Известен механизм загрузки заготовок в рабочее пространство пресса, установленный на его станине. Этот механизм содержит каретку подачи в виде плиты с зажимным устройством, смонтированной на колесах, связанных между собой балкой. Каретка имеет привод, содержащий пневматический цилиндр со штоком и зубчато-реечную передачу.
Предлагаемый механизм загрузки отличается от известного тем, что привод каретки снабжен шатунами, связываюш,ими оси колес с ПЛИТОЙ каретки, и кулисой, соедииенной с помош,ью профилированного паза со штоком цилиндра, а одним концом - с одной из осей колес каретки. Область примеиения механизма расширяется, длина хода перемеш,ения заготовки регулируется. Кроме того, шатуны выполнены с отверстиями, позволяюш,ими регулировать расстояние между осями колес и ПЛИТОЙ каретки, а зажимное устройство - в виде неподвижного и подвижного упоров.
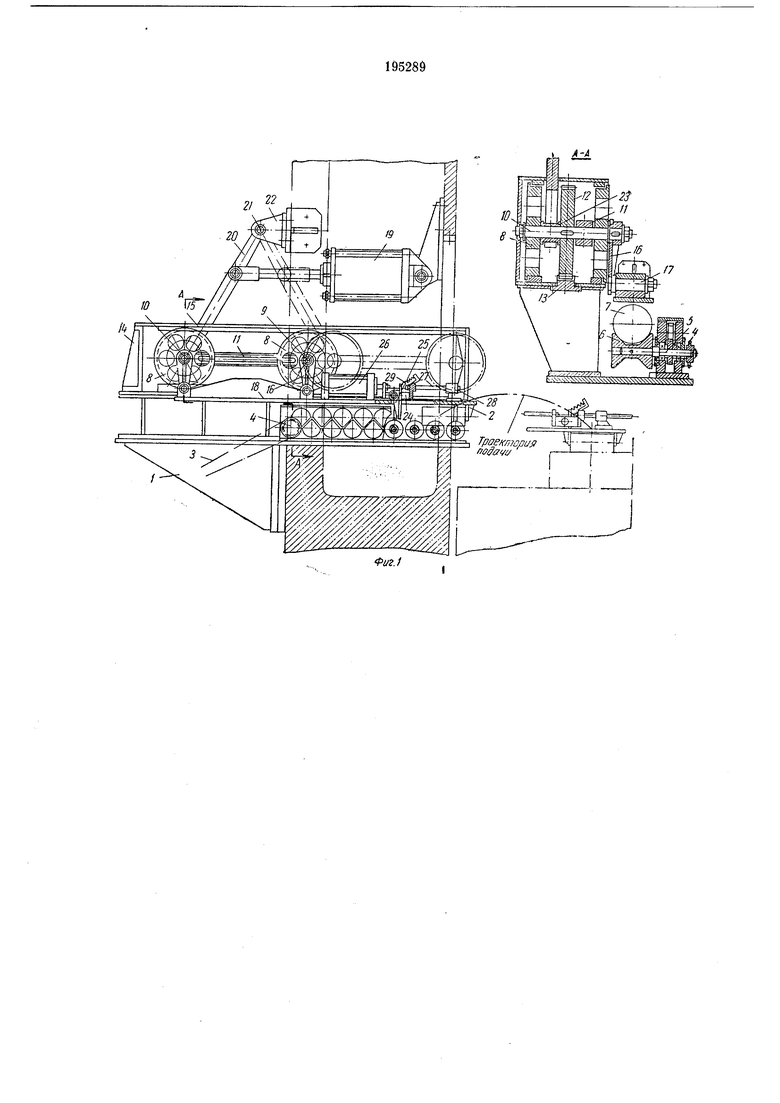
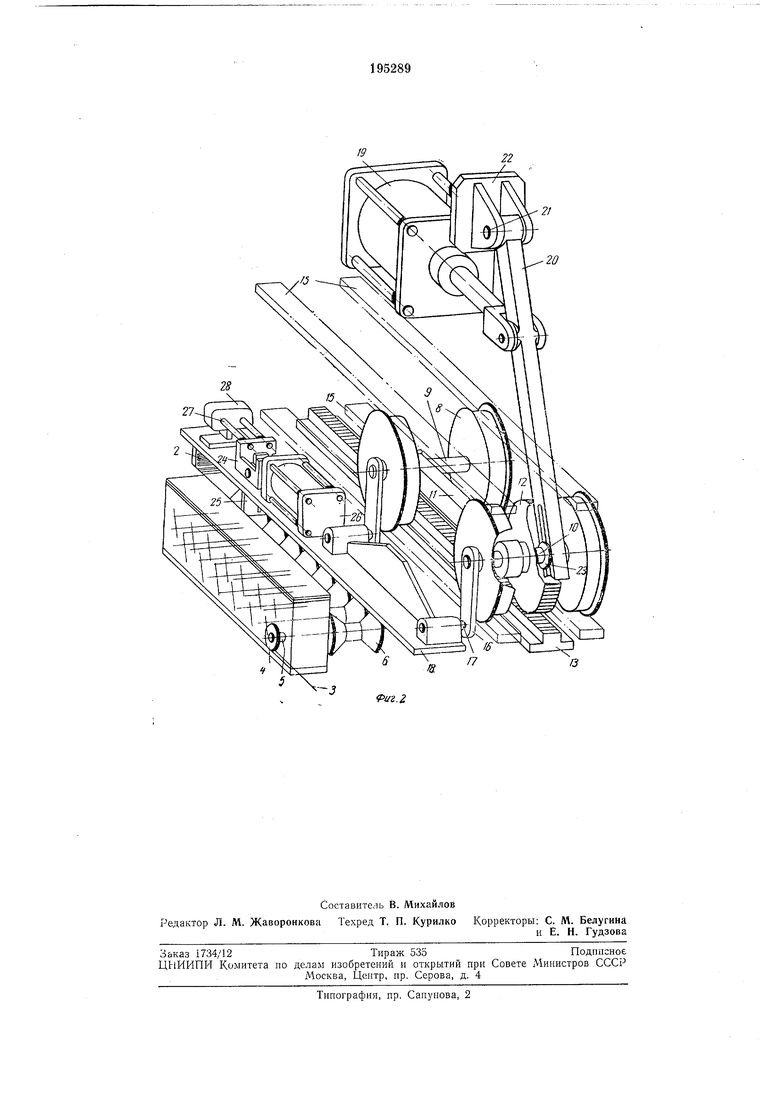
На фиг. 1 изображен механизм загрузки, общий вид; на фиг. 2 - кинематическая схема механизма загрузки.
Основными узлами механизма загрузки являются: приводной рольганг, каретка подачи, механизм зажима (зажимное устройство), цилиндр подачи, рама с направляющими и основание.
Приводной рольганг установлен на кронштейне /, прикрепленном к станине пресса; он предназначен для транспортировки заготовок к переднему неподвижному упору 2 каретки
подачи. Приводом рольганга является цепная передача 3, связывающая звездочку 4, установленную на оси 5 первого ролика 6, со звездочкой на валу подающего транспортера (не изображен).
Каретка подачи служит для переноса зажа той заготовки 7 в ручей штампа. Колеса 8 каретки связаны попарно осями 9 и /6 и балкой 11. Па оси 10 установлено зубчатое колесо 12, находящееся в зацеплении с зубчатой
рейкой 13, прикрепленной к раме 14. К аретка передвигается по направляющим 15 без проскальзывания. На осях закреплены кривошипы 16 с пальцами 17, на которых подвещена плита./5 с механизмом зажима. Длина кривошипов больше радиуса качения колес, вследствие этого траекторией подачи заготовки является удлиненная циклоида. Узловые точки удлиненной циклоиды возвращают плиту с неподвижным упором в исходное положение без сдвига заготовки в ручей.
Изменяя длину кривошипов, можно из гаммы ЦИКЛОИД выбрать необходимую для заготовки данной ДЛИНЫ и диаметра. Начальная точка захвата заготовки, т. е. точка на восновкой зубчатого колеса относительно рейки в исходном полол ении. Привод каретки подачи осуществляется от качающегося пневматического цилиндра подачи 19 через кулису 20. Один конец кулисы закреплен на оси 21 кронштейна 22, пазом другого конца через втулку 23 кулиса связана с осью 10 каретки подачи. Ход каретки подачи можно изменять в широких пределах, перемещая по профилированному пазу в кулисе ось, с которой соединен щток цилиндра подачи.
Механизм зажима предназначен для захвата заготовки. Ползущка 24 с качающимся задним упором 25 приводится в движение от пневматического цилиндра 26. Ползушка снабжена направляющими пальцами 27, скользящими в обойме 28. Пружина 29 удерживает задний упор 25 в вертикальном положении.
Для регулирования длины хода перемещения заготовки привод каретки снабжен щатунами (не показаны), связывающими оси колес с плитой каретки. Шатуны выполнены с отверстиями, позволяющими регулировать расстояние между осями колес и плитой каретки.
В качестве примера дано описание работы механизма загрузки цилиндрических заготовок с горизонтальной осью в прессе для щтамповки деталей карданной группы автомобиля.
Нормальный режим работы механизма - полуавтоматический. Заготовка поступает с транспортера на приводной рольганг, который подает ее до переднего неподвижного упора каретки подачи. Срабатывает цилиндр 26, и задний упор 25 зажимает заготовку. Включается цилиндр подачи и через кулису приводит в движение каретку подачи. Так как на заднем валу каретки закреплено зубчатое колесо, сцепленное с неподвижной зубчатой рейкой, то каретка перемещается вперед по направляющим без проскальзывания колес. Все точки, плиты с механизмом зажима и заготовкой описывают кривую, являющуюся удлиненной циклоидой. Над ручьем щтампа каретка подачи останавливается, механизм зажима освобождает заготовку и она укладывается в ручей. Цилиндр подачи возвращает каретку в исходное положение.
Предмет изобретения
1. Механизм загрузки заготовок в рабочее пространство пресса, установленный на его станине, содержащий каретку подачи, выполненную в виде плиты с зажимным устройством, смонтированной на колесах, связанных
между собой балкой, снабженную приводом, содержащим цилиндр, например пневматический, со штоком и зубчато-реечную передачу, отличающийся тем, что, с целью расширения области применения механизма и регулировки
длины хода перемещения заготовки, привод снабжен шатунами, связывающими оси колес с плитой каретки, и кулисой, связанной с помощью профилированного паза со штоком цилиндра и соединенной одним из концов с одной из осей колес каретки.
2. Механизм по п. 1, отличающийся тем, что шатуны выполнены с отверстиями, позволяющими регулировать расстояние между осями колес и плитой каретки.
3. Механизм по пп. 1 и 2, отличающийся тем, что зажимное устройство выполнено в виде неподвижного и подвижного упоров.
27 .
2
20
13
чриг.2
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ЗАГРУЗКИ ПРЕССОВ | 1966 |
|
SU224470A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ГОРЯЧЕЙ ОБЪЕМНОЙ ШТАМПОВКИ ПРЕИМУЩЕСТВЕННО ЗВЕНЬЕВ ГУСЕНИЧНОЙ ЦЕПИ | 1992 |
|
RU2035254C1 |
| Автоматизированный пресс для объемной горячей штамповки заготовок | 1989 |
|
SU1804943A1 |
| Привод продольного и поперечного перемещения клещей ковочных вальцов | 1986 |
|
SU1430163A1 |
| Плоскошлифовальный автоматический комплекс для двусторонней обработки деталей | 1988 |
|
SU1657372A1 |
| Перекладчик к горизонтально-ковочной машине | 1972 |
|
SU450634A1 |
| Технологический модуль для объемной штамповки | 1988 |
|
SU1648607A1 |
| Линия для многопереходной штамповки деталей из листового материала | 1987 |
|
SU1433587A1 |
| Устройство для механической обработки деталей преимущественно пустотелых | 1983 |
|
SU1356953A3 |
| Линия для обработки листовых заготовок | 1990 |
|
SU1784369A1 |