I
Изобретение относится к производству электрических источников света, в частности к эаварочно-откачному оборудованию, используемому при производстве люминесцентных ламп и ламп накаливания.
Известен патрон для заварочных станков, содержащий установочный элемент, зажим колбы лампы, центрирующий элемент 1 ,
Недостатком этого патрона является то, что на нем невозможно производить откачку лампы.
Известна также головка для станков, изготавливающих электрические источники света, содержащая вакуумный зажим для штенгеля лампы, вакуумпровод и установочный элемент 2.
Недостатком известной головки является то, что она может быть использована только на откачных станках. Лампы после заварки необходимо.транспортировать на откачные станки, что в свою очередь вызывает необходимость неоднократного изгиба выводов лампы. Другим важным недостатком является то, что атмосферные и другие загрязнения могут свободно проникать в заварочную машину перед процессом заварки. Э5и загрязнения трудно удаляются на откачных: станках. Кроме того, использование заварочных и откачных станков требует значительных затрат времени.
Целью изобретения является повышение производительности оборудования и улучшение качества люминесцентных ламп и ламп накаливания.
Цель достигается тем, что предлагаемая головка снабжена заварочной и отпаячной горе., причем отпаячная горелка установлена внутри заварочной горелки коаксиально последней, а меж,цу горелками расположены средства для приема вводов ножки лампы.
Отпаячная горелка установлена с возможностью перемещения относительно заварочной горелки.
С целью использования головки на станках, изготавливающих лампы накаливания, заварочная горелка установлена с возможностью перемещения относительно, установочного элемента.
Средства для приема вводов ножки лампы выполнены в виде диэлектрического корпуса с каналами.
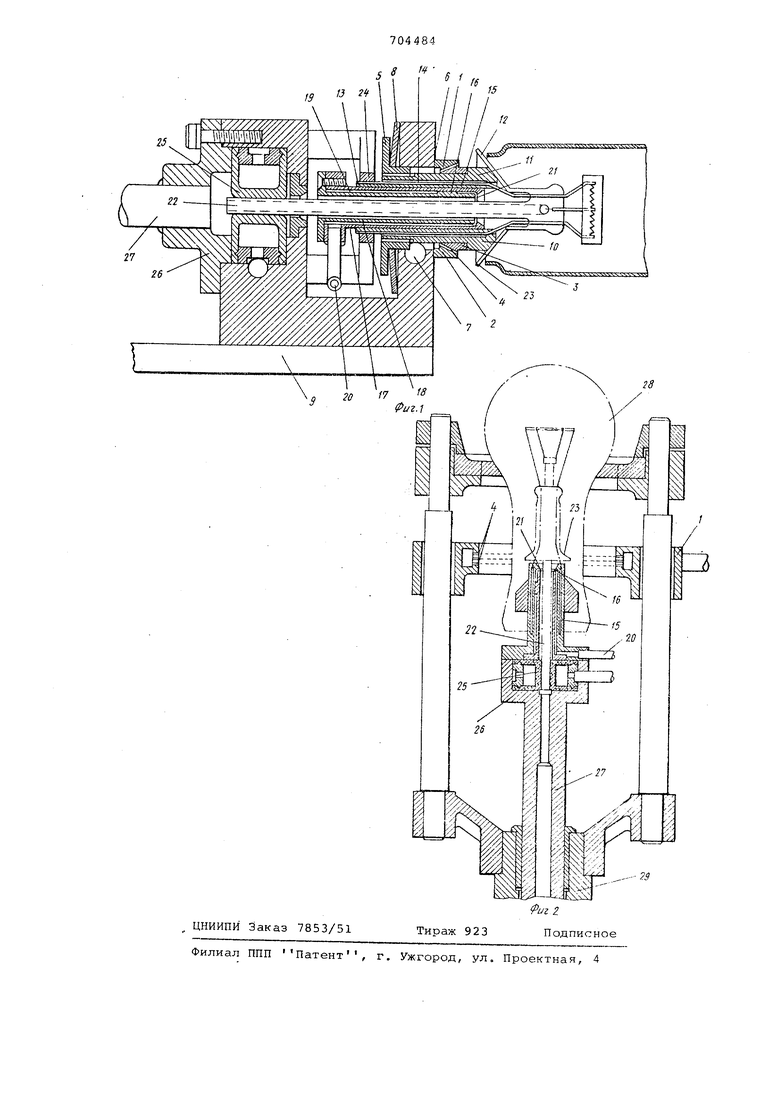
На фиг. 1 представлен разрез головки для люминесцентных ламп; на фиг. 2 - разрез головки для ламп на каливания. Головка включает в себя заварочную горелку 1, содержащую кольцеобразные элементы 2 и 3, между которыми расположены сопла 4, образующие кольцеобразное коническое пламя. Наружное кольцо 2 имеет задний 5 и передний б заплечики, между которьми удерживаетсЯ труба 7 подачи топлива посредством пластинчатой пружины 8. Головка монтируется на салазках 9, Внутреннее кольцо 3 соединяется с 10, имеющей один конец в фор ме усеченного конуса 11, который поД дер:|сивает и устанавливает в централь ном1положении конусообразный раструб ножки 12 в процессе пайки. Втулка 10 может составлять одно целое или жестко соединяться с кольцео разным корпусом 13 из электричес ки изолирующего материала с тем, что бы образовать канавки, отверстия или кольцеобразный просвет 14 для вводов ножки 15 лампы. Кольцевая горелка 16 для отпайки установлена соосно с .заварочной горелкой 1 и подвижно относительно нее Кольцевая горелка 16 для отпайки име ет два параллельных цилиндричес1сих элемента 17 и 18, между которыми образовано пространство, служащее топливйым каналом 19 и соединенное с труфой 20 подачи топлива. Канал 19 проходит аксиально, а затем направляется радиально между образующими сопло частями элементов 17 и 18, которые образуют кольцо из сопел 21, окружающих штенгель 22 и расположенных в той же самой радиальной плоскости, что и кромка конусообразного раструба 23. У задних концов вводов ножки 15 располагается образующее электрические контакты устройство 24, Задний конец штенгеля лампы схватывается уплотнительным элементом 25, расположенным в корпусе 26 и соединенным с трубопроводом 27, Во время запайки горелка 16 для отпа.йки не работает, однако помогает в захвате и удержании штенгеля 22. Возможность ее передвигаться относительно заварочной горелки 1 позволяет улучшить качество отпайки. После окончания цикла откачки топ ливо подается через трубопровод 20 и канал 19 к соплам 21 и воспламеняется. Место отпайки штенгеля лежит на уровне кромки конусообразного рас труба 23. Активация катода и отпайка могут производиться без необходимости дальнейшей манипуляции с вводами ножки лампы, которые предохраняются корпусом 13, Модификация предложенной головки применительно к лампам накаливания показана на фиг, 2. Кольцо заварочной горелки 1 располагается снаружи колбы лампы 28, однако горелка 16 для отпайки .располагается в кольцеобразном пространстве между внешним диаметром штенгеля 22 и максимальн з1м диаметром конусообразного раструба 23. Кольцо заварочной горелки 1 и горелка 16 для отпайки располагаются в кольцеобразном пространстве между внешним диаметром штенгеля 22 и максимальным диаметром конусообразного раструба 23, Кольцо заварочной горелки 1 и горелка 16 для отпайки монтируются подвижно относительно общих опорных средств 29. Предлагаемая головка позволяет исключить один станок в цепи заварочнооткачного оборудования, сократить время обработки источников света и повысить их качество. Формула изобретения 1. Головка для станков, изготавливающих электрические источники света, содержащая вакуумный зажим для штенгеля лампы, вакуумпровод и установочный элемент, отличающаяся тем, что, с целью повышения производительности оборудования, головка снабжена заварочной и отпаячной горелками, причем отпаячная горелка установлена внутри заварочной горелки коаксиально последней, а между горелками расположены средства для приема вводов ножки лампы. 2 . Головка по п. 1, отлича ющ а я с я тем, что отпаячная головка установлена с возможностью перемещения относительно заварочной горелки, 3.Головка по п. 1, отличающ а я с я тем, что с целью использования на станках, изготавливающих лампы накаливания, заварочная горелка установлена с возможностью возвратно-поступательного перемещения относительно установочного элемента. 4.Головка по п. 1, отлича ющ а я с я тем, что средства для приег,а вводов нохоси лампы выполнены в виде диэлектрического корпуса с каналами . Источники информации, ринятые во внимание при экспертизе 1.Куркин В.И. Механическое обоудование электровакуумного производтва. Высшая школа,М.,1964,с.289. 2.Куркин В.И. Механическое обоУДование электровакуумного производтва. Высшая школа, М., 1964, с. 297 (прототип).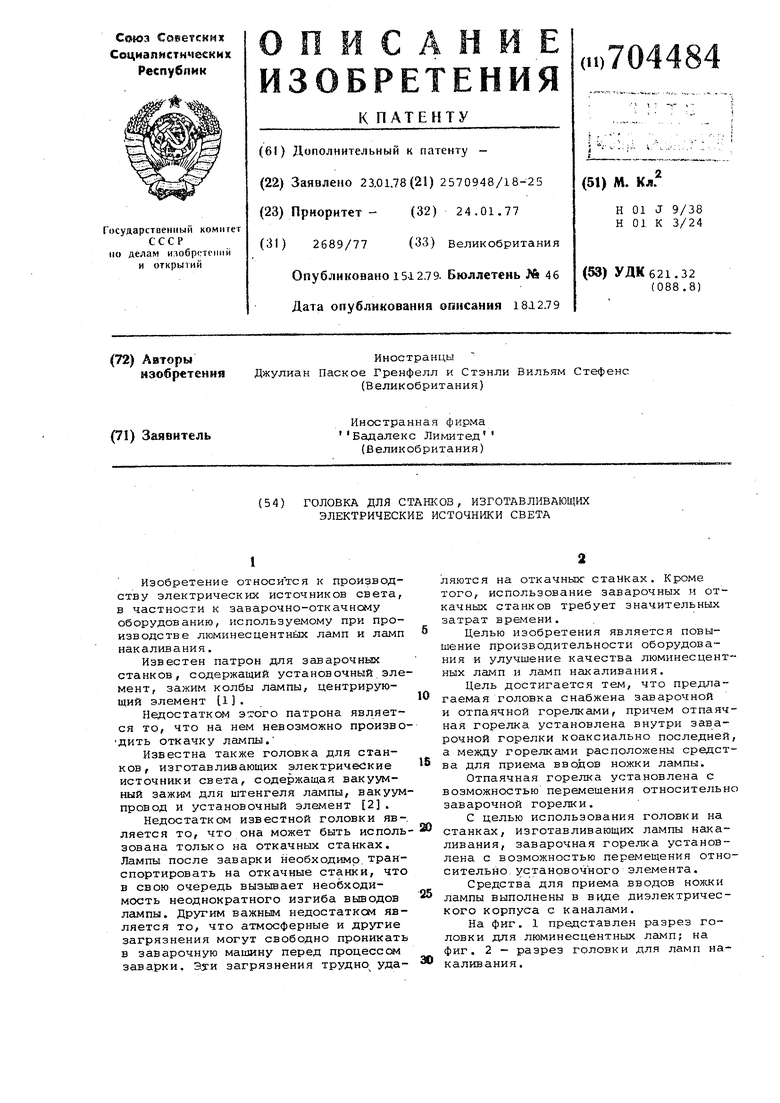
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для откачки трубчатых газоразрядных ламп | 1974 |
|
SU528634A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЬЦЕОБРАЗНОЙ РАЗРЯДНОЙ ТРУБКИ ДЛЯ КОМПАКТНОЙ ЛЮМИНЕСЦЕНТНОЙ ЛАМПЫ, РАЗРЯДНАЯ ТРУБКА, ИЗГОТОВЛЕННАЯ ЭТИМ СПОСОБОМ, И КОМПАКТНАЯ ЛЮМИНЕСЦЕНТНАЯ ЛАМПА, СОДЕРЖАЩАЯ ЭТУ РАЗРЯДНУЮ ТРУБКУ | 1995 |
|
RU2098884C1 |
| ЗАВАРОЧНО-ОТКАЧНОЙ ПОЛУАВТОМАТ ДЛЯ СВЕРХМИНИ.ЛТЮРНЫХ ЛАМП НАКАЛИВАНИЯ | 1967 |
|
SU200021A1 |
| Способ изготовления электрической лампы высокой интенсивности | 1978 |
|
SU907634A1 |
| Способ изготовления вакуумных кварцевых ламп накаливания | 1981 |
|
SU974461A1 |
| Способ изготовления галогенной лампы накаливания | 1981 |
|
SU972614A1 |
| Способ введения галогена в лампу | 1982 |
|
SU1128309A1 |
| Способ изготовления сверхминиатюрных ламп накаливания | 1973 |
|
SU498664A1 |
| Способ изготовления сверхминиатюрных ламп из цветного стекла и устройство для его осуществления | 1982 |
|
SU1098051A1 |
| Амальгамная люминесцентная лампа | 1973 |
|
SU454608A1 |