1
Известная установка для автоматической сварки замкнутых швов сложной конфигурации содержит станину с закрепленной на ней сварочной головкой, вращающийся относительно станины барабан, внутри которого размещен контейнер со свариваемым изделием, привод вращения барабана, .привод перемещения контейнера, содержащий ходовой винт системы регулирования длины сварочной дуги и скорости перемещения изделия.
Однако известная установка не обеспечивает высокого качества сварного щва из-за необходимости переключения двигателей на скруглениях, а это приводит к рьшкам и ударам в механизме, что снижает долговечность механизмов. Бывают случаи негоризонтальности свариваемого участка и отклонения угла между электродом и изделием от заданного. Кроме того, на такой установке невозможно сваривать изделия в форме вогнутого многоугольника.
Предлагаемая установка от известной отличается тем, что она снабл ена дополнительным приводом перемещения контейнера, ходовой винт которого расположен перпендикулярно ходовому винту основного привода, при этом оба привода смонтированы внутри барабана, а сварочная головка установлена так, что конец электрода совмещен с осью вращения барабана.
Такое выполнение установки в совокупности с применяемой системой автоматического регулирования длины сварочной дуги, скоростей приводов, перемещения контейнера с изделием и вращения барабана обеспечивает высокое качество сварных соединений, увеличивает четкость и надежность работы.
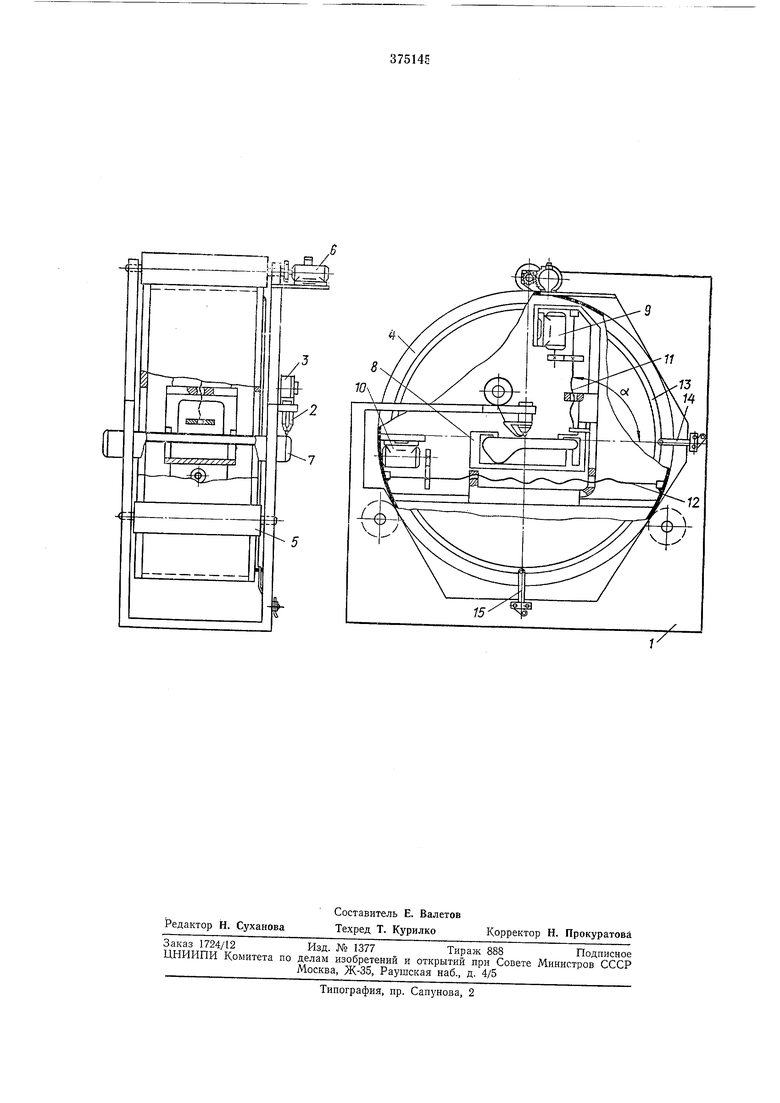
На чертеже представлена -предлагаемая установка в двух Проекциях.
На станине / установлена сварочная головка 2 с катущкой 3 присадочной проволоки, поворотный барабан 4, .вращающийся на катках 5 от двигателя 6 поворота. На вход системы управления этим двигателем подают напряжение сварочной дуги. Изделие 7 закрепляется в контейнере 8, а по барабану 4 изделие .перемещают два привода от двигателей 9 и 7(9 и ходовых винтов 11 и 12, установленных взаимно-перпендикулярно. Синхронно с барабаном
4 вращается кольцевой задатчик 13 с синусоидальным распределением сигнала по окружности. Это может быть круговой потенциометр с синусоидальным законом изменения выходного сигнала, синус-косинусный вращающийся
трансформатор (СКВТ) или, например, два сельсина с роторами, сдвинутыми под углом 90°. Применение СКВТ или сельсинов требует наличия редуктора для синхронизации угла поворота барабана и роторов соответствующих электрических машин.
Во всех случаях устройства 14 и 15 для съема сигнала устанавливаются под углом 90° в соответствии с расположением ходовых винтов Л тл 12 и подключаются к соответствующей системе автоматического управления скоростью двигателей 9 и 10.
Установка работает следующим образом.
При зажигании дуги между изделием 7 и сварочной головкой 2 напряжение дуги подается на систему управления двигателем 6. Одновременно сигнал с кольцевого задатчика 13 через устройства 14 и 15 подается на вход системы регулирования скоростей двигателей 9 и 10.
Распределение сигнала по окружности кольцевого задатчика 13 соответствует синусоиде, следовательно, на устройстве 14 появится сигнал и sin а, а на устройстве 15 -сигнал и cos а, где а - угол «ажлояа ходового винта 12 к горизонтальной плоскости. При любом угле наклона скорость сварки, определяемая суммой квадратов сигналов на устройствах 14 и 15, постоянна.
Если изделие 7 расположено таж, как изображено на чертеже, то на устройстве 14 сигнал максимален, а на устрой|стве 15 сигнал равен О, в этом случае работает двигатель 9, его скорость максимальна.
При подходе к округлению длина сварочной дуги и, следовательно, напряжение на дуге увеличиваются, начинает работать двигатель о поворота, восстанавливающий заданную длину дуги (напряжение дуги). При этом барабан 4 с кольцевым задатчиком 13 поворачивается, сигнал на двигателе 9 уменьшается, а на двигателе 10 соответственно увеличивается.
В силу синхронности поворота барабана 4 и задатчика 13 результирующая скорость перемещения изделия 7 от работы приводов с двигателями 9 и 10 остается постоянной по величине и направлению, изделие 7 смещается в прежнем направлении, увеличивая длину дуги, что приводит вновь к повороту барабана 4
двигателем бит. д., пока не будет заварено скругление. В этом положении скорость двигателя 10 - максимальна, а двигателя 9 равна 0.
Далее заваривается следующая плоская сторона изделия 7, затем опять скругление, пока не будет заварен весь периметр. Работа механизма не сопровождается ударами, поэтому скорости двигателей 9 VL 10 плавно нарастают и снижаются.
В связи с тем, что точка сварки совпадает с центром барабана 4, ра-бота двигателя 6 поворота не вносит погрешностей в заданную скорость аварки. Напряжение сварочной дуги,
поданное на вход системы управления двигателем 6, позволяет контролировать горизонтальность свариваемого участка стыка. При перемещении изделия 7 под углом к горизонтальной плоскости будет изменяться длина дуги, а постоянство длины дуги указывает на горизонтальность свариваемого участка изделия 7.
Предмет изобретения
Установка для автоматической сварки замкнутых швов сложной конфигурации, содержащая станину с закрепленной на ней сварочной головкой, вращающийся относительно станины барабан, внутри которого размещен контейнер со свариваемым изделием, привод, вращения барабана, привод перемещеия контейнера, содержащий ходовой винт системы регулирования длины 1сварочной дуги и скорости
перемещения изделия, отличающаяся тем, что, с целью повышения качества сварки, установка снабжена дополнительным приводом перемещения контейнера, ходовой винт которого расположен перпендикулярно ходовому винту
основного привода, при этом оба привода смонтированы внутри барабана, а сварочная головка установлена так, что конец электрода совмещен с осью вращения барабана.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ | 1971 |
|
SU299325A1 |
| УСТРОЙСТВО для АВТОМАТИЧЕСКОЙ ДУГОВОЙ СВАРКИ КРИВОЛИНЕЙНЫХ ПОВОРОТНЫХ ИЗДЕЛИЙ | 1967 |
|
SU200082A1 |
| Установка для автоматической сварки замкнутых криволинейных швов | 1976 |
|
SU608631A1 |
| Устройство для автоматической сварки неповоротных стыков труб | 1985 |
|
SU1368126A1 |
| Установка для сварки изделий с переменным радиусом кривизны | 1985 |
|
SU1237344A1 |
| Устройство для автоматической сварки криволинейных изделий | 1978 |
|
SU766805A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СВАРКИ ПЛОСКИХ АРМАТУРНЫХ СЕТОК | 1971 |
|
SU305028A1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 1970 |
|
SU259297A1 |
| УСТАНОВКА ДЛЯ ДУГОВОЙ СВАРКИ КОЛЬЦЕВЫХ ШВОВ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 1971 |
|
SU291764A1 |
| УСТАНОВКА ДЛЯ СВАРКИ ИЗДЕЛИЙ С ПЕРЕМЕННЫМ РАДИУСОМ КРИВИЗНЫ | 1972 |
|
SU432990A1 |