Известна головка для автоматической сварки фланцев с обечайками, содержащая корпус с механизмом подачи электрода, механизм вращения головки и копирные ролики, установленные на кронщтейнах.
В предлагаемой головке, с целью переналадки на сварку фланцев с различными диаметрами, кронштейны установлены на гильзах с возможностью перемещения относительно оси вращения головки и связаны через шпонки с гайками. Гайки перемещаются в корпусе посредством винтов, причем винтовые пары выполнены с левой и правой резьбой.
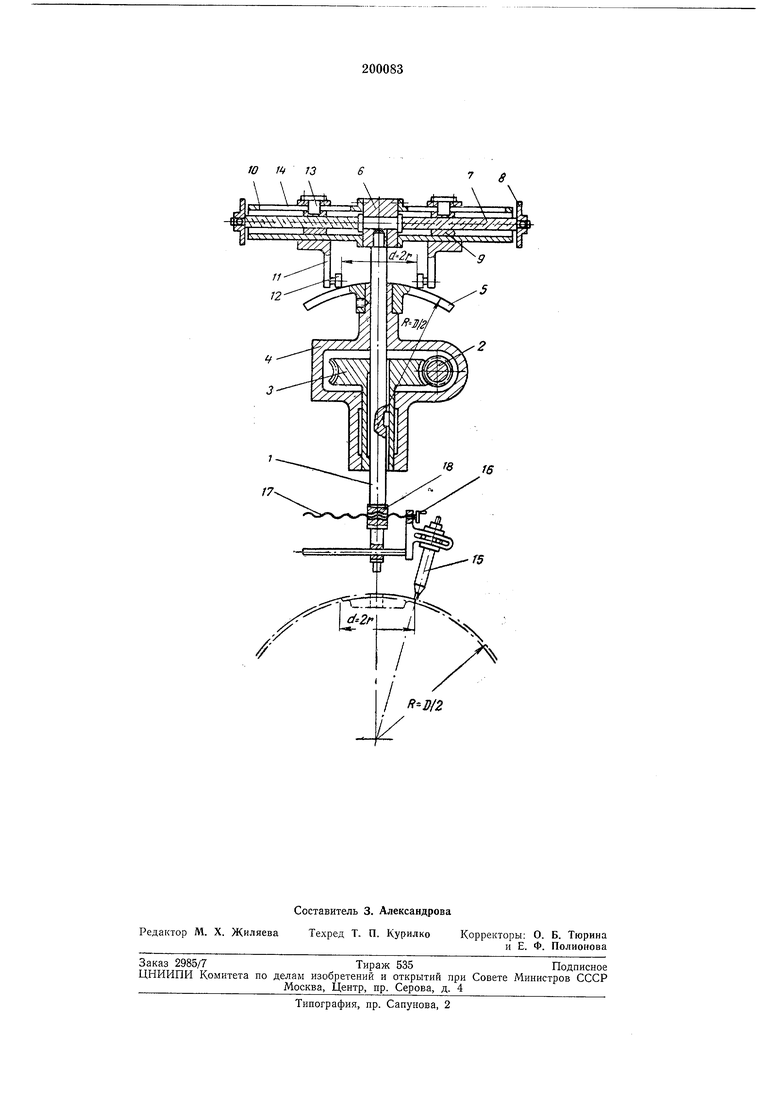
На чертеже изображена схема описываемой голоВКИ. Центральный валик 1 получает вращение от червячной пары 2-5. На верхней части неподвижного корпуса редуктора 4 закреплен копир 5. Радиус копира равен половине наружного диаметра обечайки (). Сверху на центральный валик / жестко насажена колодка 6, через которую проходит винт 7 с левой и правой резьбой. При вращении верхнего маховичка 8 гайки 9, неремещаясь внутри гильз 10, тянут за собой кронщтейны 1} с копирными роликами 12. Благодаря щпонкам 13, скользящим по пазу 14 гильз 10, гайки 9 не могут вращаться.
расстояние между роликами равно диаметру привариваемого фланца (), то горелка 15 получает необходимое дополнительное вертикальное перемещение.
Для приварки к одной обечайке фланцев с различными диаметрами необходимо изменить как расстояние от горелки 15 до оси фланца, так и расстояние между копирнымн роликами 12. Первое достигается поворотом нижнего маховичка 16 и винтовой пары У7- 18, второе - поворотом верхнего маховичка 8 н двух винтовых нар 7-9.
Предмет из о б р е т е н и я
Головка для автоматической сварки фланцев с обечайками, содержащая корпус с механизмом подачи электрода, механизм враП, гОоТовкн и копирlu ie ролнки, установленные на кронн1тейиах, огличают аяся тем, что, с целью переналадки головки на сварку фланцев с различными диаметрами, кронщтейны установлены на гильзах с возможностью перемещения относительно оси вращения головки и связаны через щнонки с гайками, перемещаемыми в корпусе посредством винта, причем виитовые пары выполпены с левой и правой резьбой.
73
T5
R-Ш
| название | год | авторы | номер документа |
|---|---|---|---|
| Головка для автоматической сварки фланцев с обечайкой | 1980 |
|
SU958066A1 |
| Устройство для сборки и сварки металлоконструкций | 1985 |
|
SU1286386A1 |
| УСТАНОВКА ДЛЯ СВАРКИ ВНУТРЕННИХ СТЫКОВ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 1971 |
|
SU306922A1 |
| Стенд для сборки и вращения тяжелове ных цилиндрических изделий в процессе сварки | 1973 |
|
SU518310A1 |
| Устройство для автоматическойСВАРКи шВОВ пО лиНии пЕРЕСЕчЕНиядВуХ цилиНдРичЕСКиХ пОВЕРХНОСТЕй | 1978 |
|
SU806329A1 |
| Устройство для автоматической сварки фланцев с обечайками | 1972 |
|
SU452463A1 |
| Устройство для сварки горизонтальных швов трубчатых колонн | 1982 |
|
SU1016125A1 |
| Устройство для автоматической приварки штуцеров | 1981 |
|
SU959960A1 |
| Устройство для автоматической сварки швов по линии пересечения двух цилиндрических поверхностей | 1980 |
|
SU941124A2 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ ДВУХСТОРОННЕЙ ПРИВАРКИ РЕБЕР ПРЕРЫВИСТЫМ ШВОМ | 1993 |
|
RU2094199C1 |