Известны способы получения ступенчатых изделий поперечно-винтовой прокаткой, л также холодной прокаткой путем протягивания заготовки через П1ель между двумя моприводными валпкамп.
Предложенный способ отличается от известпых тем, что обрабатываемое пзделие после каждого двойного возвратно-поступательного хода поворачпвают вокруг продольиой оси на угол, определяемый программой обработки, а длина хода изделия автоматпчески регулируется в соответствии с удлинением обрабатываемого участка.
Предложенным способом можно обрабатывать участки изделия с квадрагным и мпогограпным поперечным сечением цилиндрическими роликами, в этом случае грани прокатываются попарно, с поворотом изделия после каждого хода на одну грань.
Изделия, изготовленные предложенным способом, отличаются высокой точностью 1азмеров.
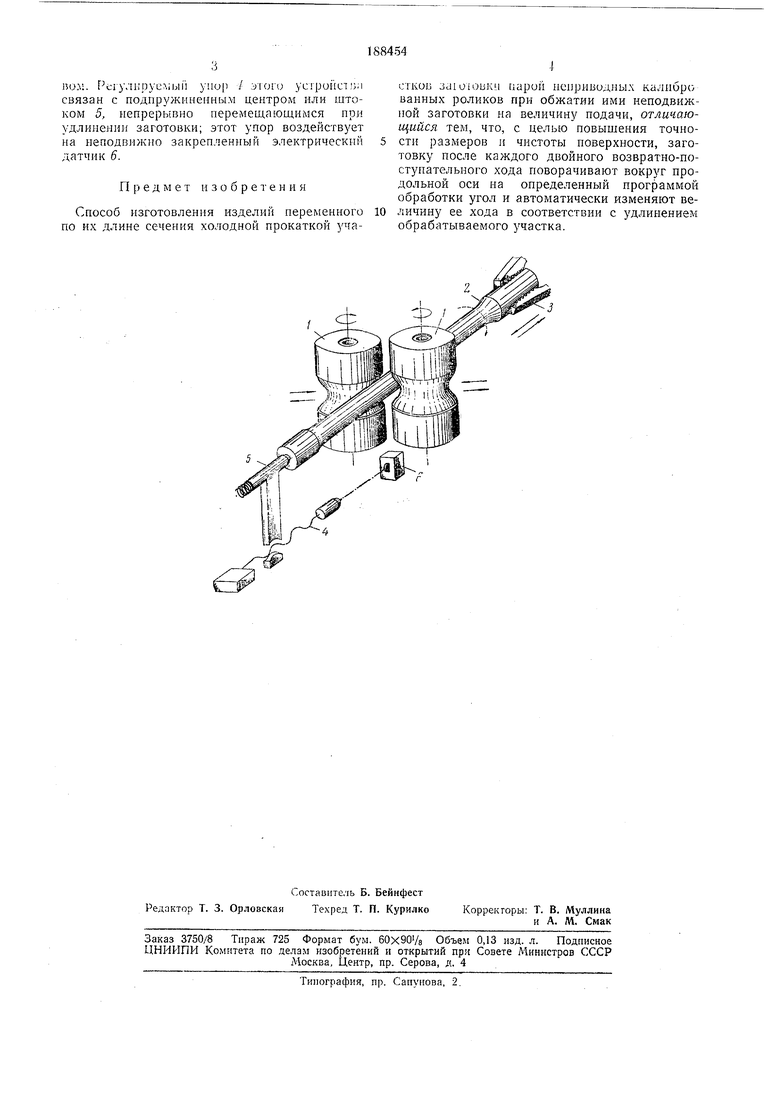
Способ позволяет значительно уменьшить расход металла, снизить трудоемкость изготовления ступенчатых изделий но сравнению с существующими на заводах технологическими процессами и исключить чистовые и отделочные механические операции. Последовательное формирование профиля позволяет получить изделия из высокопрочных легиро1 анных сталей на сравнительно неоольших по габаритам и простых но конструкции станах. Па чертеже показана принципиальная схема процесса.
Ручьевые ролики / вдавливаются в неподвижную заготовку 2 на участке одной из галтелей, после чего осуществляется продольная ирокатка заготовки до участка второй галтели и обратный ход, при этом головка заготовкк
нахватывается патроном 3.
По возврап1ении (или во время возвраще1п-1я) заготовки в исходное положение ролики отводятся на небольшую величину, необходимую для свободного поворота заготовки на
угол, определяемый программой обработки. Затем ролики опять вдавливаются в заготовку, которая перемещается возвратно-поступательно на величину рабочего хода. Сигнал на окончание цикла, равного примерно 10
ходам, поступает от программного устройства при достижении требуемого профиля изделия. В тех случаях, когда отношение длины изделия к дна.метру не превышает критического (определяемого продольной устойчивостью
изделия), как прямой, так и обратный ход являются рабочими, п. е. вдавливание роликоз производится у обеих галтелей.
J5O.M. Рстулкруелпмп упор / этого усгронст). связан с подпружиненным центром или штоком 5, непрерывно перемещающимся при удлинении заготовки; этот упор воздействует на неподвижно закрепленный электрический датчик 6.
Предмет изобретен и я
Способ изготовления изделий неременного по их длине сечения холодной прокаткой учаcTKOfj заююьки парой неирнводных калибро ванных роликов при обжатии ими неподвижной заготовки на величину подачи, отличающийся тем, что, с целью повышения точности размеров и чистоты поверхности, заготовку после каждого двойного возвратно-поступателыюго хода поворачивают вокруг продольной оси на определенный программой обработки угол и автоматически изменяют величину ее хода в соответствии с удлинением обрабатываемого участка.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления круглых изделий | 1973 |
|
SU653015A1 |
| Способ изготовления изделий перемен-НОгО пО иХ длиНЕ СЕчЕНия | 1978 |
|
SU829283A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ПЕРЕМЕННОГО ПО ИХ ДЛИНЕ СЕЧЕНИЯ | 1996 |
|
RU2103100C1 |
| Способ изготовления изделий переменного по их длине сечения | 1980 |
|
SU871954A2 |
| Способ упрочнения изделий переменного по их длине сечения | 1980 |
|
SU859468A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ПЕРЕМЕННОГО ПО ИХ ДЛИНЕ СЕЧЕНИЯ | 1992 |
|
RU2040355C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ПЕРЕМЕННОГО ПО ИХ ДЛИНЕ СЕЧЕНИЯ | 1999 |
|
RU2165327C2 |
| Способ изготовления изделий продольной прокаткой роликами и инструмент для осуществления способа | 1974 |
|
SU555589A1 |
| Способ продольной прокатки деталей | 1976 |
|
SU692661A1 |
| Способ изготовления изделий переменного по их длине сечения | 1975 |
|
SU553033A1 |
