(54) УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ ФЛАНЦЕВ С ОБЕЧАЙКАМИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сварки кольцевых швов | 1977 |
|
SU637216A1 |
| Головка для автоматической сварки фланцев с обечайкой | 1980 |
|
SU958066A1 |
| Устройство для сборки и сварки металлоконструкций | 1985 |
|
SU1286386A1 |
| УСТРОЙСТВО для АВТОМАТИЧЕСКОЙ СВАРИ Of СОЮ ЗНАЯШ;Т;:;1Л:0-;;.Х^^;г;?МйЯБИБЛИОТЕКА | 1971 |
|
SU322247A1 |
| Устройство для автоматической сварки криволинейных швов | 1983 |
|
SU1106621A1 |
| Устройство для вварки криволинейных элементов в оболочковую конструкцию | 1983 |
|
SU1127731A1 |
| СВАРОЧНЫЙ АВТОМАТ | 1968 |
|
SU218350A1 |
| Устройство для автоматической сварки | 1986 |
|
SU1353592A1 |
| Устройство для автоматической сварки патрубков с обечайкой | 1983 |
|
SU1108000A1 |
| СВАРОЧНАЯ ГОЛОВКА | 1990 |
|
RU2048281C1 |
1
Предлагаемое устройство относится к сварочному оборудованию, в частности к устройствам для автоматической сварки фланцев с обечайками.
Известно устройство для автоматической сварки фланцев с обечайками, содержащее корпус с механизмом кругового движения сварочной горелки, через который пропущен новоротный центральный вал, на свободном конце которого установлена сварочная- горел ка, а на другом - коромысло с копирными роликами, взаимодействующими с копиром, смонтированным на корпусе.
Недостатком известной головки является неточность копирования, обусловленная : рйдиусомпрофиля копирного ролика.
iB процессе кругового движения ролика по копиру в точках контакта ролика с корjпиром, лежащих в плоскости, проходящей через ось ролика и ось вращения головки, изменяется радиус криврзны копира, в результате чего меняется величина погрещности копирования Л. Изменяющаяся величина погрещности копирования А, в конечном счете, влияет на устойчивость горения
|дуги, так как в процессе сварки изменяется д/шна дуги.
; с увеличением радиуса t профиля роли- ка, например, при его износе, погрещность копировйния Д растет, что ухудщает стабильность горения дуги, условия провара и формообразования шва.
Уменьшение радиуса (/ профиля ролика, вплоть до образования острой кромки, с целью уменьщения погрешности копирования Д , ведет G к резкому возрастанию сопротивления KpyroBONiy движению ролика по ко- пиру и к нарущению равномерности движения.
Для повыщения точности копирования в предлагаемом устройстве каждый копирный ролик установлен в обойме, смонтированной на коромысле и поворачивающейся вокруг оси, проходящей касательноКнаружной поверхности ролика в месте контакта его с копиром.
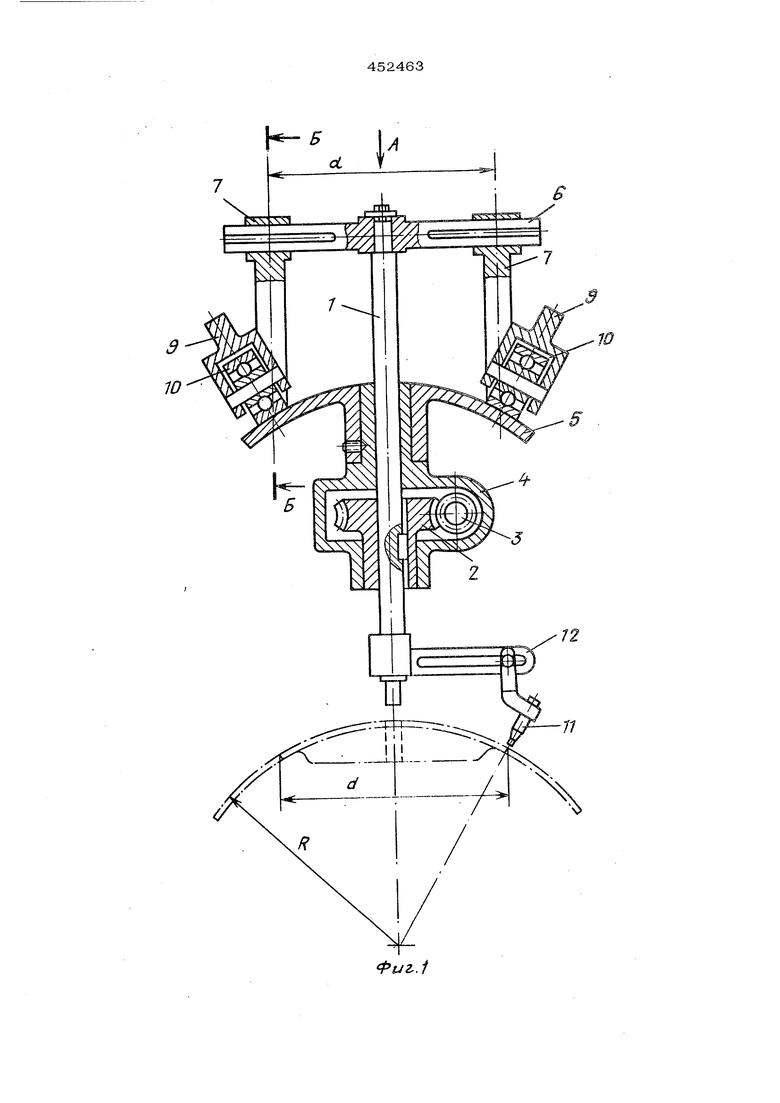
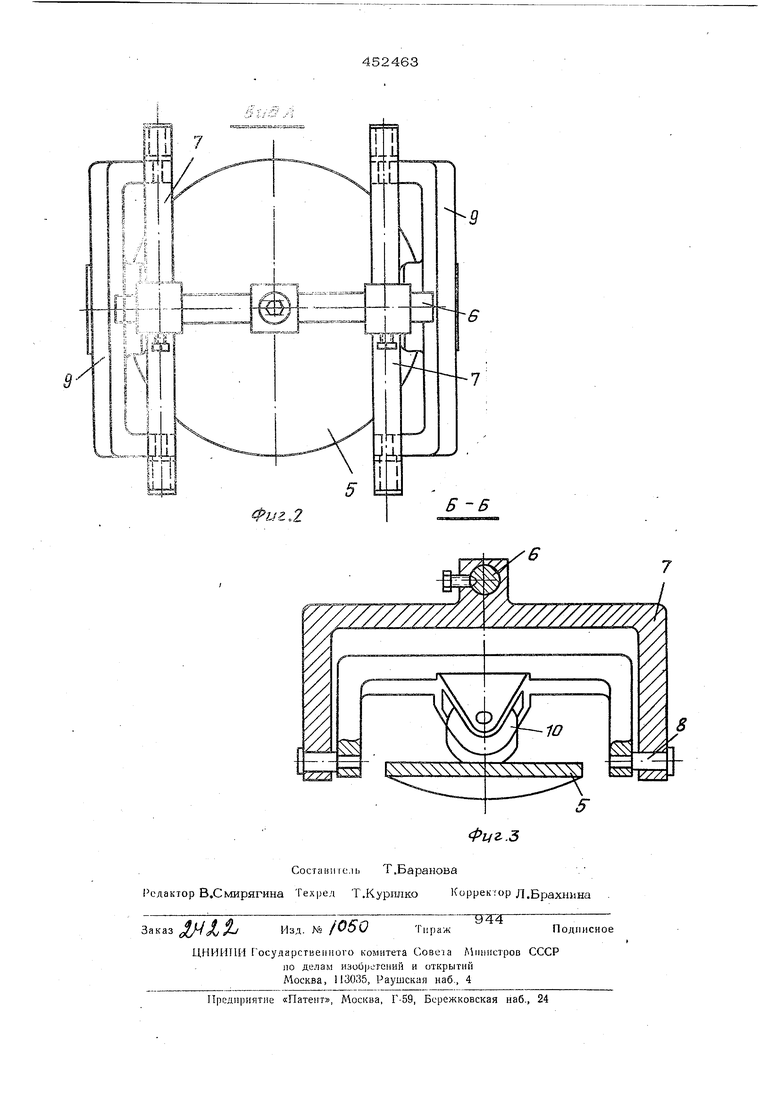
На фиг. 1 изображено предлагаемое устройство, разрез; на фиг. 2 - вид по стрелке А на фиг; 1; на фиг. 3 - разрез по Б-Б на фиг. 1. Центральный вал 1 получает вращение .от червячной пары 2 и 3. На верхней части неподвижного корпуса редуктора 4 закреплен копир 5. Радиус копира равен наружному радиусу обечайки. К- Сверху на центральном валу 1 жестко закреплено ко ромысло 6, на котором и закреплены скобы 7 так, что могут перемещаться. На скобах 7 установлены на осях 8 обоймы 9 с копирными роликами 1О, причем ось вращения каждой обоймы проходит касательно к наружному диаметру ролика 10. Устройство работает следующим образом. При вращении вала 1 ролики 1О катятся по неподвижному копиру 5, автоматически поворачиваясь вместе с обойма ми 9 на осях 8, при этом образующая цилиндрической поверхности ролика располагается касательно к поверхности копира в точке контакта. Так как расстояние между точками I контакта роликов с копиром равно диаметру привариваемого фланца d , то горелка И получает необходимое дополнитель- ное вертикальное перемещение. Для приварки фланцев различных диаметров к одной обечайке необходимо изменить как расстояние от горелки 11 до оси фланца, перемещая горелку по кронштейну 12, так и расстояние между ко- пирными роликами 10, перемещая скобы 7 по коромыслу 6. Предмет изобретения Устройство для автоматической сварки фланцев с обечайками, содержащее корпус с механизмом кругово1ю движения сварочной горелки, через который пропущен поворотный центральный вал, на свободном конце которого установлена сварочная горелка, а на другом - коромысло с копирными роликами.взаимодействующими с копиром, смонтированным на корпусе, о т- личающееся тем, что, с целью повышения точности копирования, каждый копирный ролик установлен в обойме, смонтированной на коромысле и поворачивающейся вокруг оси, проходящей касательно к наружной поверхности ролика в месте контакта его с копиром.
