Известен снособ изготовления жестких минераловатных плит посредством смешения волокна со связующим и наполнителем при их распылении в камере волокноосаждения.
Цель изобретения - улучпление качества плит, в первую очередь за счет равномерного распределения в плите волокна, связующего и наполнителя. Достигается это тем, что связующее раздельно распыляют на потоки волокна и наполнителя, а затем обработанные связующим волокно и наполнитель смешивают между собой в процессе осаждения, причем в качестве наполнителя применен пористый материал типа вспученного перлитового песка.
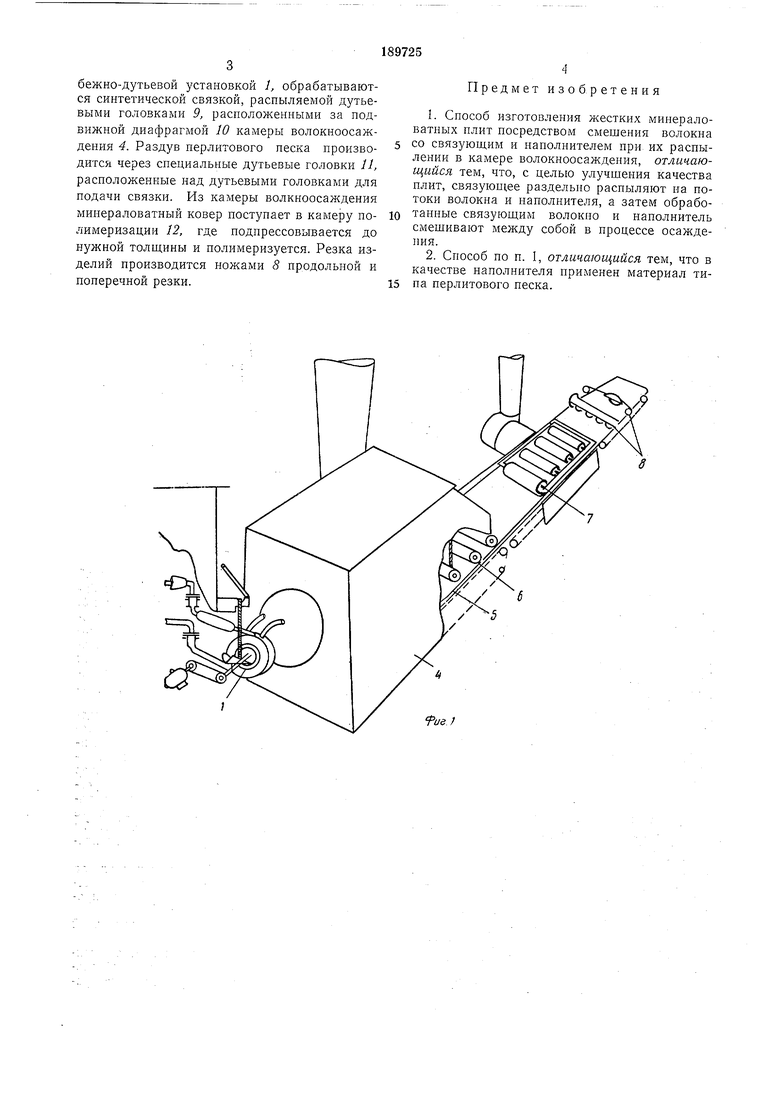
На фиг. 1 изображена в общем виде установка для изготовления жестких минераловатных плит, в случае использования битумного связующего; на фиг. 2 - кольцевая дутьевая головка центробежно-дутьевой установки, с помощью которой осуществляют распыление в камеру волокпоосаждения волокна, наполнителя и битумного связующего; на фиг. 3 - разрез А-А на фиг. 2; на фиг. 4 - вариант установки для изготовления жестких минераловатных плит в случае использования синтетического связующего, общий вид.
временно из битумного отсека 2 кольцевой дутьевой головки подается на раздув паро-битумпая эмульсия, а по двум трубопроводам 8, расположенным между отверстиями битумного отсека кольцевой дутьевой головки, сжатым воздухом подается перлитовый песок. Последний может быть подан и специальными соплами. Желательно для распыления перлита применять подогретый до температуры
100-150°С воздух.
Входное отверстие камеры волокноосаждения 4 уменьшено до 2000X2000 мм с тем, чтобы сократить подсос воздуха. Волокна минеральной ваты с осевшими на них частицами битума и перлита ложатся н транспортер 5 камеры волокноосаждения. Камера подпрессовки 6 расположена непосредственно за камерой волокиоосаждения, подпрессовочные валки закрыты общим кожухом с тем, чтобы
уменьшить охлаждение минераловатного ковра.
Камера охлаждения 7, расположенная за камерой подпрессовки, оборудована подпрессовочными валками и вентилятором для проcoca воздуха из цеха через ковер.
Изделия разрезаются ножами 8 продольной и поперечной резки.
бежно-дутьевой установкой 1, обрабатываются синтетической связкой, расныляемой дутьевыми головками 9, расположенными за нодвижной диафрагмой 10 камеры волокиоосаждения 4. Раздув нерлитового песка производится через специальные дутьевые головки 11, расиоложениые над дутьевыми головками для подачи связки. Из камеры волкноосаждения минераловатный ковер поступает в камеру полимеризации 12, где подпрессовывается до нужной толщины и нолимеризуется. Резка изделий производится ножами 8 продольной и поперечной резки.
4 Предмет изобретения
1.Способ изготовления жестких минераловатных плит посредством смешения волокна
со связующим и наполнителем при их распылении в камере волокноосаждения, отличающийся тем, что, с целью улучшеиия качества плит, связуюп1.ее раздельпо распыляют па потоки волокна и наполнителя, а затем обработанные связующим волокно и наполнитель смещивают между собой в процессе осаждения.
2.Способ но п. I, отличающийся тем, что в качестве наполнителя применен материал типа перлитового песка.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления минераловатных изделий | 1983 |
|
SU1145012A1 |
| Способ нанесения связующего на минеральные волокна | 1987 |
|
SU1446119A1 |
| Способ изготовления безобкладочных теплоизоляционных матов и устройство для его осуществления | 1986 |
|
SU1391899A1 |
| Поточная линия для изготовления жестких минераловатных плит | 1988 |
|
SU1527003A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЖЕСТКИХ МИНЕРАЛОВАТНЫХ ПЛИТ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2024444C1 |
| Устройство для формования жестких минераловатных плит из гидромассы | 1983 |
|
SU1096257A1 |
| Способ изготовления минераловатных изделий | 1987 |
|
SU1477546A1 |
| Способ нанесения связующего на минеральные волокна | 1987 |
|
SU1447665A1 |
| Способ формования ковра из волокнистого материала | 1986 |
|
SU1474111A1 |
| Способ изготовления теплоизоляционных изделий | 1980 |
|
SU885238A1 |

