Известна автоматическая линия фосфатирования с программным управлением, содержащая ряд технологических ванн: электрообезжиривания, душевые, декапирования, нейтрализации, горячей промывки, фосфатирования, пассивирования, а также стеллажи загрузки и разгрузки изделий, систему вытяжной вентиляции и металлоконструкцию, по рельсовому пути которой над ваннами автоматически перемендаются каретки-операторы. Чем больше лимитируюш,их групп и чем больше в каждой из них ванн, тем сложнее программа управления линией, т. е. больше элементность электросхемы и меньше ее надежность.
Описываемая автоматическая линия фосфатирования отличается тем, что она содержит механизм перемеш,ения кассет внутри ванны нейтрализации и пассивирования, выполненный из рычажной системы, толкателей, системы роликов с перекинутым через них тросом, поворотной тяги и поворотного упора. Это повышает надежность работы линии.
Благодаря тому, что ванны нейтрализации и пассивирования снабжены механизмами перемеш,ения кассет, которые транспортируют обрабатываемые детали из ложемента внутри ванны без прерывания технологического процесса, значительно упрош:ается схема управления линией, так как требуется запрограммировать обслуживание лишь первой и последней позиции ванны.
Следовательно, новым в описываемой линии является объединение нескольких ванн лимитируюш,ей группы в одну с использованием механизма перемеш.ения кассет.
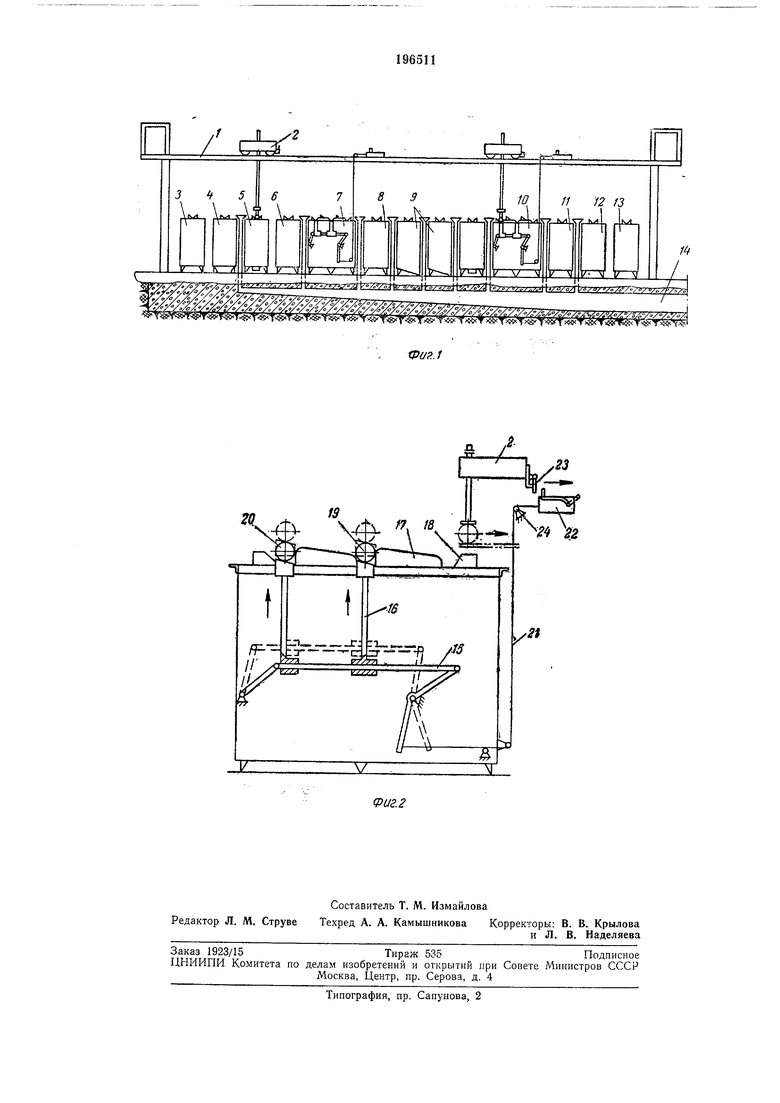
На фиг. I изображена схема описываемой автоматической линии; на фиг. 2 - механизм автоматического перемещения кассет.
Линия содержит следующие основные узлы: металлоконструкцию 7, каретку-оператор 2, стеллаж 3 загрузки, ванну 4 электрообезжиривания, душевую ванну 5, ванну 6 декапирования, ванну 7 нейтрализации, ванну 5 горячей промывки, ванну 9 фосфатирования, ванну 10 пассивирования, ванну // горячей промывки, сушку 12, разгрузочный стеллаж 13 и систему 14 вытяжной вентиляции. Механизм автоматического перемещения
кассет внутри ванн содержит следующие основные узлы: рычал ную систему /5, толкатели 16, скаты 17, ложементы 18, 19 и 20, трос 21, новоротную тягу 22, которая укреплена на металлоконструкции, новоротный упор 23, укрепленный на каретке-операторе, ролики 24.
На кассету, находящуюся на загрузочном стеллаже 3, навешивают детали, и она трапснортнруется из ванны в ванну каретками-операторами согласно заданию, заложенному в
с требоваыиямг- технолЪгического процесса фосфатурощ V,; i
Каретка-бператор представляет собой самоходну.ю тллежку, пере1 |ещающуюся по рельcoBo ijy пути,.м,онуир6ванному на металлоконструкции и сн абжена механизмом подъема и оп-у канйя« кассет .с обрабатываемыми деталями. Ванны- нейТралнзации и пассивирования снабжены механизмом автоматического перемещения кассет.
Работа происходит следующим образом. Каретка-оператор 2 кладет кассету в ложемент 20 и проходит к ложементу 18, забирает из него находящуюся там кассету и переносит ее в следующую ванну (8 или 11). По пути следования каретка-оператор 2 с щарнирно укрепленным на ней поворотным упором 23 нажимает на поворотную тягу 22, которая через трос 2 приводит в действие рычажную систему 15. Лежащие в ложементах 20 и 19 кассеты толкателями 16 поднимаются до уровня верхней точки скатов 17 и сползают в соседние ложементы (соответственно 19 и 18). Ложемент 20 освобождается для загрузкн, а в ложементе 18 находится кассета, технологическая выдержка обработки которой в данном растворе подходит к концу. Упор поворотной тяги 22 перемещается в винтовом пазу и, проделав некоторый путь, вместе с кареткой-оператором поворачивается и выходит из
зацепления с ним, после чего рычажная система 15 возвращается в исходное положение под действием собственного веса. При обратном движении каретки-оператора 2 поворотный упор 23 не воздействует на тяги, так как свободно поворачивается на щарнире в этом направлении.
Предмет изобретения
Автоматическая линия фосфатирования с программным управлением, содержащая ряд технологических ванн: электрообезжиривания, душевые, декапирования, нейтрализации, горячей промывки, фосфатирования, пассивирования, а также стеллажи загрузки и разгрузки изделий, систему вытяжной вентиляции и металлоконструкцию, по рельсовому пути которой над ваннами автоматически перемещаются каретки-операторы, отличающаяся тем, что, с целью повыщения надежности работы линии, она содержит механизм перемещения кассет внутри ванн нейтрализации и пассивирования, выполненный в виде рычажной системы, смонтированной на бортах ванны, толкателей, укрепленных в направляющих наклонных скатов, системы роликов с протянутым через нее тросом, поворотной тяги и поворотного упора, укрепленного на кареткеоператоре.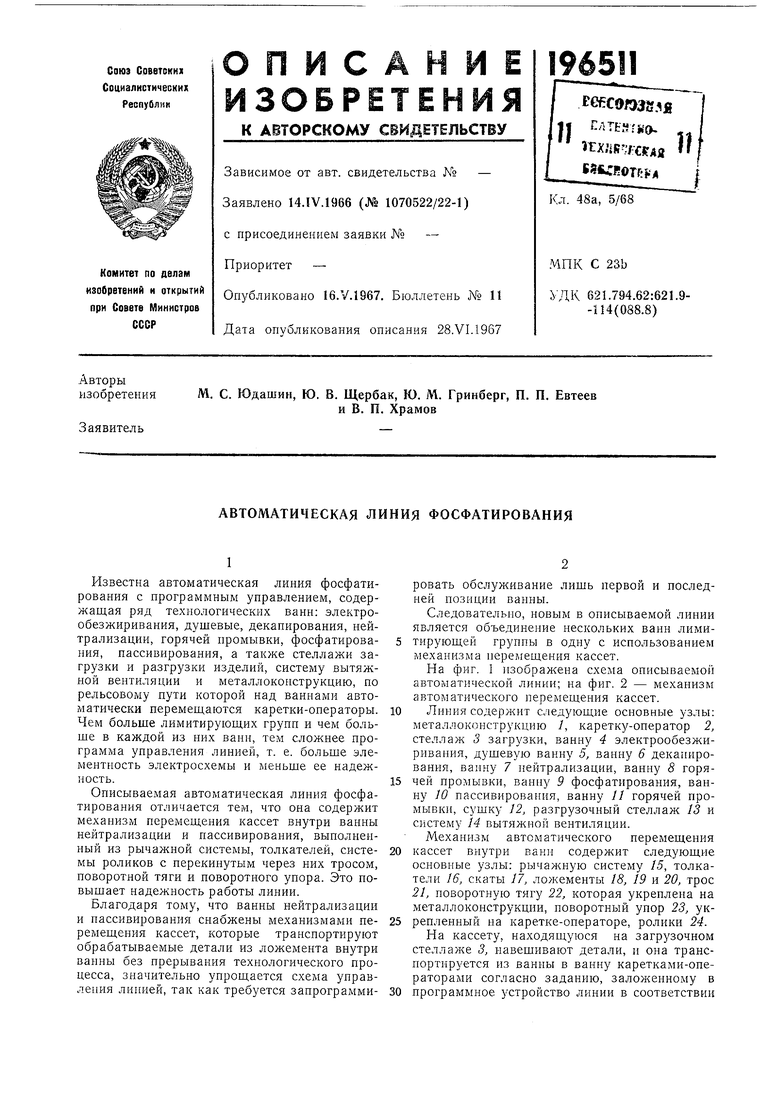
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для ЗАГРУЗКИ СТЕРЖНЕЙ В МЕЛЬНИЦУ | 1970 |
|
SU277527A1 |
| УСТРОЙСТВО для ЗАГРУЗКИ и РАЗГРУЗКИ МНОГОЯРУСНЫХ СТЕЛЛАЖЕЙ | 1972 |
|
SU327113A1 |
| ПОЛУАВТОМАТ ДЛЯ ПАЙКИ ОСТОВОВ РАДИАТОРОВ | 1973 |
|
SU408725A1 |
| Линия для химического фрезерования крупногабаритных изделий | 1987 |
|
SU1497278A1 |
| Многокамерный агрегат для струйной очистки и пассивирования листовой стали | 1960 |
|
SU144358A1 |
| Линия для нанесения химических покрытий на детали | 1978 |
|
SU781159A1 |
| ПОДВЕСНОЕ ЗАХВАТНОЕ УСТРОЙСТВО АВТООПЕРАТОРА ЛИНИИ ФОСФАТИРОВАНИЯ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 1973 |
|
SU383675A1 |
| Поточная линия для изготовления изделий | 1979 |
|
SU837691A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ МЕХАНИЧЕСКС ИЗВЛЕЧЕНИЯ ТВЕРДОСПЛАВНЫХ ЗУБКОВ ИЗ ОТРАБОТАННЫХ ШАРОШЕЧНЫХ ДОЛОТD-N " •*>& ,'•-,' •*>& О LJ Л а v,.'^ ,-->&..JivJ.-'nAri№cM;i;-VKK:^'I"G'.t" ••:• «.--V • - itl.'.V -x.. . | 1971 |
|
SU306244A1 |
| 1 ЬС^СОЮЗНАП | 1973 |
|
SU380743A1 |