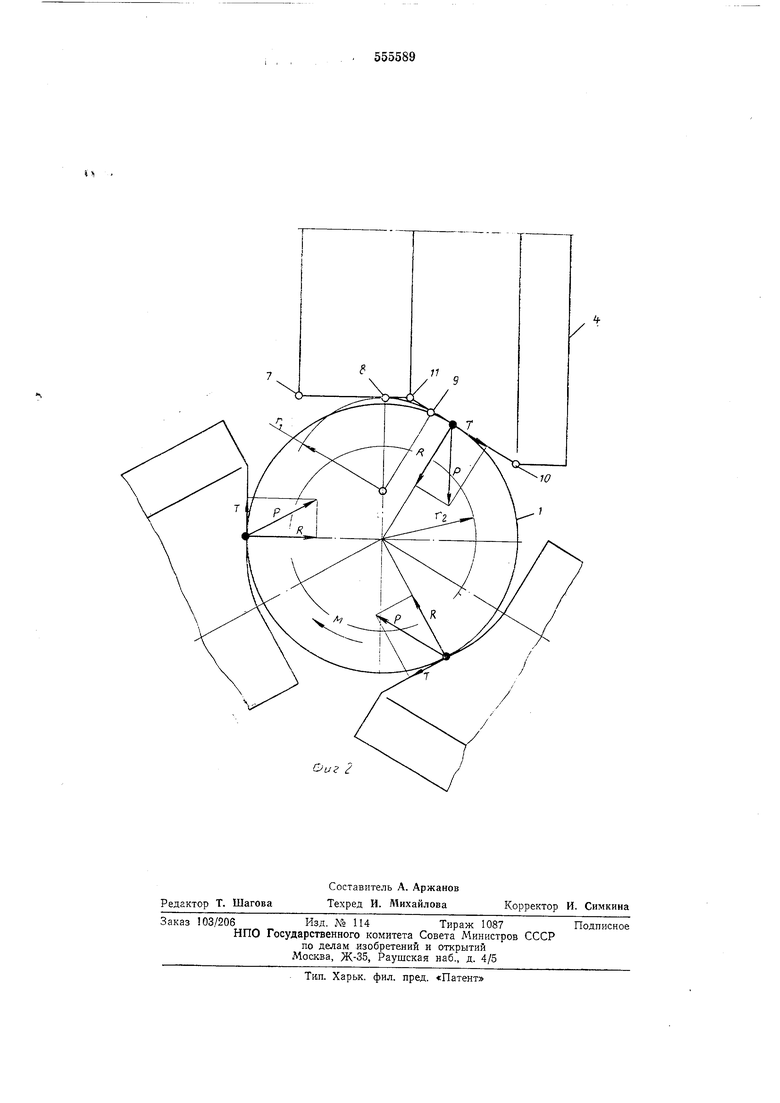
разующими 7-//, //-10 усеченного конуса и построенного .на его меньшем основании цилинДра, сопряженными дугой ок1ружностп 8-9, ра ди1ус г, «отарой равен приблизительно радиусу Г2 .прокатываемого .изделия.
В процессе ра-бочего хода ico icropoHbi ,каждого ролика на за гото:аку действует поперечная сила Р, которая и:меет радиальную R и тангенциальную Т (соста.вляющие.
Радиальные составляЮЩие .сил Р взаимно уравновешиваются и заставляют течь металл в осевом направлении.
Тангенциально составляющее Т сил Р неуравновешены и образуют момент /И, который приложен к ОЧагу пластической деформацяи и пла1стически закручивает пр-окаты.ваемый участок относительно закрепленного конца заготовки при р-а-бочем ходе роликов.
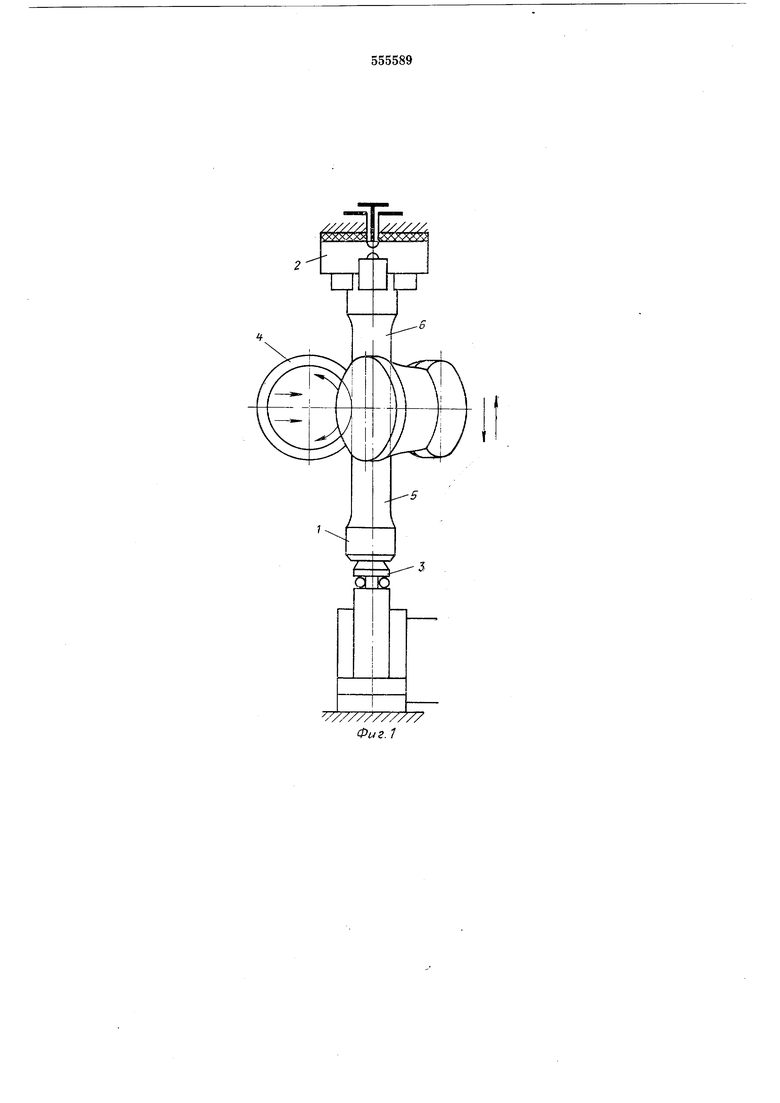
По завершении ра|бочего хода ролвки 4 возвращают в исходное положение (к галтели 5) и отводят их от заготовки /, которую разгружают от осевого сжимающего усилия и ВМесте с патроно.м 2 товора чивают вокруг продольной оси на заданный программой прокатки угол. Затем фиксируют патрон от П-QBOрота, нагружают заготовку осевььм сжимающи;м усилием и снова совершают ра|бочий ход.
Путем многократного .повторения рабочих ходов роликов и поворотов заготовки фор:мообра.зуют круглый профиль с нужными размерами; при это1м вследствие удлинения прокатываемого участка заготовки длину кажд&го .последующего рабочего хода автоматически увеличивают на величину ул.л1гнения.
Пластическое закручивание прокатываемого участка заготовки и ее нагружение осевым
сжи1мающим усилием в направлении ра-бочего хода роликов обеопечивают -повышение прочностных ОВОЙСТ1В иЗ|Делий как в осевом, так и в по.перечно:м направлении.
Ф о Р м } л а изобретения
1.Способ изготовления изделий продольной прокаткой роликами по заданной програм/ме, при котором за1готовку после каждого двойного еозвратнонпоступательного хода роликов поворачивают вокруг продольной оси на угол, определенный програ1М1Мой обработки, и автоматически изменяют величину хода роликов в соответствии с удлинением обрабатываемого участка, отличающийся тем, что, с целью повышения качества и производительности изготавления изделий, в прО цессе каждого рабочего хода роликов один ко.нец заготовки неподвижно фиксируют, при этом пагрзжают- осевым сжимающим усилием и пла1стичеаки за1кручивают ее обрабатываемый Зчасток ролика1ми.
2.Инструмент для осуществления способа изготовления изделий продольной прокаткой ролика.мп по п. 1, содержащий ролики, выполненные в виде ступенчатого диака с кали-брованньпм ручьем, отличающийся тем, что, калибр ручья образова.н поверхностью усеченного конуса, поверхностью цилиндра, построенного на меньшем основании усеченного KOiHyca и сопряженной с ними криволинейной повер1Х НОстью, радиус кривизны которой равен радиусу кривизны обрабатываемого изделия.
&иг 2
| название | год | авторы | номер документа |
|---|---|---|---|
| Ручей пилигримового валка | 1981 |
|
SU1007771A1 |
| Клеть стана пилигримовой про-КАТКи ТРуб | 1979 |
|
SU816587A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ПЕРЕМЕННОГО ПО ИХ ДЛИНЕ СЕЧЕНИЯ | 1999 |
|
RU2165327C2 |
| Валок для холодной периодической прокатки труб | 1989 |
|
SU1620163A1 |
| Способ упрочнения изделий переменного по их длине сечения | 1980 |
|
SU859468A1 |
| Инструмент для прокатки цилиндрических изделий с продольными ребрами | 1979 |
|
SU893358A1 |
| Способ изготовления изделий перемен-НОгО пО иХ длиНЕ СЕчЕНия | 1978 |
|
SU829283A1 |
| СИСТЕМА ЧЕРНОВЫХ КАЛИБРОВ ДЛЯ ПРОКАТКИ ЖЕЛЕЗНОДОРОЖНЫХ РЕЛЬСОВ | 2021 |
|
RU2784961C1 |
| Оправка автоматического стана | 1976 |
|
SU567514A1 |
| Способ изготовления изделий переменного по их длине сечения | 1980 |
|
SU871954A2 |