Известны устройства для резки проводов из жгута тонких проволок на заготовки заданной длины с получением концов проводов сферической формы, содержандие подающий механизм, механизм, придаЕОЩий кониам проводов сферическую форму без увеличения диаметра, и привод.
При использовании таких устройств концы проводов получаются моиолитными в результате оплавления в момент разрыва жгута и покрытыми пленкой окислов, в результате они не поддаются обжатию при надевании наконечника на провода электрощеток, так как отдельные проволочки жгута не распределяются равномерно внутри наконечника при егю обжатии, а пленка окислов затрудняет обслуживание концов проводов. Поэтому после заводки провода в отверстие электрощетки монолитные концы провода длиной 5-8 мм обрезают, что ведет к дополпительиому расходу материала и требует отдельной операции.
Предлагаемое устройство выполнено в виде цилиндрического корпуса, в радиальных пазах которого расположены обжимные и калибрующие пуансоны, кулачки и нож для резки провода, получающие движение через ролики от вращаемого приводом сепаратора, охватывающего снаружи указанный корпус, а для осуществления в определенной последовательности операций кулачки и нож имеют скосы разной длины.
С целью регулировки величины обжатия и калибровки провода оси роликов, передающих вращение от сепаратора, выполнены в виде эксцентриков.
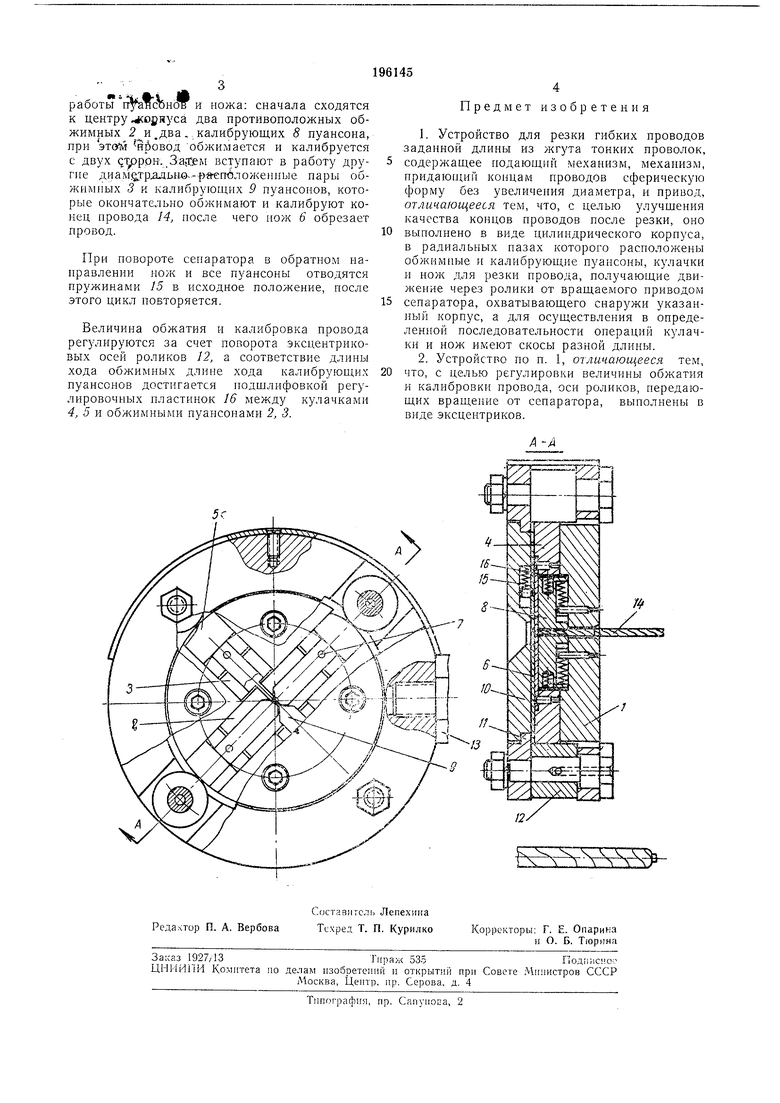
Па чертеже показаны две проекции предлагаемого устройства и конец провода после разрезкп этим устройством.
В радиальных пазах цилиндрического корцуса / расположены обжимные пуансоны 2, 3, кулачки 4, 5 и нож 6. Па уступах кулачков штифтами 7 крепятся калибрующие пуансоны 8, 9, которые могут перемещаться в пазах
обжимных пуансонов. К корпусу винтами крепится крышка 10, с помощью которой на корпусе центрируется сепаратор // со смонтированными на эксцентриковых осях ролнками 12. В сенаратор ввернут рычаг 13 привода.
Работает устройство следующим образом.
Жгут провода 14 подающим механизмом (на чертеже не показан) подается через центральное отверстие в корпусе. При повороте сепаратора на некоторый
угол ролики 12 набегают на скосы кулачков и ножа, сдвигая их к центру корпуса. Вместе с кулачками сдвигаются к центру обжимные и калибрующие цуансоны. За счет скосов разной длины на поверхности кулачков дос
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для образования скрепок и наложения их на колбасные батоны | 1987 |
|
SU1556620A1 |
| Цепевязальный автомат | 1979 |
|
SU1022396A1 |
| Устройство для образования и наложения скрепок на пакет | 1985 |
|
SU1321639A1 |
| Цепевязальный автомат с кантователем вертикального исполнения | 1986 |
|
SU1383571A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ГВОЗДЕЙ | 1992 |
|
RU2019351C1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ВЫВОДОВ ПОЛУПРОВОДНИКОВЫХ ВЕНТИЛЕЙ | 1972 |
|
SU335754A1 |
| Устройство для автоматической сборки узла,состоящего из двух деталей | 1987 |
|
SU1412931A1 |
| Устройство для обжатия гаек | 1989 |
|
SU1731376A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ КОММУТАЦИОННЫХПРОВОДОВ | 1971 |
|
SU436412A1 |
| Привод,преимущественно для устройства запрессовки штырей в плату | 1981 |
|
SU1075457A1 |
