Известны разнообразные поворотные стенды с кондукторами для сборки, прихватки, сварки и зачистки сварных соединений различных конструкций.
Предлагаемое устройство, предназпачепное для сборки и сварки изделий типа конвейерных поперечин, позволяет автоматизировать вспомогательные операции и облегчает условия труда. Это достигается тем, что оно снабжено бункером для подачи заготовок на стенд и приводом для перемещения тележек, которые жестко соединены между собой и связаны с приводом цепной передачей, сообщающей им щаговое перемещение от одного рабочего места к другому, причем каждая тележка оснащена механизмом для переноса заготовок.
Механизм для переноса заготовок, установленный на тележке, выполнен в виде рычагов, имеющих призмы, смонтированные па осп, несущей щестерню, входящую в зацеиление с рейкой, являющейся щтоком иневмоцилипдра, установлегпюго па тележке.
Бункер для подачи заготовок па стенд выполнен в виде двух сменных направляющих и механизма для перемещения и отсекапия одной заготовки, содержащего упорные кулачки п кулачки-отсекатели, приводимые в действие от пневмоцилиндра через систему рычагов и зубчатых секторов.
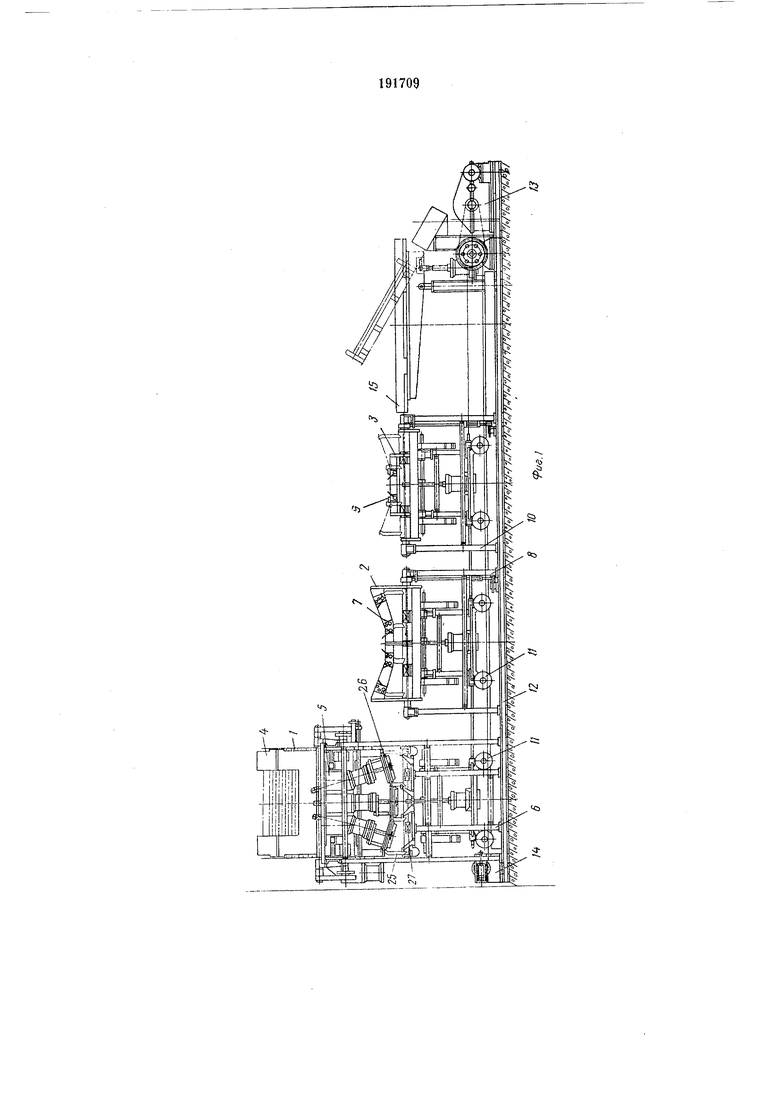
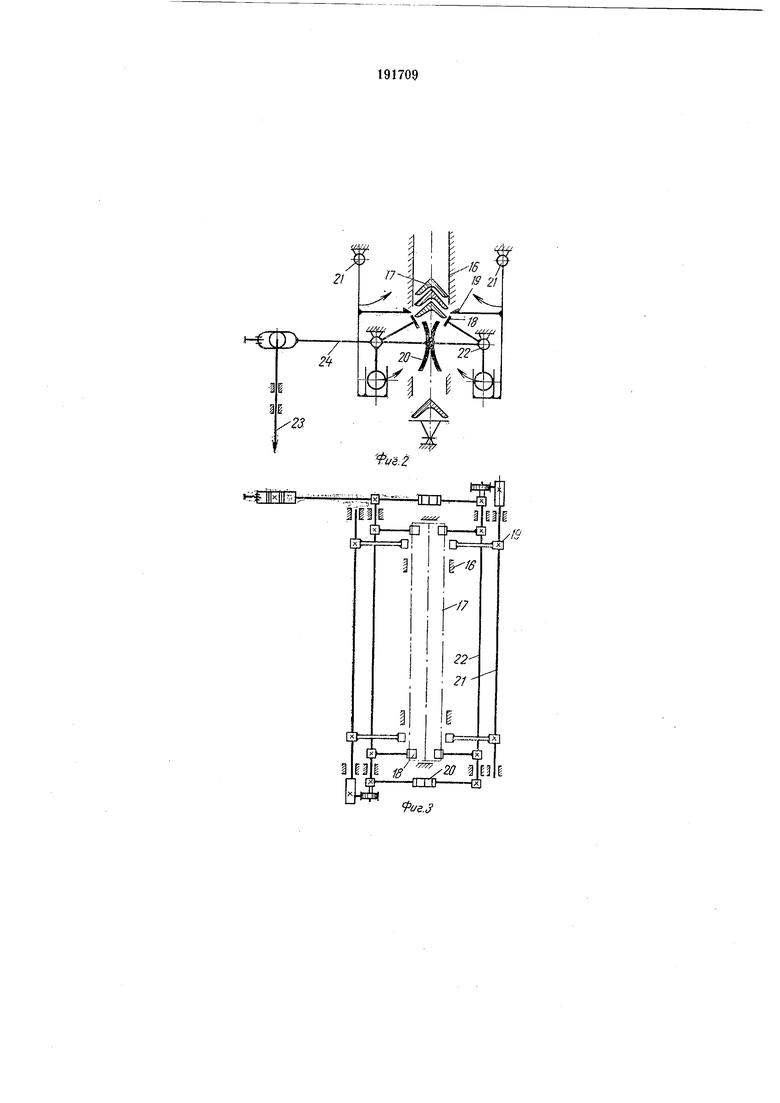
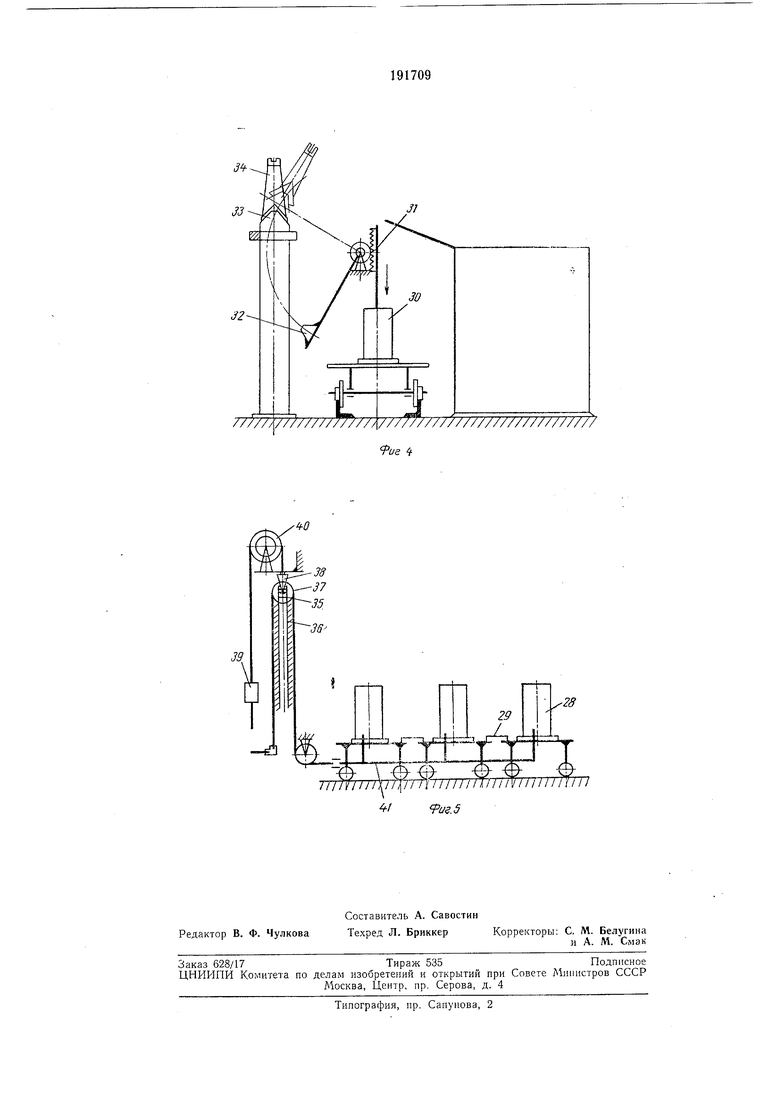
На фиг. 1 изображено предлагаемое устройство, вид сбоку; на фиг. 2 и 3 - кинематическая схема бункера для подачи заготовок в двух проекциях; па фиг. 4 и 5 - кинематическая схема механизма для переноса заготовок в двух проекциях.
Устройство содержит стенды: сборочный /, сварочный 2, коитрольно-зачистной 3 и устройства для передвижения тележек, на которых заготовки перемещаются от одного рабочего места к другому.
Сборочный стенд 1 включает портал, на котором смоптированы: бункер 4 для подачи заготовок па стенд, пневматическое установочное устройство 5, состоящее из трех цилиндров, и установочный стенд 6.
Сварочный стенд 2 содержит поворотпый сварочный кондуктор 7 и стенд 8.
Контрольно-зачистпой стенд 3 содержит кондуктор 9 п стенд 10. Тележки 11 перемещаются по рельсовому пути 12 с помощью привода 13 и натяжпого устройства 14. Загружаются заготовки на тележки пневмоперегружателем 15.
Бункер 4 состоит пз двух сменных направляющих 16, которые устанавливаются в зависимости от типоразмера уголка 17, упорных кулачков 18, кулачков-отсекателей 19, отделяющих нижний уголок от всей стопки уголков, зубчатых секторов 20, приводящих
в движение валы 21 и 22, несущие рычаги кулачков 18 и 19, и шток пневмоцилиндра 23, приводящий в движение весь механизм бункера через рычаг 24 зубчатого сектора.
Укрепленный на сборочном стенде узел установочного пневматического устройства 5 состоит из трех пневмоцилиндров, которые имеют щтоки, выходящие в обе стороны. Верхний конец щтока несет две гайки, благодаря которым по эталону изделия 25 регулируется ход цилиндра, а нижний конец штока цилиндра - траверсу 26, к которой крепится установочный шаблон, имитирующий положение ролика транспортера. Траверса имеет направляющий палец, предохраняющий шток от поворота вокруг своей оси.
Установочный стол сборочного стенда снабжен двумя призмами 27, на которые устанавливаются уголки, а также четырьмя кронштейнами, ограничивающими нижнее положение стоек поперечины в необходимом положений.- .
Для установкой подошвы поперечины по концам стола имеются две подпружиненные планки, прижимающие подошвы к уголку в момент прихватки.
Сварочный стенд состоит из кондуктора в виде рамки с цапфами, благодаря которым можно поворачивать кондуктор в удобное для сварки положение.
Каждая из трех тележек 11 снабжена механизмом 28 для переноса заготовок. Тележки соединены между собой жесткой связью 29 и с помощью цепной передачи осуществляется их возвратно-поступательное движение точно от одного рабочего места к другому.
Механизм 28 для переноса заготовок содержит пневмоцилиндр 30, на штоке которого укреплена рейка 31, входящая в зацепление с шестерней. На оси последней симметрично укреплены два рычага 32, имеющие призмы. При передвижении рейки вниз рычаг 32 снимает с призмы стола 33 изделие 34, после чего тележка передвигается к следующему рабочему месту. Затем рейка / поднимается, и изделие укладывается на призмы нового рабочего места.
Устройство снабжено также пневмокомпенсатором пути, включающим сухарь 35, свободно скользящий по нанравляющим 36 и имеюний на своей оси свободно вращающийся шкив 37. Ось сухаря посредством подвески 38 и троса с грузом 39, перекинутого через блок 40, устанавливается в верхнее положение при крайнем левом ноложении тележек, когда горизонтальный участок шланга 41, подводящего воздух для работы цилиндров механизма переноса заготовок, имеет минимальную длину. При движении тележек вправо сухарь 35 опускается и происходит саморегулирование длины воздушного шланга.
Предмет изобретения
1.Устройство для сборки ц сварки конвейерных поперечин, включающее стенды с кондукторами для сборки, прихватки, сварки и зачистки сварных щвов, тележки для перемещения изделий, отличающееся тем, что, с целью автоматизации вспомогательных операций и облегчения условий труда, оно снабжено бункером для подачи заготовок на стенд и приводом для перемещения тележек, которые жестко соединены между собою, связаны с приводом цепной передачей, сообщающей им шаговое перемещение от одного рабочего места к другому, причем каждая тележка оснащена механизмом для переноса заготовок.
2.Устройство по п. I, отличающееся тем, что механизм для переноса заготовок установлен на тележке и выполнен в виде рычагов, имеющих призмы, смонтированные на оси, несущей шестерню, входящую в зацепление с рейкой, являющейся штоком нневмоцилиндра, установленного на тележке.
3.Устройство по п. 1, отличающееся тем, что бункер для подачи заготовок на стенд выполнен в виде двух сменных на фавляющих и механизма для перемещения н отсекания одной заготовки, содержащего упорные кулачки и кулачки-отсекатели, приводимые в действие от пневмоцилиндра через систему рычагов и зубчатых секторов.
СЭ
иг.З
JJ
77/7///////////////
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для монтажа | 1978 |
|
SU742089A1 |
| Поточная линия для сборки и сварки рамных металлоконструкций | 1975 |
|
SU919842A1 |
| Автооператор | 1970 |
|
SU355848A1 |
| Стенд для сборки обечаек с продольным швом | 1976 |
|
SU610646A1 |
| Поточная линия для сборки и сварки металлоконструкций | 1976 |
|
SU725856A1 |
| АВТОМАТИЗИРОВАННАЯ ЛИНИЯ ДЛЯ СБОРКИ И СВАРКИ КУЗОВОВ АВТОМОБИЛЕЙ | 1995 |
|
RU2102210C1 |
| Поточная линия для сборки и сварки металлоконструкций | 1980 |
|
SU939174A1 |
| Загрузочное устройство | 1986 |
|
SU1373523A1 |
| Стенд для сборки и сварки крупногабаритных изделий | 1981 |
|
SU1038159A1 |
| Поточная линия для изготовления сварных изделий | 1979 |
|
SU872146A1 |