Изобретение относится к области аппаратуры гидроуправления процессами контактной стыковой электросварки.
Известны регуляторы, управление которых сводится к кинематической связи между дросселем и подвижной плитой. Каждому положению плиты соответствует определенное открытие дросселя, чем обеспечивается нужное изменение скорости плиты во время оплавления.
Наибольшее применение такие регуляторы нашли в стыкосварочных машинах средней МОШ.НОСТИ. Однако они имеют ряд недостатков: многозвенность, сложность настройки и регулировки, ограниченность регулировки диапазона скоростей оплавления , невозможность ведения процесса оплавления по любому закону изменения скорости перемеш,ения подвижной плиты, например переход с начальной постоянной скорости оплавления на возрастающую с резким форсированием скорости перед осадкой. Это не позволяет использовать эти регуляторы при сварке некоторых изделий (например, закладные детали сборного железобетона), и в особенности изделий из легированных сталей и цветных сплавов.
Цель изобретения - улучшить качество сварки и обеспечить регулирование скорости оплавления по заданному закону. Достигается это тем, что предложенный регулятор содерншт два элемента легко регулируемых в двух взаимно перпендикулярных направлениях, что позволяет практически получить любой заданный характер перемещения подвижной плиты. Отличительной особенностью регулятора является то, что в нем поворот вала дросселя цроизводится через регулируемый храповой механизм с помощью щестерни, поворачиваюш.ейся при взаимодействии ее с зубчатым сектором, который, в свою очередь, может поворачиваться вокруг своей оси при воздействии на него регулируемого толкателя. Толкатель установлен на планке, щарнирно смонтированной на неподвижной опоре с возможностью качания под действием подпружиненного упора, жестко связанного с подвижной плитой.
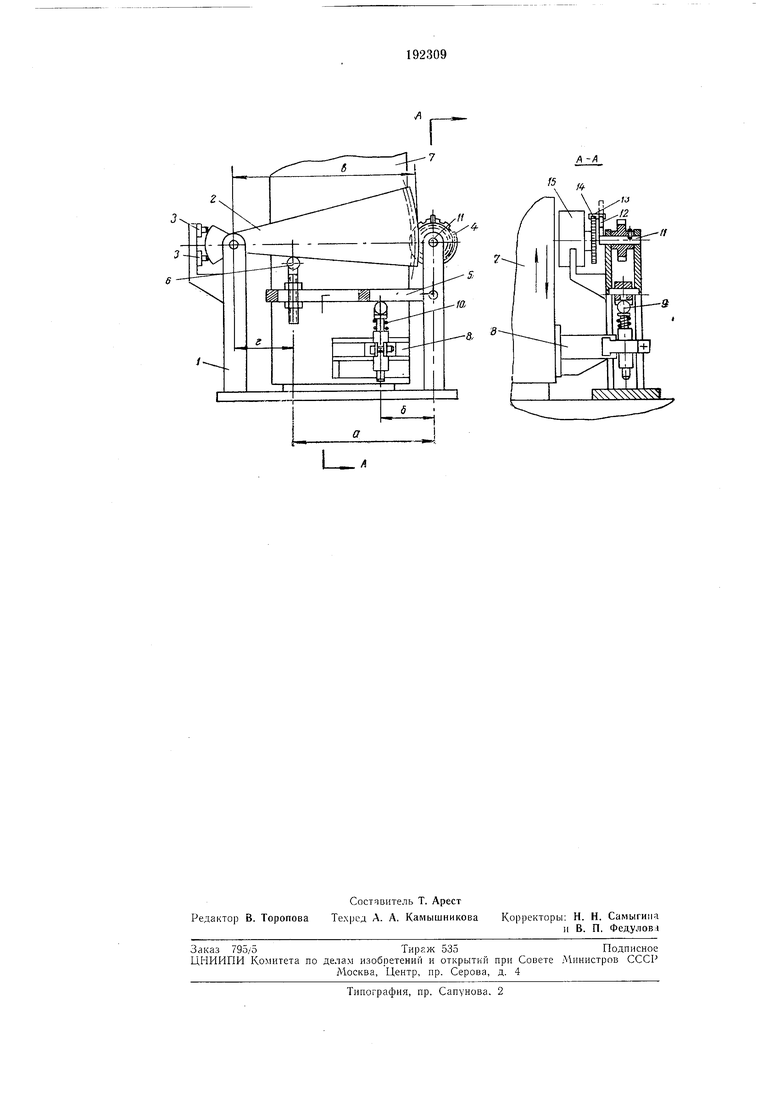
На чертеже приведен регулятор скорости. С одной стороны неподвижной опоры / на
оси закреплен сектор 2, контактирующий с конечными выключателями 3, а с другой стороны - шестерня 4, находящаяся в зацепленнн с сектором, и тяга 5 с толкателем 6. Позицией 7 обозначена подвижная плита с жестко закрепленным кронштейном 8, несущим упор 9 с пружинным компенсатором 10. Шестерня 4 жестко смонтирована на оси //, с которой связано водило 12 с расположенной на нем откидывающейся собачкой 13. Собачка
11олол енной на оси дросселя 15, укрепленного на проливе опоры /.
Толкатель 6 и упор 9 можно регулировать в направлении движения подвил ной плиты, а также в направлении, перпендикулярном движению подвижной плнты.
Работа регулятора. Смещением толкателя 6 влево (увеличение соотношения в : а, а пружинного компенсатора 10 вправо (увеличение соотношения а : б) получаем максимальные ускорения: смещением указанных элементов в обратном направлении достигаем уменьщения ускорений.
Двигающийся вместе с подвил ной плитой кронщтейн 8 через упор 9, нрул инный компенсатор 10, тягу 5, толкатель 6 и сектор 2 сообщает вращение шестерне 4, сидящей на валу дросселя.
Скорость движения подвижной плиты (скорость оплавления) зависит от количества масла, перепускаемого через дроссель /5 на слив.
Выводя из зацепления собачку 13 и поворачивая шестерни М, открывают дроссель на необходимый угол, тем самым получают величину начальной скорости оплавления.
Опуская толкатель 6 и компенсатор 10, т. е. создавая зазор сектором и толкателем, а также между тягой и пружинным компенсатором, при определенном угле открытия дросселя получают постоянную начальную скорость на участке зазоров.
Осадка происходит обычным путем после того, как сектор нажмет на соответствующий конечный выключатель (в конце оплавления). Чтобы не поломался привод регулятора, тяга 5 перемещается через прул инный компенсатор 10, сжимаемый во время осадки. Наличие двухступенчатой кинематической передачи (о : б) и (е : а) в сочетании с простейшей регулировкой толкателя и компенсатора в двух направлениях позволяет практически производить процесс оплавления по любому закону изменения скорости перемещения подвил ной плнты.
Следует отметить, что изменение диапазона регулирования скорости оплавления можно получать, изменяя модуль и число зубьев шестерни и сектора, для чего необходимо иметь сменные запасные сектор и шестернЕо. Диапазон регулирования изменять
и заменяя только одну щестерню. Для этого стойку кронштейна, на которой вращается шестерня, нужно сделать качающейся на оси, закрепленной на основании кронштейна. В этом случае, при постоянном модуле зацепления изменяется число зубьев шестерни и она придвигается или отодвигается от кронштейна с фиксацией качающейся стойки в требуемом иоложении.
Предмет изобретения
Регулятор скорости оплавления для мащин контактной стыковой сварки, обеспечивающий кинематическую связь подвижной плиты с валом поворотного дросселя, отличающийся тем, что, с целью повышения качества сварки и возможности регулирования скорости оплавления по заданному закону, регулятор выполнен в виде зубчатого сектора, шарнирно установленного на неподвил ной
опоре, входящего в зацепление с шестерней, передающей вращение валу дросселя через регулируемый храповой механизм, и имеющего возможность поворота вокруг своей оси при воздействии на него толкателя, установленного на планке с возможностью регулирования в двух взаимно перпендикулярных направлениях, причем сама планка смонтирована на неподвижной опоре с возмол постью качания иод действием подпружиненного регулируемого упора, жестко связанного с подвил ной плитой.
| название | год | авторы | номер документа |
|---|---|---|---|
| Механизм управления оплавлением для машин контактной стыковой сварки | 1980 |
|
SU961892A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ | 1969 |
|
SU256128A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ | 1970 |
|
SU284208A1 |
| МАШИНА ДЛЯ ИССЛЕДОВАНИЯ ОБРАЗОВАНИЯ ТРЕЩИНПРИ СВАРКЕ | 1971 |
|
SU308840A1 |
| Машина для контактной стыковки сварки | 1975 |
|
SU563248A1 |
| Устройство для сварки труб из термопластов | 1982 |
|
SU1065230A1 |
| УСТРОЙСТВО для УПАКОВКИ в ТЕРМОСКЛЕИВАЮ11^ИЙС^^'^'''"ЗТГ?;д | 1972 |
|
SU345056A1 |
| Установка для аргонодуговой сварки поворотных стыков труб неплавящимся электродом с подачей присадочной проволоки | 1990 |
|
SU1776528A1 |
| Г. М. РЫБКИН и В. Т. ЧиликовВсесоюзный научно-исследовательский инструментальный институт | 1970 |
|
SU282010A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ОТОПИТЕЛЬНЫХ РАДИАТОРОВ В БАТАРЕЮ | 1966 |
|
SU180274A1 |