Известны сварочные манипуляторы с программным управлением для установки изделий сложной кривизны в рабочее положение и непрерывного или прерывистого шагового перемещения их по оптимальной траектории относительно неподвижных рабочих органов машин.
Известные сварочные манипуляторы содержат тележку с колоннами, установленную на рельсах, и ползуны, перемеш;аюш,иеся по колоннам и несущие приспособление для крепления изделия, а также механизмы его продольного, поперечного, установочно-поворотного и вращательного движения, объединенные механизмом программного управления.
Педостатком этих манипуляторов является материальная связь между ними и рабочей машиной, выполненная, например, в виде реечной балки, что вызывает необходимость расположения рядом с каждой из рабочих машин, размещенных на эстакаде, капитальной опоры для закрепления конца этой балки, а также затрат времени на разъединение ее с опорой или присоединения к ней.
В отличие от известных ползуны предлагаемого манипулятора снабжены жестко присоединенными к ним круговыми направляющими, рабочие поверхности которых описаны радиусом из точки пересечения оси электродов с плоскостью сварки и на которых установлены круговые суппорты с прямолинейными направляющими для механизмов продольного, поперечного, установочно-поворотного и вращательного движения приспособления для крепления изделия.
Такое выполнение манипулятора исключает необходимость материальной связи между манипулятором и рабочей машиной и, следовательно, устраняет вызываемые этим недостатки; повыщает производительность труда и улучщает условия эксплуатации, а также обеспечивает возможность его использования в комплекте с целым рядом рабочих мащин на участке с последовательным обслуживанием данным манипулятором каждой из них.
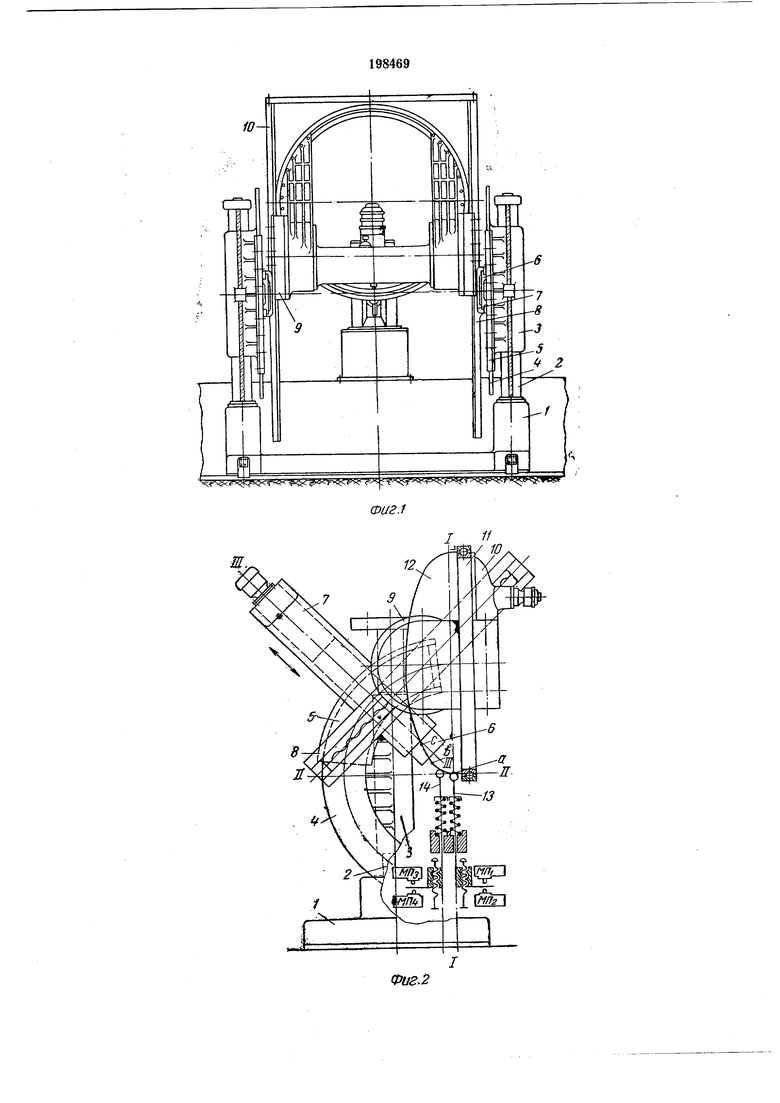
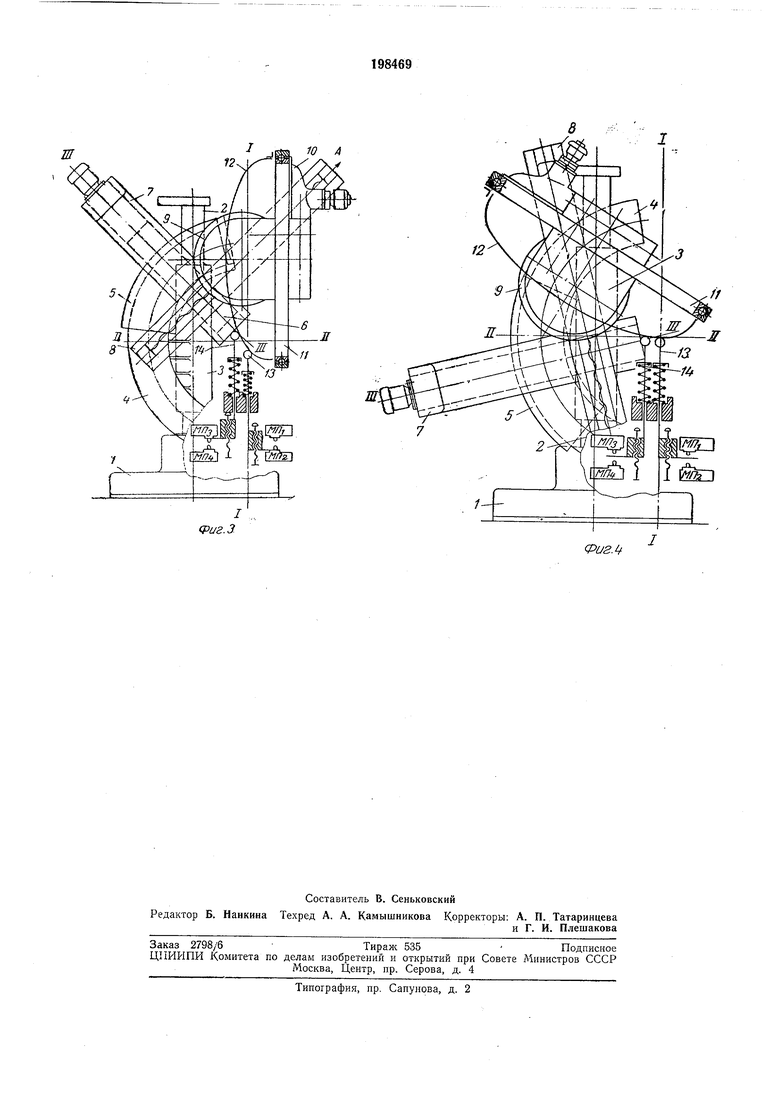
Па фиг. 1 показан предлагаемый манипулятор, вид сзади; на фиг. 2, 3 и 4 - последовательные рабочие позиции перемещения обрабатываемого изделия предлагаемым манипулятором, вид сбоку.
На станине / манипулятора смонтированы две вертикальные колонны 2, на которых размещены ползуны 3, снабл енные круговыми направляющими 4. Рабочие поверхности направляющих описаны пз точки пересечения оси электродов с плоскостью сварки и круговых суппортов 5, несущих прямолинейные направляющне 6, на которых, в свою очередь, размещены платформы 7, несущие прямолинейные направляющие 8 кареток 9 с кронщтеином 10; к. роторному кольцу // последнего кренится изделие 12.
Манипулятор снабжен нриводами: позиционного перемещения манипулятора, вертикального перемещения ползунов 3, поворота приспособления для закрепления изделия, перемещения круговых суппортов 5, вращательного движения роторного кольца 11, перемещения кареток 9 и продольного перемещения платформ 7, объединенными программным механизмом, использующим сигнал щупов 13 и 14, связанных с микропереключателями уИЯь МП.2, МПя и Л1Я4.
В исходном положении щупы устанавливаются таким образом, что касательная к участку кривой средней кривизны в месте контакта инструмента (ось /-/) при нейтральном положении щупов совмещается с осью касательных //-//. В этом положении щупов микропереключатели МП, М.П-2, МП и МП находятся в нейтральном положении.
Манипулятор работает следующим образом.
Изделие 12 закрепляется на роторном кольце // кронштейна 10 и к рабочим органам машины, например, для точечной сварки в точку операции а (см. фиг. 2). Для обработки следующей точки (0) включается привод продольного перемещения, который переместит платформы 7 и с ними обрабатываемое изделие к центру, т. е. к точке пересечения осей /-/ и //-// вдоль оси Я/-Я/. При этом точка tf, находясь ниже оси Я/-/// и перемещаясь параллельно ей, при приблил ении к оси /-/ включает МП. Следующая точка с сварки вследствие кривизны поверхности изделия 12 позволит щупу 13 подняться вверх и включить МП. В результате этого следуют две команды: от МПг - приводу кареток, который переместит изделие по стрелке Л, и от МПз - приводу круговых суппортов, который повернет изделие около центра, находящегося на пересечении осей /-/ и //- И, т. е. точки операции, против часовой стрелки (см. фиг. 4). Эти механизмы действуют до тех пор, пока микропереключатели MfJs и МП- не займут нейтрального положения, т. е. когда изделие займет правильное рабочее положение для обработки следующей точки. При -последующем продольном перемещении платформ 7, т. е. при движении изделия по оси , к центру все точки шва криволинейной поверхности будут занимать правильное рабочее положение. При этом ось ///-Я/ меняет свое положение относительно оси Я-Я соответственно кривизне изделия.
Плоскость роторного кольца //при установке может занимать любое положение относительно прямолинейных направляющих 8, для чего используется привод поворота кронштейна 10.
5 В случае изменения высоты плоскости обработки, например при переустановке свечей сварочной машины или вследствие необходимости поднять изделие на некоторую высоту над нижним электродом при каждом рабочем
0 ходе, когда изделие перемещается в следующую точку сварного шва, изделие поднимается приводом вертикального перемещения.
Последним также пользуются при обработке кольцевых швов или при обработке мери5 дианных швов, например, ракетных днищ.
В случае, когда манипулятор предназначен для обслуживания нескольких машин, его станина может быть снабжена роликовыми механизмами и приводом позиционного перемещения манипулятора вдоль фронта машин, в комплексе с которыми он должен быть использован.
Манипулятор может быть выполнен как в консольной, так и в портальной компоновке
5 (последнее - в случае, если он будет применяться в комплексе с машинами, создающими грузовые и силовые нагрузки, например с прокатными машинами, и при электродуговой сварке).
Предмет изобретения
Сварочный манипулятор, содержащий тележку с колоннами, установленную на рельсах, и смонтированными на них ползунами, перемещающимися по колоннам и несущими приспособление для крепления изделия, а также механизмы его продольного, поперечного, установочно-поворотного и вращательного движения, объединенные механизмом программного управления, отличающийся тем, что, с целью повышения производительности сварки и улучшения условий эксплуатации, а также с целью обеспечения возможности его
5 использования в комплекте с целым рядом рабочих машин на участке с последовательным обслуживанием данным манипулятором каждой из них, ползуны снабжены жестко присоединенными к ним круговыми направляющими, рабочие поверхности которых описаны радиусом из точки пересечения оси электродов с плоскостью сварки и на которых установлены круговые суппорты с прямолинейными направляющими для механизмов
продольного, поперечного, установочно-поворотного и вращательного движения приспособления для крепления изделия.

| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ КОНТАКТНОЙ СВАРКИ ИЗДЕЛИИ ДВОЙНОЙ КРИВИЗНЫ | 1969 |
|
SU239464A1 |
| Сварочный манипулятор | 1960 |
|
SU135555A1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ СФЕРОВИНТОВЫХ КОНИЧЕСКИХ ЗУБЧАТЫХ ПОВЕРХНОСТЕЙ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2005 |
|
RU2309028C2 |
| Устройство для сборки и сварки шнеков | 1982 |
|
SU1117174A1 |
| УСТАНОВКА ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ | 1973 |
|
SU369992A1 |
| ЛАЗЕРНАЯ МАШИНА ДЛЯ РЕЗКИ ПЛОСКИХ ЗАГОТОВОК | 1992 |
|
RU2032514C1 |
| Установка для изготовления пакетов экономайзеров | 1988 |
|
SU1590298A1 |
| Способ изготовления теплообменников и стан для его осуществления. Устройство для передачи длинномерных изделий на обработку. Трубогибочная машина | 1981 |
|
SU1011322A1 |
| Устройство для тепловой обработки металла | 1983 |
|
SU1155404A1 |
| Установка для сварки объемных изделий с криволинейными поверхностями | 1980 |
|
SU867584A1 |
I ii
