Известно применение при эЛектроэрозионном способе выполнения щелей в качестве электрода-инструмента непрерывно перематываемой проволоки или ленты с рабочей частью, свободной от направляющих, а также использование копиров для направления электрода-ленты при электроэрозионной обработке.
Предлагаемый способ отличается от известных тем, что процесс образования щели осуществляется в два приема: первоначально производится врезание электрода-ленты в заготовку на заданную глубину в радиальном направлении, а затем выполняется копирование формы изгиба электрода-лентс на заготовку при повороте механизмом подачи в направлении ленты.
Благодаря этому упрощается технологический процесс и повышается качество выполнения фасонных щелей электроэрозионным способом.
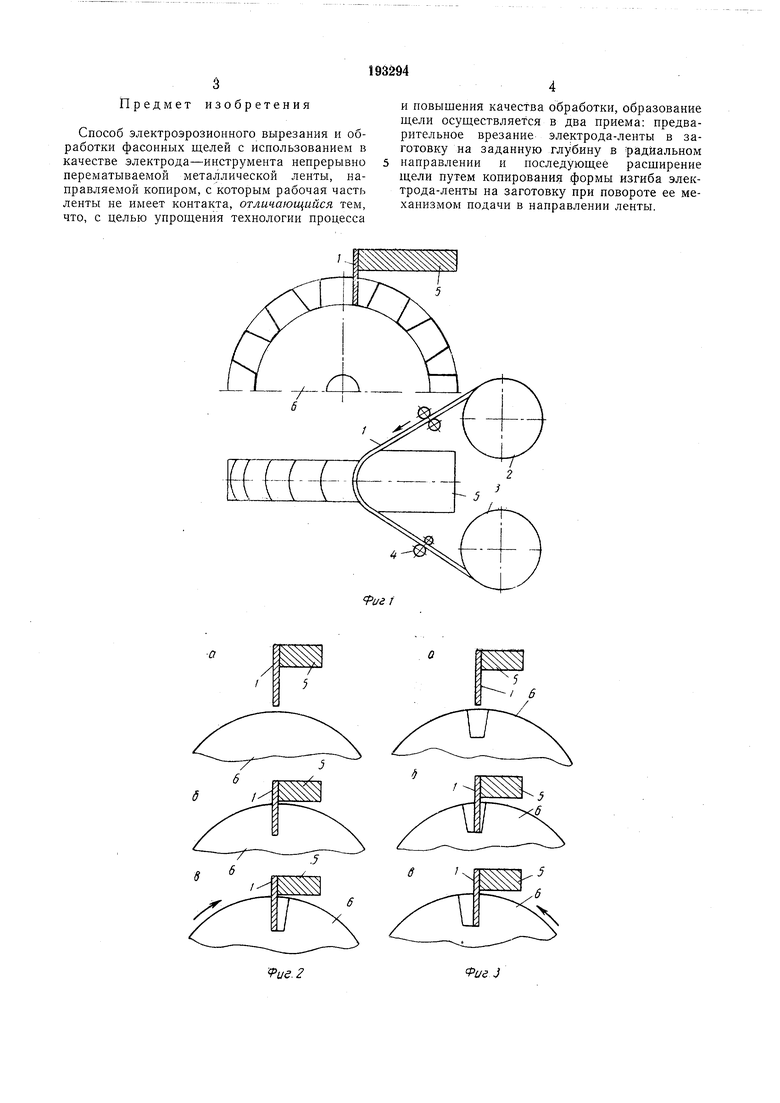
На фиг. 1 показана схема процесса выполнения фасонных щелей по предлагаемому способу; на фиг. 2 и 3 - отдельные операции этого процесса.
Процесс выполнения фасонных щелей заключается в следующем.
ру 5, пpoфил рабочей части которого идентичен профилю одной из стенок обрабатываемой щели. В начальный момент обработки копир 5 с электродом-лентой / располагают
над обрабатываемой заготовкой 6 (см. фиг. 2, а). Затем электрод-ленту на грубом режиме врезают в заготовку на глубину, равную глубине щели (см. фиг. 2, б), и поворачивают заготовку от механизма автоматической подачи в направлении к электроду-ленте, чем обеспечивают расширение щели и на мягком режиме копируют профиль изгиба электродаленты на одной стороне щели (см. фиг. 2, в), После этого электрод-ленту полностью выводят из щели, заготовку поворачивают на необходимый угол, подготавливая обработку следующей щели, и процесс повторяют.
Для получения необходимого профиля на другой стороне щели (см. фиг. 3), противолежащей обработанной, берут копир 5 с профилем рабочей части, соответствующим профилю обрабатываемой стороне щели, и вводят электрод-ленту, скользящую по копиру, )5 щель, полученную при выполнении первой операции. Затем заготовку поворачивают вокруг ее оси и на грубом режиме обрабатывают ее внутренней стороной ленты. На мягком производят окончательную обработку профиля щели (см. фиг. 3, в).
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления электрода-инструмента для электроэрозионной обработки отверстий | 1978 |
|
SU963787A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФАСОННЫХ ОТВЕРСТИЙ | 2009 |
|
RU2430816C2 |
| Устройство для электроэрозионной обработки наружных поверхностей одной или нескольких деталей | 1967 |
|
SU243753A1 |
| Способ изготовления электрода-инструмента для размерной электрохимической обработки | 1982 |
|
SU1144815A1 |
| Устройство для электроэрозионной обработки | 1983 |
|
SU1127734A1 |
| ЭЛЕКТРОЭРОЗИОННЫЙ АВТОМАТИЧЕСКИЙ СТАНОК ДЛЯ ПРОШИВАНИЯ ОТВЕРСТИЙ В ТЕЛАХ ВРАЩЕНИЯ | 1991 |
|
RU2032505C1 |
| Способ и устройство для изготовления профиля в полузакрытом канале детали проволочным электродом-инструментом | 2016 |
|
RU2669673C2 |
| Способ электроэрозионной обработки | 1983 |
|
SU1146154A1 |
| Способ электроэрозионной обработки | 1990 |
|
SU1703315A1 |
| Способ электроэрозионной обработки фасонныхпОВЕРХНОСТЕй | 1973 |
|
SU598293A1 |