Известные устройства для определений свариваемости металла без испытания сварных образцов предусматривают нагрев испытуемого металла до температуры сварки.
Предлагаемое устройство позволяет определить свариваемость металла, то есть его стойкость против трещинообразоваиия и другие свойства, но микроструктуре и твердости испытуемого металла при охлаждении в воде образца, нагретого до заданной температуры, включая онлавлемие его торцовой поверхности, что хорошо имитнрует реальные условия сварки.
Предлагаемое устройство выполнено в виде каретки, снабженной пластиной и зажимом со встроенными в этот зажим термоиарами для крепления образца и записи режима термообработки, а также индуктором, вертикальными направляющими и рычагами для сбрасывания образца в охлаждающую жидкость, помещенную в баке, снабженном горизонтальными ианравляющими, по которым каретка перемеп:,ается под нпдуктором при помощи тяги с грузами и гидравлического цилиндра, установленных с противоположных сторон каретки.
Предлагаемое устройство обеспечивает:
ОПлавле11ия с заданной скоростью, контролируемой по прибору; контроль и заппсь термического цикла сварки с помощью набора термопар и регистрирующего прпбора (папрпмер, осциллографа); сопутствующее охлаждение в процессе оплавления; фиксирование структурного состояния в образцах на заданных этапах термического цикла путем прерывания цикла и закалки в охлаждающей среде.
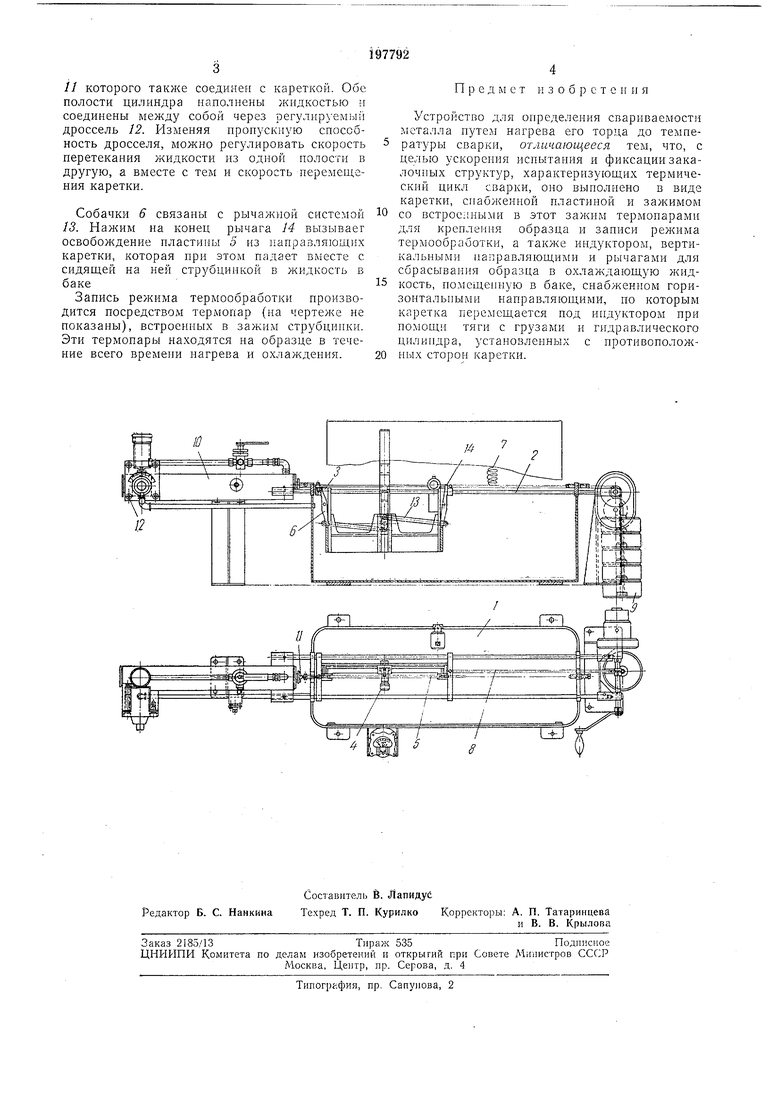
Па чертеже приведено предложенное устройство в двух ироекциях.
Оно содержит бак 1 с охлаждающей жидкостью, над которым в горнзонтальных напр авляЕощих 2 неремещ.ается каретка 3 со струбцинкой-зажимом 4, закрепленной на образце 5 (пластине). Последняя установлена в каретке в вертикальных наиравляющих, в которых пластина удерживается собачками 6, воздействующими на нее снизу по обоим коицам. Стержневые образцы (па чертеже ис показаны) зажимаются в струбцинке, причем сама струбцинка продолл ает оставаться на пластине 5, используемой в данном случае как деталь для соедгшення струбцинки с кареткой. Перемещение каретки под индуктором 7 совершается с помощью соединенных с ней цепью 8 тянущих грузов 9. // которого также соединерг с кареткой. Обе полости цилиндра иаиолнены жидкостью и соединены между собой через регулируемый дроссель 12. Изменяя проиускиую сиособность дросселя, можно регулировать скорость перетекания жидкости из одной полости в другую, а вместе с тем и скорость перемещения каретки. Собачки 6 связаны с рычажной системой 13. Нажим на конец рычага М вызываег освобождение пластины 5 из иаправляющих каретки, которая при этом падает вместе с сидящей на ней струбцинкой в жидкость в баке Запись режима термообработки производится посредством термопар (на чертеже не показаны), встроенных в зажим струбци 1ки. Эти термопары находятся на образце в течение всего времени нагрева и охлаждения. Предмет и з о б р с т е н и я Устройство для определения свариваемости металла нутем нагрева его торца до температуры сварки, отличающееся тем, что, с целью ускорения испытания и фиксации закалочных структур, характеризующих термический цикл сварки, оно выполнено в виде каретки, снабженной пластиной и зажимом со встроенными в этот зажим термонарами для крепления образца и заннсн режима термообработки, а также индуктором, вертикальными направляющими и рычагами для сбрасывания образца в охлаждающую жндкость, номещепную в баке, снабженном горизонтальными направляющими, ио которым каретка перемещается под индуктором при помощи тяги с грузами и гидравлического цилиидра, установленных с иротивоположных сторон каретки.
| название | год | авторы | номер документа |
|---|---|---|---|
| МОБИЛЬНАЯ ИНДУКЦИОННАЯ УСТАНОВКА | 2009 |
|
RU2400337C1 |
| Установка для термической обработки полых цилиндрических деталей | 1983 |
|
SU1252360A1 |
| АВТОМАТ ДЛЯ ТЕРМООБРАБОТКИ ИЗДЕЛИЙ С НАГРЕВОМ ИНДУКЦИОННЫМИ ТОКАМИ | 1971 |
|
SU293048A1 |
| Способ подбора оптимальных режимов сварки | 1983 |
|
SU1147540A1 |
| Способ моделирования термического цикла сварки и устройство для его осуществления | 1990 |
|
SU1698023A1 |
| Установка для термической обработки тяговых цепей | 1989 |
|
SU1786119A1 |
| Способ оценки склонности присадочного металла к образованию горячих трещин | 1977 |
|
SU716744A1 |
| Установка для восстановления упругости пружин | 1987 |
|
SU1447894A1 |
| МАШИНА ДЛЯ СТЫКОВОЙ СВАРКИ ПОЛОС ОПЛАВЛЕНИЕМ | 2008 |
|
RU2369471C1 |
| СТАНОК ДЛЯ ЗАКАЛКИ ДЕТАЛЕЙ | 1967 |
|
SU192840A1 |
