Известны устройства для формовки спиралешовных труб из ленты, включающие барабан с рулонной лентой, направляющие и неподвижную оправку с упорами.
Предлол енное устройство отличается тем, что механизм подачи заготовки выполнен в виде гибкой бесконечной ленты, огибающей приводной и холостой барабаны и обхватывающей оправку вместе с заготовкой по винтовой линии, что позволяет формовать особо тонкостенные трубы.
Применение механизма обгона с регулируемыми прижимами позволяет получить плотный стык кромок формуемой трубы.
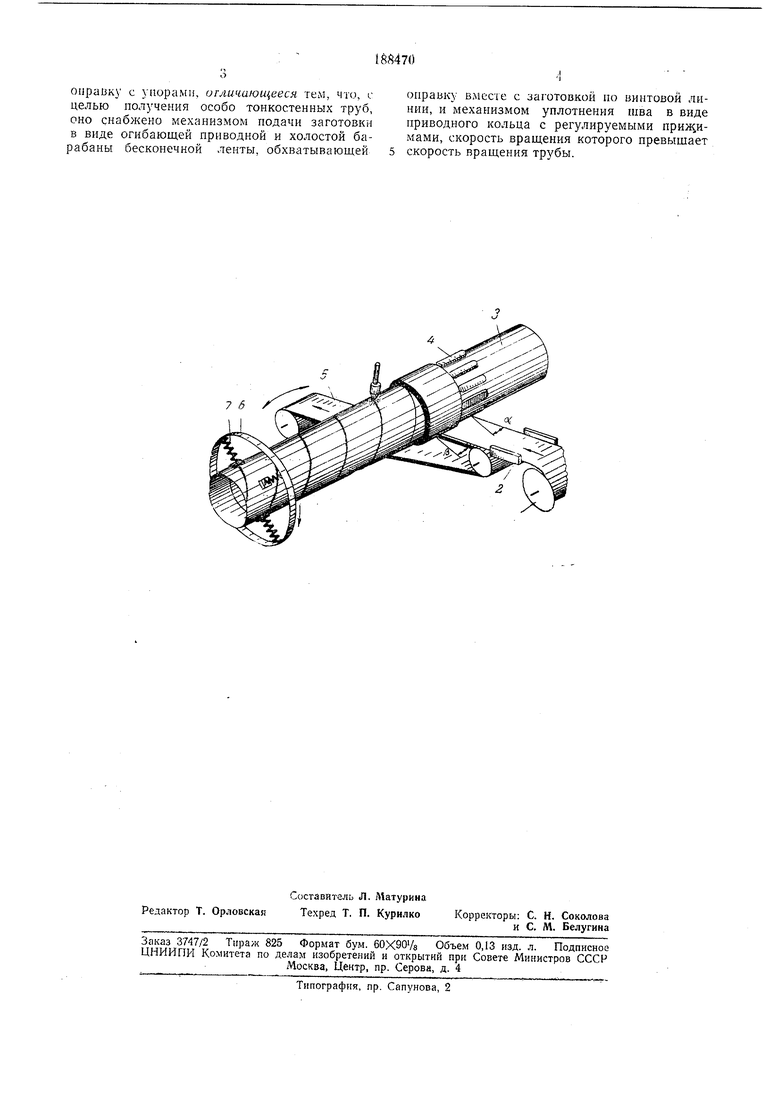
На чертей е схематично изображено предложенное устройство.
Устройство включает барабан / с рулонной лентой, направляющую 2, неподвижную оправку 3, упоры 4, гибкую бесконечную ленту 5 с приводом (на чертеже не показан), механизм обгона 6 с регулируемыми прижимами 7.
Работает устройство следующим образом. Металлическая лента из рулона, надетого на барабан, через паправ.ляющую подается к неподвижной оправке под углом а, равным углу подъема винтовой линии формуемой трубы и зависящим от диаметра оправки и ширины ленты. Конец ленты-заготовки вставляется между оправкой и приводной, охватывающей оправку, лентой, установленной под
тем же углом к оправке (р сс). Упоры расположены строго по винтовой линии, являющейся продолжением наружной от стыка кромки ленты-заготовки.
Включается привод обрезиненной ленты 5, н стальная лента-заготовка наматывается на оправку по БИНТОВОЙ линии за счет разности сил трения между стальной и обрезипенной лентами и между стальной лентой и неподвижной оправкой.
Для того чтобы стык кромок непрерывно был плотным, ставится механизм обгона, прижимы которого, отрегулированные на необходимое усилие, вращаются в ту же сторону,
что и труба, но с несколько большей окружной скоростью.
Чтобы регулировать величину усилия сталкивания трубы с оправки, угол р плавно изменяют, поворачивая тянущую ленту 5.
Для изготовления трубы другого диаметра необходимо сменить оправку, изменить угол а, выставить упоры на новую винтовую линию, а прижимы механизма обгона настроить на другой диаметр.
25
Предмет изобретения
oiipaUKV с упорами, отличающееся тем, что, с целью получения особо тонкостенных труб, оно снабжено механизмом подачи заготовки в виде огибающей приводной и холостой барабаны бесконечной ленты, обхватывающей
оправку вместе с заготовкой по винтовой линии, и механизмом уплотнения щва в виде приводного кольца с регулируемыми прия имами, скорость вращения которого превышает скорость вращения трубы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления сварных труб со спиральным швом | 1984 |
|
SU1146116A1 |
| Устройство для формовки спиральношовных труб | 1982 |
|
SU1017403A1 |
| Устройство для изготовления спиральношовных труб | 1980 |
|
SU935155A1 |
| УСТАНОВКА ДЛЯ СВАРКИ ТОНКОСТЕННЫХ СПИРАЛЬНОШОВНЫХ ТРУБ | 1972 |
|
SU422493A1 |
| Автоматическая линия штамповки деталей из рулонного материала | 1989 |
|
SU1625565A1 |
| Стан для сварки особотонкостенных спиральношовных труб | 1982 |
|
SU1097408A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ТРУБ С ВНУТРЕННИМ ФАЛЬЦЕВЫМ ШВОМ | 2004 |
|
RU2271892C1 |
| Устройство для изготовления теплоизоляционных труб из полосы волокнистого материала | 1983 |
|
SU1127773A1 |
| ЛИНИЯ АВТОМАТИЧЕСКАЯ ПРОДОЛЬНО-ПОПЕРЕЧНОЙ РЕЗКИ РУЛОННОЙ СТАЛЬНОЙ ПЛОСКОЙ ЛЕНТЫ НА МЕРНЫЕ ПОЛОСЫ | 2022 |
|
RU2810218C2 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ГОФРИРОВАНИЯ РУЛОННОГО МАТЕРИАЛА | 2007 |
|
RU2357828C1 |
7 6
