ПРЕСС ДЛЯ ИЗГОТОВЛЕНИЯ СПЛОШНЫХ ИЛИ полых
Известны прессы для изготовления сплошных или полых изделий, преимуществеппо цилиндрической формы, из заготовок цельной древесины и прессматериалов, содержащие корпус, в котором размещены силовые агрегаты и привод.
Так как в этих прессах усилие создается только в направлении продольной оси заготовки, они не обеспечивают высоких физикомеханических свойств и однородности структуры изделий. Кроме того, каждый из них предназначен для изготовления только одного геометрического размера изделий или очень ограниченного диапазона их.
Предлагаемый пресс позволяет производить радиальное прессование заготовок, повысить их физико-механические свойства и обеспечить однородность их структуры.
Для этого силовые агрегаты пресса установлены в корпусе попарно во взаимно-перпендикулярных направлениях и оборудованы сменными прессующими щеками, подвижными в радиальных направлениях и охватывающими заготовку по всей боковой поверхности. В щеки вмонтированы нагревательные элементы.
ИЗДЕЛИЙ
навли ае1МЫ1М в отверстие между прессующими щеками с требуемым кольцевым зазором для размещения заготовки. В шток также вмонтпрован нагревательный элемент.
На фпг. 1 дана принципиальная схема описываемого пресса с радиальным прессованием; на фиг. 2 изображен предлагаемый пресс, вид сверху; на фиг. 3 - то же, в разрезе но А-/1 на фиг. 2; на фиг. 4 - то же,
с зариантом гидравлического привода.
В корпусе 1 пресса размещены силовые агрегаты 2 со съемными прессующимп щеками 3, в которые вмонтированы нагревательные элементы 4. Силовые агрегаты соединены
с гидроцилиндрами 5, приводимыми в действие от системы гидроуправлення. При прессовании полых цилиндрических издел 1й используется сменный щток 6 с нагревательным элементом 7, вставляемый в отверстие между
прессующими щеками с требуемым кольцевым зазором для размещення заготовки 8.
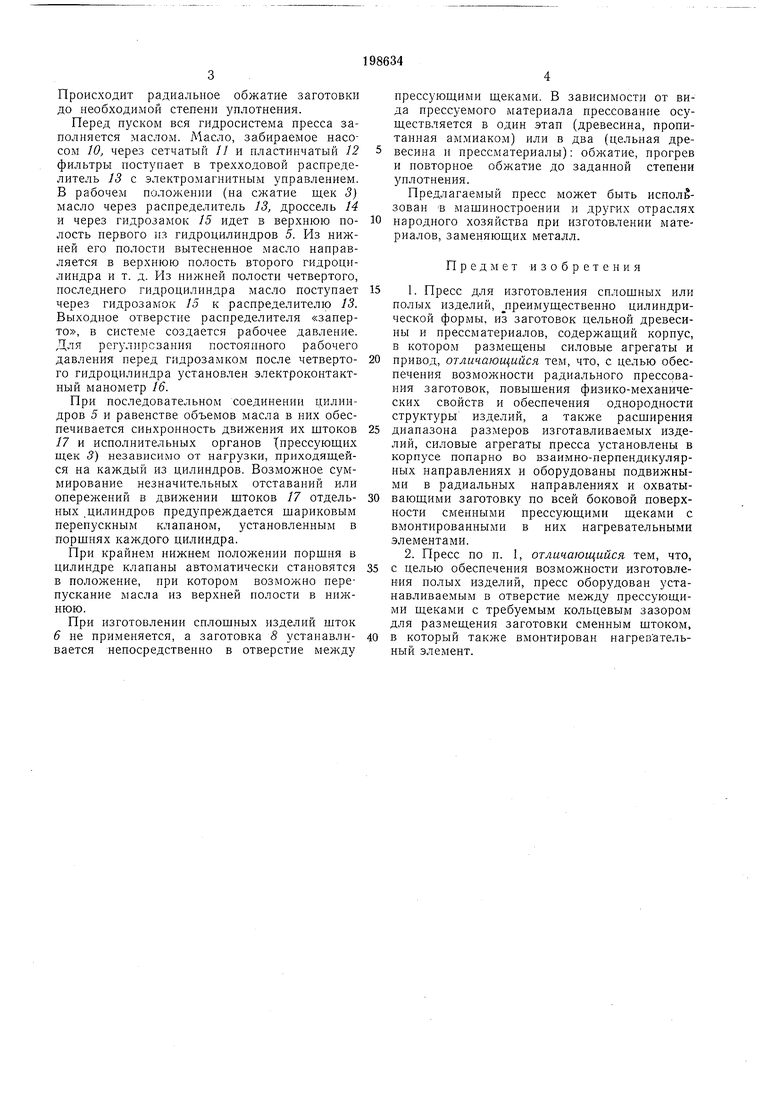
Гидравлический привод пресса состоит из масляного бака 9, эксцентрикового поршневого насоса 10 и распределительной гидроаппаратуры. 3 , Происходит радиальное обжатие заготовки де необходимой степени уплотнения. Перед пуском вся гидросистема пресса заполняется маслом. Масло, забираемое насосом 10, через сетчатый П и пластинчатый 125 фильтры поступает в трехходовой распределитель 13 с электромагнитным управлением. В рабочем положении (на сжатие щек 3) масло через распределитель 13, дроссель 14 и через гидрозамок 15 идет в верхнюю по-10 лость первого и, гидроцилиндров 5. Из нижней его полости вытесненное масло направляется в верхнюю полость второго гидроцилиндра и т. д. Пз нижней полости четвертого, последнего гидроцилиндра масло поступает15 через гидрозамок 15 к распределителю 13. Выходное отверстие распределителя «заперто, в системе создается рабочее давление. Для регулирования постояиного рабочего давления перед гидрозамком после четверто-20 го гидроцилиндра установлен электроконтактный манометр 16. При последовательном соединении цилиндров 5 и равенстве объемов масла в них обеспечивается синхронность движения их штоков25 17 и исполнительных органов (прессующих щек 5) независимо от нагрузки, приходящейся на каждый из цилиндров. Возможное суммирование незначительных отставаний или опережений в движении штоков 17 отдель-30 ных .цилиндров предупреждается шариковым перепускным клапаном, установленным в поршнях каждого цилиндра. При крайнем нижнем положении поршня в цилиндре клапаны автоматически становятся35 в положение, при котором возможно перепускание масла из верхней полости в нижнюю. При изготовлении сплошных изделий шток 6 не применяется, а заготовка 8 устанавли-40 вается непосредственно в отверстие между 4 прессующими щеками. В зависимости от вида прессуемого материала прессование осуществляется в один этап (древесина, пропитайная аммиаком) или в два (цельная древесина и прессматериалы): обжатие, прогрев и повторное обжатие до заданной степени уплотнения. Предлагаемый пресс может быть исполёзован -ъ машиностроении и других отраслях народного хозяйства при изготовлении материалов, заменяющих металл, Предмет изобретения 1. Пресс для изготовления сплошных или полых изделий, преимущественно цилиндрической формы, из заготовок цельной древесины и прессматериалов, содержащий корпус, в котором размещены силовые агрегаты и привод, отличающийся тем, что, с целью обеспечения возможности радиального прессоваиия заготовок, повышения физико-механических свойств и обеспечения однородности структуры изделий, а также расширения диапазона размеров изготавливаемых изделий, силовые агрегаты пресса установлены в корпусе попарно во взаимно-перпендикулярных направлениях и оборудованы подвижными в радиальных направлениях и охватывающими заготовку по всей боковой поверхности сменными прессующими щеками с вмонтированными в них нагревательными элементами. 2. Пресс по п. 1, отличающийся тем, что, с целью обеспечения возможности изготовления полых изделий, пресс оборудован устанавливаемым в отверстие между прессующими щеками с требуемым кольцевым зазором для размещения заготовки сменным штоком, в который также вмонтирован нагрепательный элемент.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ СПЛОШНЫХ или полыхИЗДЕЛИЙ | 1967 |
|
SU205275A1 |
| УСТРОЙСТВО для ИЗГОТОВЛЕНИЯ ЦИЛИНДРИЧЕСКИХИЗДЕЛИЙ | 1972 |
|
SU353827A1 |
| ГИДРАВЛИЧЕСКИЙ ПРЕСС ДЛЯ ШТАМПОВКИ ЛИСТОВЫХ ДЕТАЛЕЙ | 1970 |
|
SU259035A1 |
| Гидравлический многоэтажный пресс с механизмом подъема и способ прессования с гидравлической схемой его реализации | 2017 |
|
RU2681591C2 |
| УСТРОЙСТВО к ПРЕССУ ДЛЯ ИЗГОТОВЛЕНИЯ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 1970 |
|
SU288288A1 |
| УСТАНОВКА ДЛЯ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ЗАГОТОВОК | 1969 |
|
SU238769A1 |
| ГИДРАВЛИЧЕСКИЙ МНОГОЭТАЖНЫЙ ПРЕСС С МЕХАНИЗМОМ ПОДЪЕМА | 2013 |
|
RU2544717C2 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ МОДИФИЦИРОВАННОЙ ДРЕВЕСИНЫ | 2005 |
|
RU2299121C1 |
| УСТРОЙСТВО к ПРЕССУ | 1973 |
|
SU362691A1 |
| ГИДРАВЛИЧЕСКИЙ ПРЕСС ДЛЯ СБОРКИ КОЛЬЦЕВЫХИЗДЕЛИЙ | 1972 |
|
SU434029A1 |


