 с вырезами в середине, по направлению горизонтальной оси барабана. Боковые стенки каретки впереди соединены между собой вогнутой вертикальной стенкой, в середине которой имеется плоское окно.
Барабан 8 (фиг. 4 и 5) представляет собой металлическую катушку, буртики которой имеют ряд прорезей, в которые вставлены стальные пластины 9, выжимаемые из прорезей барабана при помощи плоских пружин 10. Чтобы пластины 9 не могли совершенно выскочить из прорезей, на концах буртика барабана насажены два кольца 11. Барабан 8 насажен на валик 5 и закреплен двумя чеками 12. На длинный свободный конец валика 5 насажен и закреплен чеками 13 храповик 14. Барабан получает вращение от веса стопки блюдец, действующего на конец пластины 9. При вращении барабана пластина 9, при подходе к вертикальному упору 7, вдавливается в прорезь барабана 8, а в момент подхода к означенному упору она выходит из прорези барабана 8 и небольшой своей частью высовывается из плоского окна вертикальной вогнутой стенки каретки 3. На этот конец пластины 9 и укладывается посуда. Скорость вращения барабана 8 регулируется маятниковым приспособлением, состоящим из кулачка, маятника и промежуточной тяги. Кулачок 15 (фиг. 1 и 2) насажен и закреплен чекой на валике 16, который вращается в отверстии боковых стенок каретки 3. На этом же валике, на конце, насажен и закреплен чекой рычаг 17, соединенный подвижно при помощи пальца 18, с рейкой 19, которая состоит из трех частей: средней и двух крайних. Средняя часть соединена подвижно, при помощи пальца 20,. с малым плечом маятникового рычага 21, груз которого закрепляется винтом 22. Крайние части рейки 19 при помощи болтов 23 скрепляются со средней частью. Благодаря прорези на средней части рейки 19, можно изменять длину всей рейки, и зависимости оттого, на каком расстоянии будут расположены каретки 3. Маятник 21 вращается на пальце 24, ввернутом в законтренном гайкой в колонке 25, приклепанной к плите 1. В средине, по оси колонки 25, на плите 1, имеется защелка 26. Для остановки станка защелка 26 отодвигается на себя, вследствие чего малый конец рычага 21 упирается в нее и перестает качаться; при этом маятник устанавливается наклонно под некоторым углом к оси станка. Между вертикально-вогнутыми: стенками обеих кареток 3 вставляется жестяной обруч 27, упирающийся своим буртиком в конец стенки. Сверху к плите 1 приклепано кольцо 28, равное, диаметру центрального отверстия. К боковым стенкам кареток 3 приклепано эластичное прорезиненное полотно 29, которое, при отодвигании кареток 3, плотно прижимается к кольцам 27 и 28, закрывая все отверстия. Снизу к плите 1 приклепана дугообразная пластина 30, к нижней кромке которой подходит; конвейер К. Ролик 31 конвейера К установлен на кронштейнах 32 и вращается во втулках 33. Конвейер (фиг. 3) может получить движение от ближайшей трансмиссии, или от специального электромотора установленного на полу, возле станка. В стенках каретки 3 и на трубке Т установлены три трубки-форсунки 34, из которых производится обдувание посуды. Воздух от компрессора, под давлением 2-2,5 атмосфер, по резиновому шлангу подходит к тройнику 35; здесь он разветвляется, идет по трубкам 34 и через узкие отверстия выходит в виде сильной струи, которая, ударяясь о посуду, сдувает всю имеющуюся на ней пыль. Последняя отсасывается вентилятором через отверстие трубки Т. Барабан и маятник закрываются железными чехлами.
Перед началом работы подбирают кольцо 27 по диаметру пропускаемой посуды. Затем отдают болты 4 и 23, раздвигают каретки 3 и между вогнутыми стенками вставляют кольцо 27. Вновь закрепляют болты 4 и, установив правильное сцепление кулачков 15 с храповиками 14, затягивают болты 23. После этого берут стопку посуды и кладут ее на концы пластин 9, в направлении кольца 27: Для пуска станка достаточно отодвинуть защелку 26 и освободить маятник от зацепления. Маятник 21, стремясь стать в прямое положение, покачнется влево, а тяга 19 и конец рычага 17 пойдут вправо. Кулачок 15 покачнется, зуб его выйдет из углубления храпового колеса 14 и освободит его от зацепления. Второй же конец кулачка 15 подойдет к храповику 14 и упрется в зуб в, т.-е. храповик повернется на один зуб. В момент же полного сцепления кулачка 15 с храповиком 14 рычаг с рейкой 19 отойдет в крайнее правое положение, и рычаг маятника 21 займет левое наклонное положение. В таком положении маятник оставаться не может, он покачнется в обратную сторону и освободит храповик 14 от зацепления на величину одного зуба, т.е. он повернется на эту величину. За каждое повертывание барабана на величину одного зуба (число зубов на храповике равно числу пластин 9 на барабане) одно блюдце упадет вниз на конвейер К. Скорость качания маятника 21, а следовательно и скорость пропускания посуды можно регулировать расположением груза на маятнике. За время одного качания (1- секунды), при прохождении маятника от одного положения в другое, происходит обдувание одного блюдца.
секунды), при прохождении маятника от одного положения в другое, происходит обдувание одного блюдца.
Вся пыль, сдуваемая воздухом с посуды, сразу же отсасывается через отверстие трубки Т.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ВЗВЕШИВАНИЯ ШТУЧНЫХ ГРУЗОВ | 1938 |
|
SU57816A1 |
| Приспособление для автоматической подачи заготовки в горизонтально-сверлильных станках | 1940 |
|
SU86115A2 |
| Штемпельный станок-полуавтомат | 1990 |
|
SU1781085A1 |
| Устройство для вырубки изделийиз РЕзиНы | 1977 |
|
SU812592A2 |
| Пишущая машина | 1934 |
|
SU43012A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| Устройство для вырубки заготовок из листовых материалов | 1977 |
|
SU704814A1 |
| Устройство кривовязюков для вырубкизАгОТОВОК из пОлОСОВОгО илЕНТОчНОгО МАТЕРиАлА | 1979 |
|
SU804501A1 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ ЩИТОВ ИЗ КАМЫША ИЛИ СОЛОМЫ | 1930 |
|
SU21436A1 |
| Устройство для вырубки изделийиз РЕзиНы | 1977 |
|
SU806456A2 |
1. Станок для обдувания утельной посуды, отличающийся применением двух установочно расположенных друг против друга барабанов 8 со вставленными в бортовые прорези, отжимаемыми пружинами, радиально выступающими пластинами 9, служащими для поддержания низа посудной стопки и ограниченными в своем выступлении наружу вертикальными упорами 7 с вырезами а, каковые барабаны снабжены маятниковым механизмом 14, 15, 21 для регулирования скорости автоматического поворачивания барабанов под влиянием веса опирающейся на выдвинутую пластинку 9 посудной стопки.
2. В означенном в п. 1 станке применение воздушных форсунок 34 и пылеотсасывающей трубки Т, расположенных в нижней части установки над центральным отверстием станины, окруженной прорезиненным полотном 29 и стенками кареток.
3. В означенном в п. 1 станке применение расположенного под центральным отверстием станины конвейера К, служащего для удаления автоматически вываливающейся через это отверстие посуды.
