Известны механизмы подач с конечным выключателем, срабатывающим от кулачка по достижении заданного размера, прекращающие посылку импульсов на подачу. По мере увеличения шлифуемых диаметров и соответственного уменьшения оборотов обрабатываемой заготовки минутная скорость подачи становится настолько малой, что невозмол но осуществлять непрерывное движение и необходимость применять ручную Подачу.
Предлагается устройство автоматической импульсной подачи шлифовального круга при черновой обработке врезанием крупногабаритных заготовок на станках, имеющих обычный храповой механизм периодических подач с электрическим или электрогидравлическим приводом. Оно отличается тем, что в нем исиользуется командоаппарат, содержащий щеткодержатель с двумя щетками, вращаемый от передней бабки. Одна щетка скользит по кольиу, а другая - по группе изолированных одна от другой ламелей, соединенных проводами с контактами многопозициоиного лереключателя. Последний позволяет менять частоту импульсов, подаваемых приводу храпового механизма подач. Лроцесс чернового шлифования в устройстве автоматизирован.
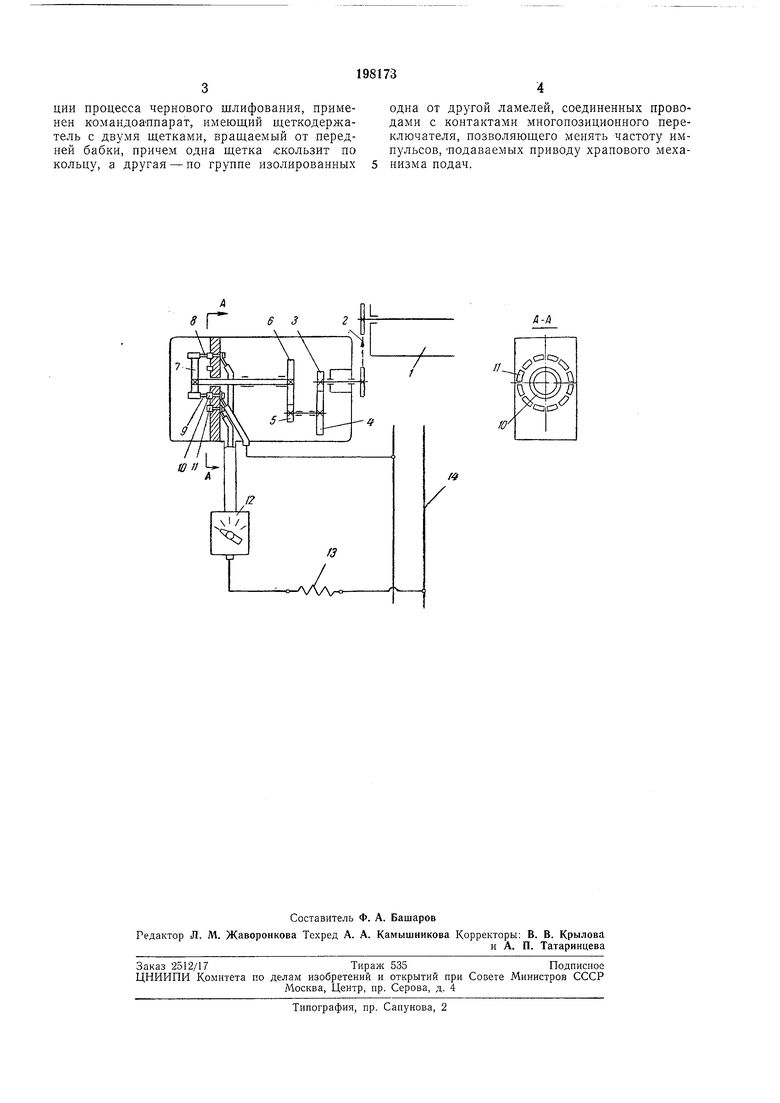
таиовленный на бабке / изделия (заготовки) и получающий вращение от шпинделя посредством цепной передачи 2, передающей вращение через нестерии 3, 4, 5 и 6 на щеткодерл атель 7, несущий две угольные щетки 8 и 9. Щетка 9 скользит по кольцу 10, а щетка 8 - по группе изолированных одна от другой ламелей 11, соединенных проводами с контактами многопозицнонного переключателя 12. Переключатель позволяет менять частоту импульсов, подаваемых приводу храпового механизма подач. Электромагнит 13 управляет золотником, подающим масло в гидроцилиндр нодачи. Величина подачи на импульс зависит от настройки храпового механизма. Золотник п гндроцилиндр иодачн на чертеже не показаны. Напряжепие подается от сети 14 управления через командоаппарат н переключатель на обмотку электромагнита.
Предмет изобретения
Устройство автоматической импульсной подачн шлифовального круга при черновой обработке врезанием крупногабаритных заготовок на станках, имеющих обычный храповой механизм периодических .подач с электрическим или электрогидравлическнм приводом, отличающееся тем, что, с целью автоматизации процесса чернового шлифования, применен командоаппарат, имеющий щеткодержатель с двумя щетками, вращаемый от передней бабки, причем одна щетка скользит по кольцу, а другая - по группе изолированных
одна от другой ламелей, соединенных проводами с контактами многопозиционного переключателя, позволяющего менять частоту импульсов, Подаваемых приводу храпового механизма подач.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ КРУПНОГАБАРИТНЫХ КОЛЕНЧАТЫХ ВАЛОВ | 2015 |
|
RU2680790C2 |
| Система активного контроля размеров | 1985 |
|
SU1268388A1 |
| СПОСОБ УПРАВЛЕНИЯ ЦИКЛОМ ШЛИФОВАНИЯ НА МНОГОИНСТРУМЕНТАЛЬНОМ СТАНКЕ | 1990 |
|
RU2038943C1 |
| Механизм подачи шлифовальной бабки | 1980 |
|
SU941167A2 |
| Механизм подач | 1981 |
|
SU1014690A1 |
| Система управления упругими перемещениями круглошлифовального станка | 1980 |
|
SU931437A1 |
| УСТРОЙСТВО ДЛЯ ПРОГРАММНОГО УПРАВЛЕНИЯ ЦИКЛОМ ШЛИФОВАНИЯ | 1964 |
|
SU222492A1 |
| Станок для шлифования кулачковых валов | 1937 |
|
SU52254A1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ВРЕЗНОГО ШЛИФОВАНИЯ | 2004 |
|
RU2254977C1 |
| Устройство для управления шлифовальным станком | 1981 |
|
SU1053067A1 |
,
Л-4
