Известны автоматические руки, снабженные приводным захватом, выполненным в виде цанги, располол енной во втулке с подпружиненным стержнем.
Особенностью описываемого устройства явчяется то, что втулка соединена с коромыслом, расноложенным внутри кронштейна, за«срепленного на вертикальной штанге, и перемещаюш,им втулку вдоль цанги, а также то, что на вертикальной штанге выполнен криволинейный наз с перемешаемым в нем роликом, закрепленным на основании автоматической руки.
При таком выполнении автоматической руки повышается надежность работы автоматической линии и обеспечивается требуемая точность при обработке малогабаритных деталей, а также упрощается механизм привода автоматической руки на загрузочной и разгрузочной позициях.
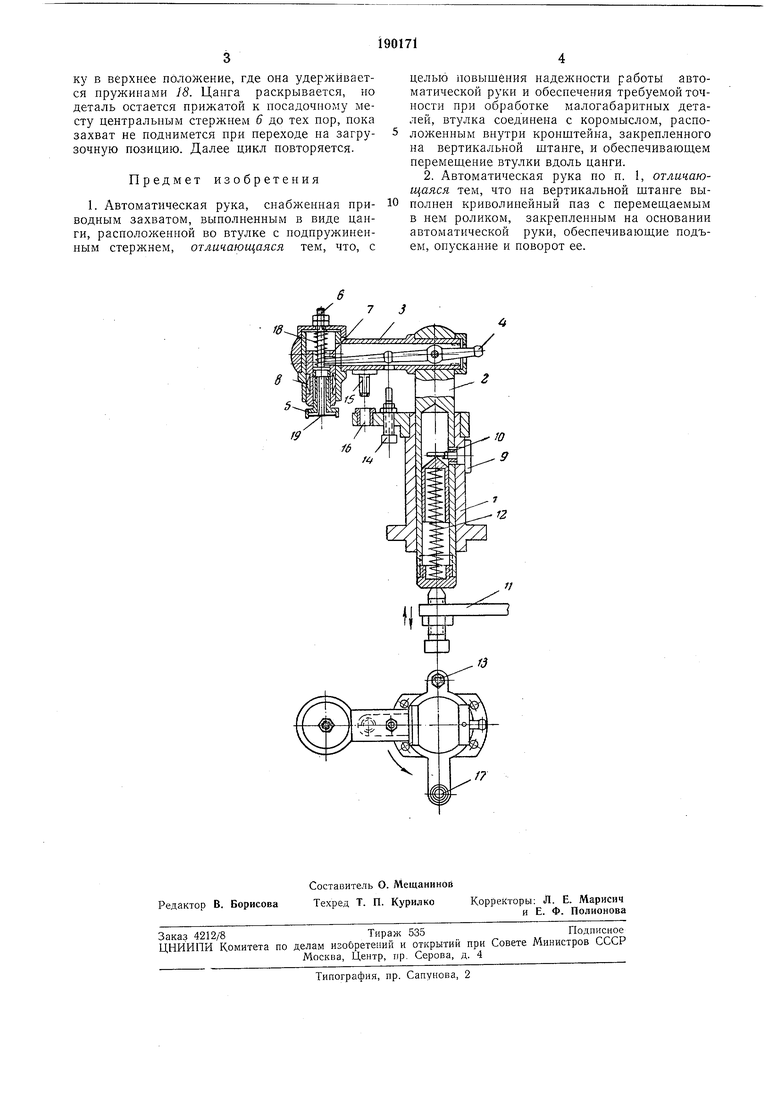
На чертеже показана в разрезе предлагаемая автоматическая рука в двух проекциях.
В подвижном корпусе / автоматической руки находится вертикальная штанга 2, несущая на верхнем конце кронштейн 5, внутри которого расположено коромысло 4, снабженное механизмом захвата, нредставляющего собой цангу 5 с центральным подпружиненным стержнем 6, плавающую втулку 7 и плоские пружины S.
В штанге укреплен палец 9 с роликом 10, входящий в криволинейный наз подвижного корпуса, подъем, опускание и поворот которой по криволинейному пазу осуществляется
от воздействия рычага // и 12.
Механизм захвата срабатывает от двух
уноров 13 и М, а для фиксации его имеется
фиксатор 15 и фиксирующие гнезда 16 и /7.
Принцип работы устройства заключается в
следующем.
При подходе к загрузочной позиции цанга .5 раскрывается н отжимается в нилснее ноложение пружиной 18. Плавающая втулка 7 удерживается в верхнем положении нлоскнми
пружинами. Когда фиксатор 15 заходит в гнездо 16, а центральный стержень 6 углубляется в деталь 19, цанга прекращает перемещаться по вгфтикали, а от продолжающегося вертикального перемещения корпуса коромысло 4 упирается в упор 13 и передвигает плавающую втулку 7 в нижнее положение. Цанга закрепляется и залсимает деталь. После этого нроисходит подъем, поворот и опускание механнзма захвата на разгрузочную позицию, где кронштейн фиксируется, и деталь устанавливается на место, а цанга прекращает вертикальное перемещение. От продолл ающегося вертикального перемещения корпуса упор 14 нажимает на коромысло, последнее
| название | год | авторы | номер документа |
|---|---|---|---|
| Многопозиционный автомат для сборки узлов | 1978 |
|
SU747685A1 |
| Устройство для сборки запрессовкой деталей типа вал-втулка | 1986 |
|
SU1333527A1 |
| Устройство для автоматической сборки деталей | 1981 |
|
SU1007897A1 |
| Манипулятор | 1981 |
|
SU1050860A1 |
| Автоматическое устройство для установки вала в отверстие | 1983 |
|
SU1090521A2 |
| Автомат для тепловой сборки | 1976 |
|
SU560729A1 |
| Шагающий конвейер | 1981 |
|
SU988690A1 |
| Полуавтомат герметизации полупроводниковых приборов контактной сваркой | 1988 |
|
SU1590290A2 |
| Загрузочное устройство | 1978 |
|
SU749627A1 |
| Манипулятор | 1991 |
|
SU1813620A1 |
