Известны головки пресса для прессования металлических оболочек и труб с расноложеиными под углом друг к другу цилиндрическими или коническими каналами для прохождения металла, содержащие матрицу и дори (или дорн с дорнодержателем). Такие головки сложно изготовлять, кроме того, они недолговечны, так как нри термообработке и эксплуатации в иих возникают высокие концентрации напряжений. Для создания равиомерного течения металла к .матрице, обеснечивающего концентричность оболочки кабеля, каналы для прохождения металла имеют сложную ступенчатую конфигурацию с резкими нереходами.
В результате высокого давления н температуры нзменяетея форма каналов и увеличивается разностеимость оболочки.
В предлагаемой головке, с целью увеличения срока службы и прочности, а также обеспечения универсальности, указанные каналы образованы прямолинейными образующими с направляющими в виде гладких выпуклых кривых, а дорн (или дорнодержатель) в зоне указанных каналов выполнен со срезами на боковой новерхпости на величину 0,01-0,5 его радиуса.
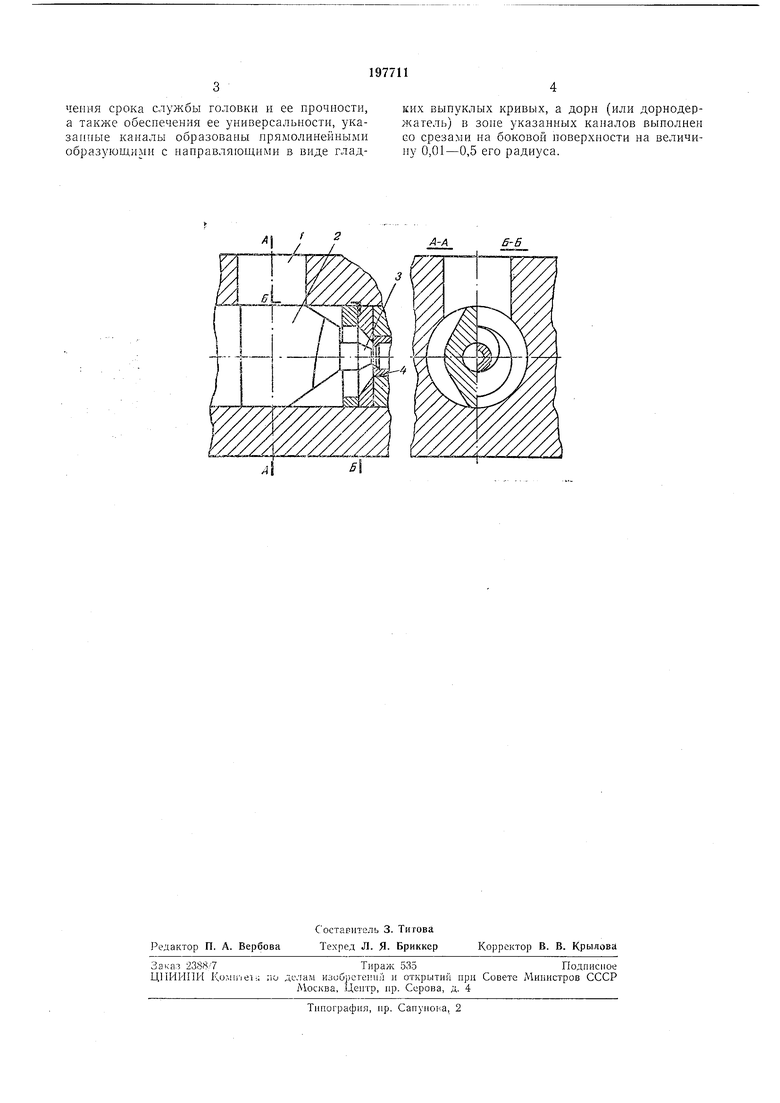
йены цилиидрическими, а дорнодержатель 2- со срезами ла боковой поверхиости. Величина этого среза составляет 0,01-0,5 от величины образующего его раднуса. При нрессовании оболочек больщего диаметра, нанример болос 20 мм, может включаться дроссельное колыш и профилированная шайба с овальным отверстием. Металл из контейнера иостунает в Г ловку но каналу /, обтекает дориодержатель 2, изменяет ианравленне на 90 и, пройдя через профилированную щайбу н дроссельное кольцо, формуется в оболочку, размеры которой задаются дорном 3 нматрицей 4.
Расточки в корпусе предлагаемой головки в отличие от известных представляют сочетание двух цилиндрических или конической и цилиндрической новерхиостей со взанмно иернендикуляриыми осями, а си.мметрирование потоков металла выполняется за счет описаииой формы виутреинего неметаллоемкого сменного инструмента.
Предмет изобретения
Головка пресса для прессоваипя металлических, папример алю.миииевых, оболочек и труб с расиоложепиыми под углом друг к другу цилиндрическими или коническими каиалами для входа и выхода металла, содержащая матрицу н дори (или дорн с дорподержателем), отличающаяся тем, что. с целью увеличеиня срока службы головки и ее прочности, а также обеспечения ее универсальности, указаппые каналы образованы прямолинейными образующими с направляюш,ими в виде гладких выпуклых кривых, а дорн (или дорнодержатель) в зоне указанных каналов выполнен со срезами на боковой поверхности на величипу 0,01-0,5 его радиуса.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ГИБКОГО ТРУБЧАТОГО СЛОЯ ЭЛЕКТРОПРОВОДНИКА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2365463C2 |
| ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ОБОЛОЧЕК ОБРАМЛЕНИЯ ТРУБ | 1998 |
|
RU2134640C1 |
| Способ контроля состояния держателя при прессовании металлических оболочек и труб | 1987 |
|
SU1488056A1 |
| Головка кабельного пресса | 1976 |
|
SU596316A1 |
| Экструзионная головка | 1984 |
|
SU1224834A1 |
| БИМЕТАЛЛИЧЕСКАЯ ЭЛЕКТРОДНАЯ ПРОВОЛОКА, СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКОЙ ЭЛЕКТРОДНОЙ ПРОВОЛОКИ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКОЙ ЭЛЕКТРОДНОЙ ПРОВОЛОКИ | 2009 |
|
RU2412792C1 |
| Экструзионная головка | 1988 |
|
SU1696317A1 |
| Экструзионная головка | 1986 |
|
SU1410110A1 |
| Устройство для получения длинномерных полых изделий из дискретных или пластифицированных материалов | 2022 |
|
RU2790694C1 |
| ГОРИЗОНТАЛЬНЫЙ ГИДРАВЛИЧЕСКИЙ ПРЕСС ДЛЯ НАЛОЖЕНИЯ АЛЮМИНИЕВЫХ ОБОЛОЧЕК НА КАБЕЛЬ | 1966 |
|
SU183072A1 |
Б-6
