1
Изобретение относится к обработке металлов давлением, в частности к оборудованию для формообразования гофрированных труб и сильфонов.
Цель изобретения - повышение производительности работы путем совмещения подачи трубы с осадкой гофра.
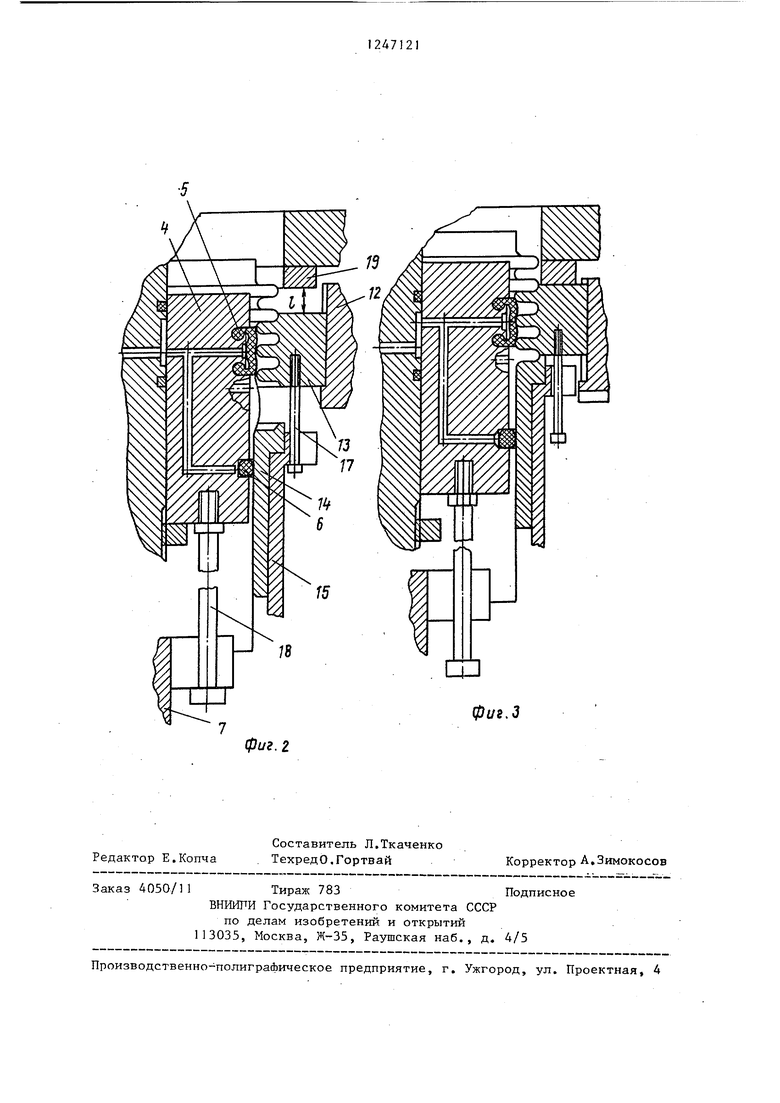
На фиг, 1 изображена конструктивная схема устройства; на фиг.2 - расположение гофрирующего инструмента в начальный период формообразования гофра (выпучивание); на фиг. 3 - то же, в конце осадки.
Устройство содержит неподвижный гидравлический цилиндр 1 с поршнем 2 и штоком 3, расположенный внутри оправки 4, на которой вьтолнены про- точки для размещения уплотнительных колец 5 и 6. Шток 3 через планку 7 и шпильки 8 связан с подвижной траверсой 9. На штангах 10 станины 11 размешены подвижные в радиальном направлении каретки 12. На каждой каретке с возможностью осевого перемещения установлены профильные блоки 13. Профильные полувтулки 14, которые совместно с профильными блоками 13 образуют гофрирующий инструмент, установлены на держателе 15,
Оправка 4 установлена с возможностью осевого перемещения вдоль корпуса цилиндра 1 и удерживается на нем при помощи регулировочной гайки I 6.
Профильные блоки 13 и обойма 4 снабжены тягами 17 и 18, взаимодействующими с держателем 15 и планкой В верхней части станины 11 установлены упоры 19, служащие ограничителями движения профильным блокам 13. Через канал 20 в корпусе цилиндра рабочая жидкость подведена к каналам в оправке 4 и поступает в ее проточки с уплотнительными кольцами и в зону формования.
Устройство работает следующим образом.
В исходном положении гофрирзтощий инструмент 13 и 14 расставлен на зада.нную порцию трубы-заготовки, которая удерживается изнутри, например, манжетой (не показана). Упоры
0
15
20
5
471212
расположены от профильных блоков 13 на расстоянии t, равном шагу готовых гофр.
В полость формования и под уплот- 5 нительные кольца 5 и 6 под необходимым давлением подается рабочая жидкость. Происходит вьтучивание участка трубы, заключенного между гофриру- инстрзшентами 13 и 14. После этого гофрирующий инструмент 14 при помощи цилиндра 1 перемещается к гофрирующему инструменту 13, который в это время фиксирует трубу по гладкой (или предварительно отформованному гофру) части трубы. Кольцо 5 при этом плотно сцепляется с блоками 13. При перемещении полувтулки 14 вся система (оправка 4 - профильные блоки 13 - заготовка) приходит в движение и пбсле взаимодействия с упорами 19 происходит окончательное оформление гофра. Подача заготовки для повторения цикла на дополнительную длину t вьшолнена. После этого давление жидкости в каналах оправки 4 снимается, гофрирующий инструмент 13 радиально отводится, освобождая трубу, и щтск 3 возвращает полувтулки 1 4 в исходное положение. При этом тяги 17 и 18 взаимодействуют с подвижными элементами и отводят оправку 4 и профильные блоки 13 также в исходное положение. Далее цикл вторяется.
При необходимости можно иметь два подвода рабочей жидкости от двух независимых источников давления либо ,один подвод. В последнем ка- |налы в оправке должны быть объедине- ны. Подвод давления может быть осуществлен либо через корпус 1 гидроцилиндра, либо непосредственно к самой оправке 4 (не показано).
j Изобретение позволяет уменьшить число ходов гофрирующего инструмен- та, необходимое для вьтолнения подачи, которая совершается одновременно с осадкой гофра, что обеспечива ет снижение времени на выполнение каждого цикла и, как следствие, по- вьш1ение производительности.
0
5
фиг.З
фиг. 2
Редактор Е.Копча
Составитель Л.Ткаченко Техред О,Гортвай
Заказ 4050/П Тираж 783Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Корректор А.Зимокосов
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления труб с кольцевыми гофрами | 1984 |
|
SU1232331A1 |
| УСТРОЙСТВО ДЛЯ ПОСЛЕДОВАТЕЛЬНОГО ИЗГОТОВЛЕНИЯ КОЛЬЦЕВЫХ ГОФРОВ НА ТРУБНЫХ ЗАГОТОВКАХ | 1991 |
|
SU1826241A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ С КОЛЬЦЕВЫМИ ГОФРАМИ | 1992 |
|
RU2016685C1 |
| УСТРОЙСТВО ДЛЯ ГОФРИРОВАНИЯ ТРУБ | 1998 |
|
RU2148458C1 |
| Установка для изготовления сильфона из трубной заготовки | 1980 |
|
SU912337A2 |
| Устройство для изготовления гофрированных труб | 1980 |
|
SU889201A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ СИЛЬФОНА ИЗ ТРУБНОЙЗАГОТОВКИ | 1966 |
|
SU188473A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ГОФРИРОВАННЫХ ТРУБ | 2000 |
|
RU2198050C2 |
| Устройство для изготовления гофрированных труб | 1986 |
|
SU1406886A1 |
| Устройство для изготовления гофрированных труб | 1977 |
|
SU733791A1 |

| Устройство для последовательного кольцевого гофрирования труб | 1970 |
|
SU405252A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Способ изготовления гофрированных труб | 1979 |
|
SU871894A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
