сл
с
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ | 2009 |
|
RU2405664C1 |
| Устройство для сборки и дуговой сварки металлоконструкций | 1978 |
|
SU789262A1 |
| СПОСОБ КОПИРОВАЛЬНОЙ ОБРАБОТКИ, КОПИРОВАЛЬНЫЙ ТОКАРНО-ФРЕЗЕРНЫЙ СТАНОК "КТФ-1 МЕК" | 2007 |
|
RU2368484C2 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ИЗДЕЛИЙ | 1992 |
|
RU2021092C1 |
| Установка для сборки и сварки стержневых элементов с соединительными накладками | 1980 |
|
SU897453A1 |
| Установка для сборки и сварки кольцевых стыков базовой детали и детали насыщения | 1991 |
|
SU1782200A3 |
| Автомат для сборки пакетов магнитопроводов электрических машин с валом | 1979 |
|
SU864442A1 |
| СПОСОБ ОБРАБОТКИ РАБОЧЕЙ ПОВЕРХНОСТИ ГОЛОВКИ РЕЛЬСА НА РЕЛЬСОФРЕЗЕРНОМ СТАНКЕ И РЕЛЬСОФРЕЗЕРНЫЙ СТАНОК | 2001 |
|
RU2201318C2 |
| Установка для обработки стеклянных капилляров и трубок | 1988 |
|
SU1552557A1 |
| Установка для сварки кольцевых швов | 1986 |
|
SU1391850A1 |

Использование: для сборки под сварку в автоматической линии,, Сущность изобретения: устройство содержит смонтированные на станине 1 механизм 2 сборки и предварительного крепления изделий и механизм 3 окончательного крепления изделийо Устройство также содержит транспортное средство, выполненное в виде наклонных направляющих 5 и 6 с толкателем 42 и отсе- кателем 44. Кроме того, транспортное средство содержит питатель 7, выполненный в виде рычага 48 с приводом 50. Устройство содержит дополнительную станину 4 для установки задних бабок обоих механизмов 2 и 3. 7 ил.
Изобретение относится к сварке, а именно к конструкции устройства для, сборки изделий под сварку, например карданных валов, и может быть использовано в автоматических линиях0
Целью изобретения является расширение технологических возможностей устройства путем обеспечения возможности использования его в автоматической линии.
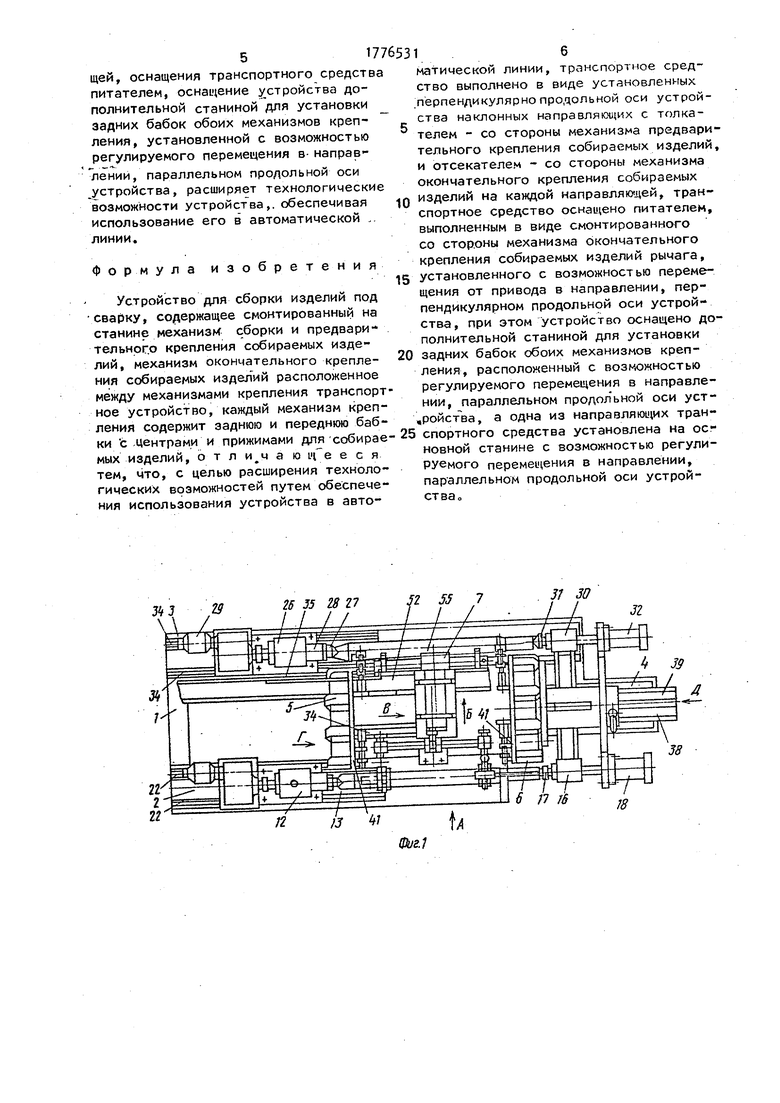
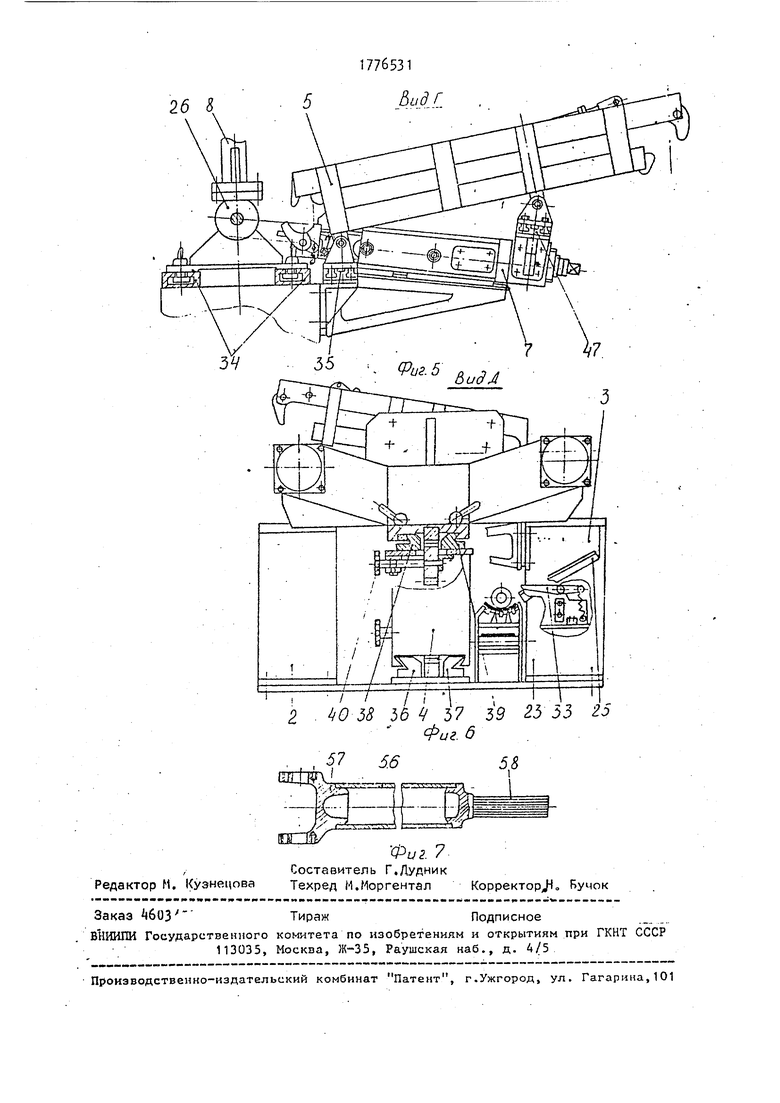
На фиг.1 изображено устройство,об- щий вид (сварочные автоматы не показаны) -на фиг.2 - виц по стрелке А на фиг. 1; на фиг. 3 - вид по стрелке Б на фиг. 1; на фиг. 4 - вид по стрелке В на фиг. 1} на фиг 5 - вид по стрелке Г на фиг о 1; на фиг. 6 - вид по стрелке Д на фиг. 1j на фиг. 7 - детали карданного вала (изделия).
-Устройство для сборки изделий под сварку содержит смонтированные на
станине 1 механизм 2 сборки и предварительного крепления собираемых изделий, механизм 3 окончательного крепления собираемых изделий, дополнительную станину 4, транспортное средство в виде двух направляющих 5 и 6, питатель 7 два сварочных автомата 8 и 9 и средства контроля 10„
Механизм 2 сборки и предварительного крепления собираемых изделий содержит станину 11, переднюю бабку 12 с центром 13, прижимом 14, приводом 15 и заднюю бабку 16 с центром 17 и прижимом 18, роликоопоры 19 и 20, механизм подъема 21 и направляющие 22„
Механизм 3 окончательного крепления собираемых изделий содержит станину 23 с лотком 2k и направляющими 25, переднюю бабку 26 с центром 27, прижимом 28 и механизмом привода 29, заднюю; бабку 30 с центом 31 и прижиVIVI О СЛ
со
Ъ
10
15
20
MOM 32,рычаг 33,а также направляющие 34 для перемещения, по ним передней бабки 26 и направляющие 35 для крепления на- клонной направляющей 5.
Дополнительная станина 4 установлена на направляющих 36 и 37 с возможностью регулируемого перемещения в направлении параллельном продольной оси устройтсвао На ней смонтированы, направляющие 38 и 39 и привод 40 одновременного перемещения задних бабок обоих механизмов крепления 2 и 3
Транспортное средство 41 выполнено в виде установленных перпендикулярно продольной оси устройства наклонных направляющих 5 и 6, толкателя 42 с приводом 43 и отсекателя 44 с приводом 45 на каждой направляющей, а также поворотных упоров 46 „ Направляющая 5 установлена одним концом в направляющих 35, а другим - в направляющих 47 питателя 7 с возможностью регулируемого перемещения в направлении, параллельном продольной оси 25 устройства. Направляющая 6 крепится ( на дополнительной станине 4. Транспортное средство оснащено питателем 7, включающим рычаг 48, упор 49, привод 50 и корпус 51. Наклонные направ- «т ляющие 5 и 6 предназначены для последовательной передачи карданных валов
55о Карданный вал 55 содержит трубу ь
56и запрессованные в нее вилку 57 и хвостовик 58 о
Устройство для сборки изделий под сварку работатет следующим образом.
Карданный вал 55 устанавливают на роликовые опоры 19 и 20, зажимают в центрах 13 и 17 прижимами 14 и 18„ Включают привод 15 и проверяют допуск биения трубы 56 и хвостовика 58 индикаторами 10 о При необходимости. производят правку ударами молотка,, Затем производят охватку вилки 57 и хвостовика 58 к трубе 56.
Центры 13 и 17 возвращаются в исходное положение, вал 55 ложится на роликовые опоры 19 и 20, подъемный механизм 21 поднимает вал 55 на ли- нию загрузки в транспортное устройство 41в Срабатывает привод 43 и через систему рычагов толкателем 42 заготовку устанавливают в транспортное средство Транспортное средство |41 расчитано на определенное коли- 55 чество карданных валов. Первая заготовка после срабатывания отсекателя 44 устанавливается автоматически в
35
40
45
50
-h
5
0
5
5
5
0
5
0
рычаге 48 питателя 7, а остальные валы, расположенные в наклонных направляющих 5 и 6, удерживаются поворотными упорами 46. Установленная в рычаге 48 первая заготовка нажимает на упор 49, который д ает команду на . подачу воздуха в пневмоцилиндр 50 перемещения питателя 7 с заготовкой 55о Отсекатель 44 возвращается в исходное положение и заготовки в направляющих 5 и 6 перемещаются на один шаг„ Выдвинутый до упора питатель 7 уста-- навливается против механизмов прижима 28 и 32, которые центрами 27 и 31 зажимают карданный вал 55 о На передней бабке 26 и задней бабке 30 закреплены два сварочных автомата 8 и 9 с размерами между мундштуками, соответствующими расстоянию между сварочными швами„
Питатель 7 возвращается в исходное положение, срабатывает отсекатель 44 и очередная заготовка попадает в рычаг 48„ Одновременно с возвратом питателя 7 включается вращение привода 29 и начинается сварка двух кольцевых швов одновременное После окончания сварки центры 27 и 31 механизмами прижима 28 и 32 отводятся и карданный вал 55 попадает в лоток 24, скатывается по направляющим 25 на конвейер 52„ Во время скатывания карданный вал 55 нажимает на рычаг 33, соединенный с; датчиком включения перемещения питателя 7 (на чертеже не показан) и цикл начинается сначала.
В устройстве можно собирать и варить изделия различной длины, для чего необходимо на размер, соответствующий свариваемому изделию, установить рычаг 48, переместить передние бабки 12 и 26 механизмов 2 и 3 предварительного и окончательного крепления собираемых изделий, переместить направляю- .щую 5 транспортного средства по нап- равляющим 35 и 47,а также переместить или дополнительную станину 4 по направляющим Зб и 37 или задние бабки 16 и 30 совместно, с направляющей 6 по направляющим 38 и 39.
Выполнение транспортного средства в виде установленных перпендикулярно /продольной оси устройства наклонных направляющих с толкателем со стороны механизма предварительного крепления собираемых изделий иотсекателем со стороны механизма окончательного крепления со- бираемых изделий на каждой направляю-(
51776531б
щей, оснащения транспортного средства матической линии, транспортное сред- питателем, оснащение устройства дополнительной станиной для установки задних бабок обоих механизмов крепления, установленной с возможностью регулируемого перемещения в направлении, параллельном продольной оси .устройства, расширяет технологические возможности устройства,, обеспечивая использование его в автоматической линии.
Формула изобретения
Устройство для сборки изделий под сварку, содержащее смонтированный на станине механизм сборки и предварительного крепления собираемых изделий, механизм окончательного крепления собираемых издел ий расположенное между механизмами крепления транспортное устройство, каждый механизм крепления содержит заднюю и переднюю бабство выполнено в виде установленных перпендикулярно продольной оси устрой ства наклонных направляющих с толкателем - со стороны механизма предвари тельного крепления собираемых изделий и отсекателем - со стороны механизма окончательного крепления собираемых
Ю изделий на каждой направляющей, транспортное средство оснащено питателем, выполненным в виде смонтированного со стороны механизма окончательного крепления собираемых изделий рычага,
15 Установленного с возможностью перемещения от привода в направлении, перпендикулярном продольной оси устройства, при этом устройство оснащено до полнительной станиной для установки
20 задних бабок обоих механизмов крепления, расположенный с возможностью регулируемого перемещения в направлении, параллельном продол ьной оси устройства, а одна из направляющих тран.-,.,. .-wrt-fi /iv t i wciw n vxriv- ч oa , Э wo па I ipd ttJIH КДЦИ X TDclH
ки с Центрами и прижимами для собирав- 25 спортного средства установлена на ос мых изделий, о т л а ю i f e e с я новной станине с возможностью регули- тем, что, с целью расширения техноло- РУемого перемещения в направлении, гических возможностей путем обеспече- параллельном продольной оси устрой- ния использования устройства в авто- ства„
J4J 29
26 35 28 27
ILL/
матической линии, транспортное сред-
ство выполнено в виде установленных перпендикулярно продольной оси устрой- ства наклонных направляющих с толкателем - со стороны механизма предварительного крепления собираемых изделий, и отсекателем - со стороны механизма окончательного крепления собираемых
изделий на каждой направляющей, транспортное средство оснащено питателем, выполненным в виде смонтированного со стороны механизма окончательного крепления собираемых изделий рычага,
5 Установленного с возможностью перемещения от привода в направлении, перпендикулярном продольной оси устройства, при этом устройство оснащено дополнительной станиной для установки
0 задних бабок обоих механизмов крепления, расположенный с возможностью регулируемого перемещения в направлении, параллельном продол ьной оси устройства, а одна из направляющих транn vxriv- ч oa , Э wo па I ipd ttJIH КДЦИ X TDclH
5 спортного средства установлена на ос новной станине с возможностью регули- РУемого перемещения в направлении, параллельном продольной оси устрой- ства„
55 7
L-jL
S 30
JUL
/;
я
i3 г 2i
Фиг, I
23
ч /yi/ ,/; }
4 /. .//
7ГГТ 7
/
54 35 26 27 24 25
/ГТ..-П -.У -
Pw J
fW/
w
го
Вид Б и51 :
.-f- - -Я,tjj --T.It
J 426 &
1 I 2 W 38 56 Ч 37 59 25 53 25
Фиг 6 , 57 56
Редактор И. Кузнецова
Фи2 7 Составитель Г.Дудник Техред М.Моргентал
Корректор, Вумок
| Устройство для сборки под сварку обечаек с днищами | 1987 |
|
SU1468703A1 |
