Известна установка для изготовления спирально-навитых асбестометаллических прокладок, включающая устройства: для подачи и профилирования металлической полоски; для подачи асбестосодержащей полоски; для разрезания металлической полоски па заданный размер и для навивки прокладок с ротором, имеющим плпиндели, на которых укреплены оправки.
Эта установка не обеспечивает автоматической заправки металлической полоски на оправку.
С целью устранения этого недостатка, в предлагаемой установке за устройством для подачи металлической полоски смонтировано устройство для контактной электросварки. Кроме того, перед устройством для подачи асбестосодержащих полосок также установлено устройство для контактной электросварки.
Устройства для контактной электросварки выполнены с электродами, приводимыми в действие посредством пневмоцилиндра.
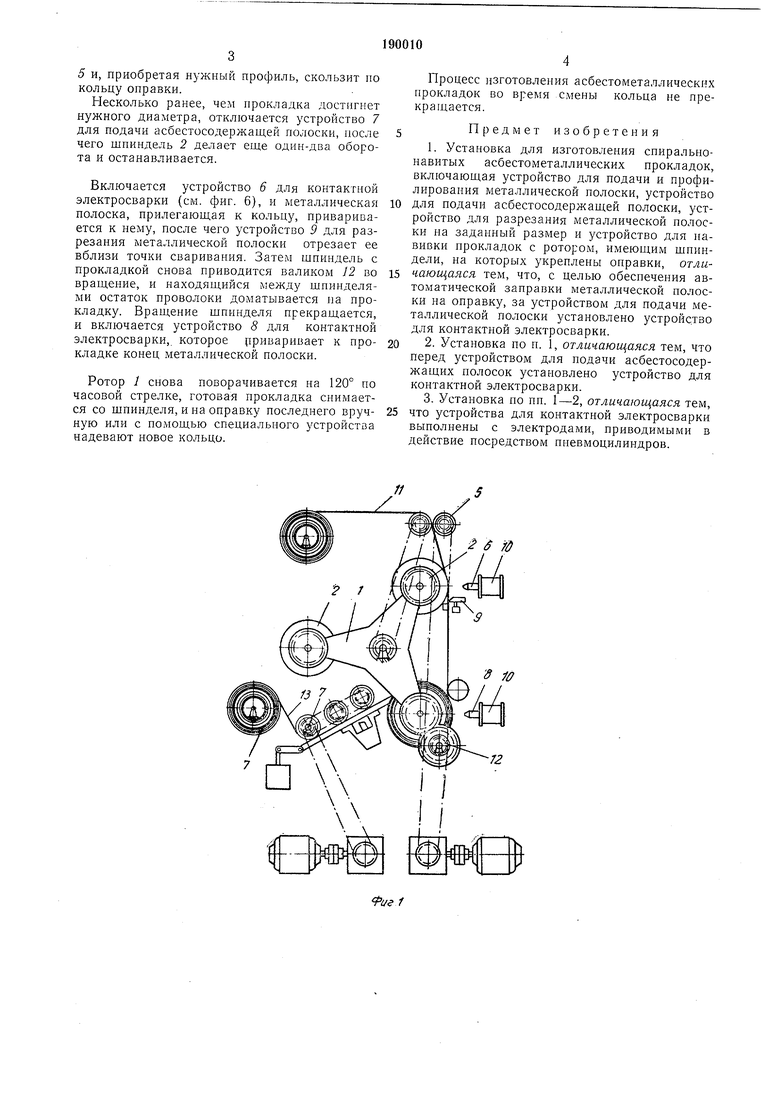
На фиг. I схематически изображена предлагаемая установка; на фиг. 2 - один из узлов ее в разрезе; на фиг. 3, 4, 5, 6--показан процесс изготовления спирально-навитых асбестометаллических прокладок.
тавливаемой прокладки; устройство 5 для подачи и профилирования металлической полоски, за которым установлено устройство 6 для контактной электросварки; устройство 7 для
подачи асбестосодержащей полоски, за которым установлено устройство 8 для контактной электросварки; устройство 9 для разрезания металлической полоски на заданный размер. Устройства б и S выполнены с электродами,
приводимыми в действие нневмоцилипдрами 10.
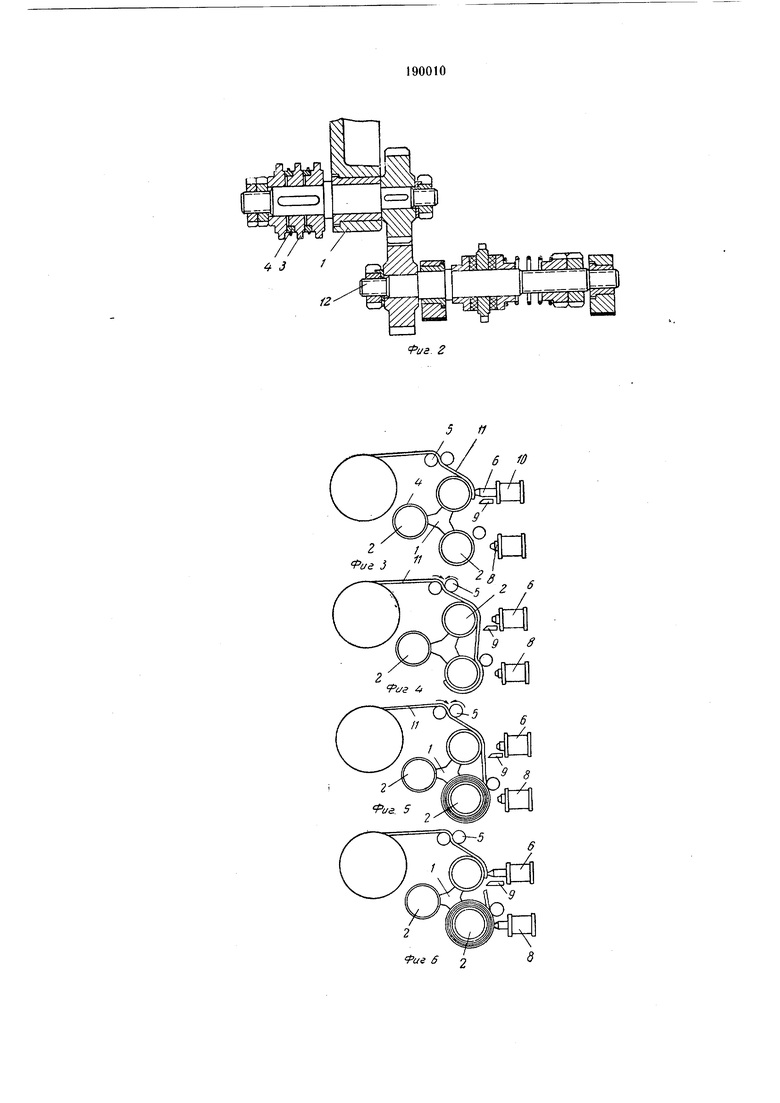
Металлическая полоска II подается устройством 5 поверх кольца 4 оправки 3 (см.
фиг. 3). Включается устройство 6 для контактной электросварки, и конец металлической полоски 11 приваривается к кольцу 4. Затем ротор вместе с шпинделем и укрепленной на нем оправкой с кольцом поворачивается по часовой стрелке на 120°. Металлическая полоска подается устройством 5 и ложится на кольцо оправки (см. фиг. 4).
Включается привод валика 12, который приводит во вращение шпиндель 2. После одногодвух оборотов шпинделя устройство 7 подает асбестосодержащую полоску 13. Происходит намотка спирально-навитой асбестометаллической прокладки (см. фиг. 5). При этом металлическая полоска проходит валки устройства
5 и, приобретая нужный профиль, скользит по кольцу оправки.
Несколько ранее, чем прокладка достигнет нужного диаметра, отключается устройство 7 для подачи асбестосодержаш;ей полоски, после чего шпиндель 2 делает еще один-два оборота и останавливается.
Включается устройство 6 для контактной электросварки (см. фиг. 6), и металлическая полоска, прилегающая к кольпу, приваривается к нему, после чего устройство 9 для разрезания металлической полоски отрезает ее вблизи точки сваривания. Затем шпиндель с прокладкой снова приводится валиком 12 во вращение, и находящийся между шпинделями остаток проволоки доматывается иа прокладку. Вращение шнинделя прекращается, и включается устройство 8 для контактной электросварки, которое рриваривает к прокладке конец металлической полоски.
Ротор 1 снова поворачивается на 120° но часовой стрелке, готовая прокладка снимается со шпинделя, и на оправку последнего вручную или с помощью специального устройства надевают новое кольцо.
Процесс изготовления асбестометаллических нрокладок во время смены кольца не прекращается.
Предмет изобретения
1. Установка для изготовления спиральнонавитых асбестометаллических прокладок, включающая устройство для подачи и профилирования металлической полоски, устройство
для подачи асбестосодержащей полоски, устройство для разрезания металлической полоски на заданный размер и устройство для навивки прокладок с ротором, имеющим шпиндели, на которых укреплены оправки, отличающаяся тем, что, с целью обеспечения автоматической заправки металлической полоски на оправку, за устройством для подачи металлической полоски установлено устройство для контактной электросварки.
2. Установка по п. 1, отличающаяся тем, что
перед устройством для подачи асбестосодержащих полосок установлено устройство для
контактной электросварки.
3. Установка по пп. 1-2, отличающаяся тем,
что устройства для контактной электросварки выполнены с электродами, приводимыми в действие посредством пневмоцилиндров.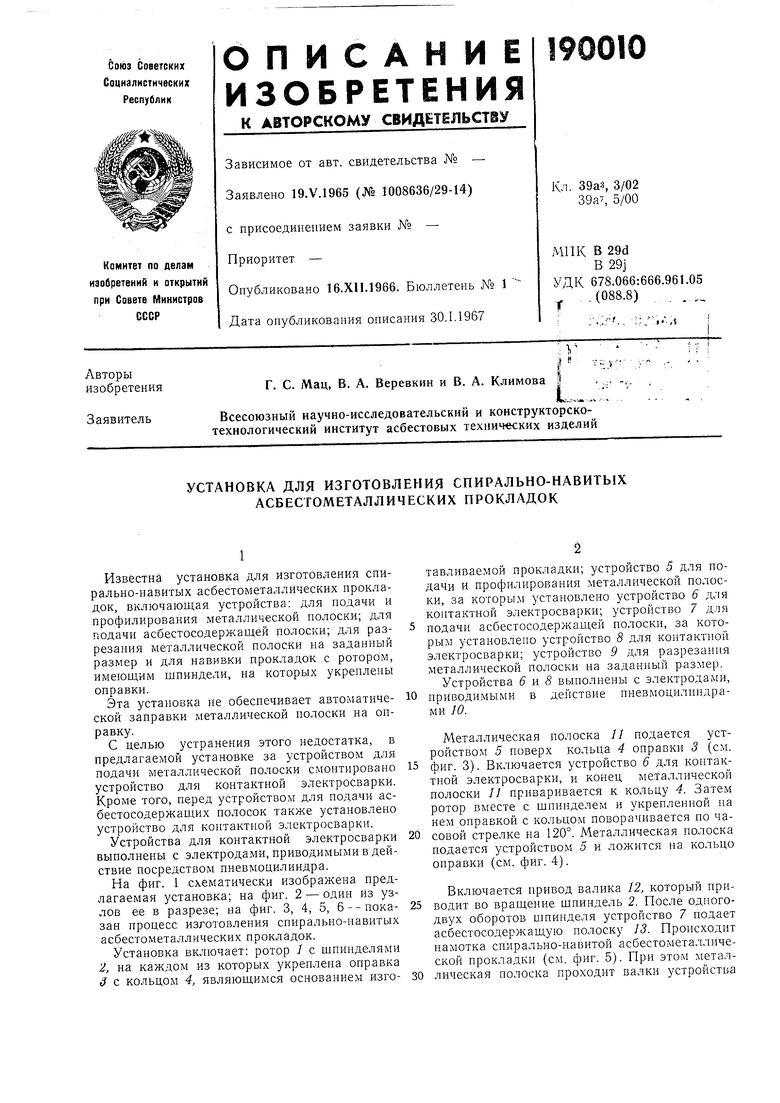
3
iZ
